Изобретение относится к абразивной промышленности, в частности к производству чашечных шлифовальных и полировальных кругов на вулканитовой связке.
Известен способ производства чашечных шлифовальных кругов на вулканитовой связке, при котором вначале получают исходную заготовку из абразивной кусковой смеси путем прокатки листов, вырубки из них тонкостенных кольцевых заготовок для боковой части и толстостенной кольцевой заготовки для донной части, сборки из них исходной заготовки, а затем из исходной заготовки штамповкой ее на стержне в закрытой пресс-форме получают заготовку круга путем обжатия кольцевых заготовок боковой части круга [1].
Недостатками способа являются высокая трудоемкость, большой расход исходных материалов и низкое качество полученных из заготовок кругов. Высокая трудоемкость связана с необходимостью получения из исходной смеси листов путем многопроходной прокатки, получения из листов путем многократной вырубки от 4 до 15 кольцевых заготовок, необходимых для сборки из них исходной заготовки, и сборки исходных заготовок. Большой расход исходных материалов связан с тем, что листы имеют большое количество дефектов в виде разрывов на боковых кромках, поэтому только примерно 60% поверхности листов используется для вырубки кольцевых заготовок. При вырубке тонкостенных кольцевых заготовок около 90% годной для вырубки поверхности листов уходит в отходы в виде перемычек и высечек.
Низкое качество готовых кругов связано с тем, что при вырубке и сборке поверхности кольцевых заготовок насыщают инородными включениями, поэтому при их обжатии в процессе штамповки не происходит снижения отдельных заготовок, возникают дефекты в виде расслоев. Эти дефекты приводят к браку более 50% готовых кругов.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является способ производства заготовок чашечных шлифовальных кругов на вулканитовой связке, включающий получение вначале исходной заготовки из абразивной кусковой смеси путем прокатки листов, вырубки из них боковой части в виде развертки и донной части заготовки в виде толстостенного кольца, сборки из них исходной заготовки, а затем из исходной заготовки штамповкой ее на стержне в закрытой пресс-форме получают заготовку круга путем обжатия боковой части исходной заготовки [2].
При производстве заготовок по данному способу несколько снижается трудоемкость, поскольку для боковой части надо вырубать не 4-15, а только одну заготовку; уменьшается расход исходных материалов, поскольку развертки не имеют высечек; повышается качество заготовок и кругов, поскольку количество станков, ведущих к расслоям, уменьшается в 2,0-7,5 раз.
Однако трудоемкость остается достаточно высокой за счет многопроходной прокатки, за счет вырубки и сборки исходных заготовок, расход исходных материалов достаточно велик за счет дефектов на листах, облоев и перемычек при вырубке, а также за счет брака от расслоев, качество заготовок и готовых кругов остается пониженным за счет наличия стыков при сборке исходных заготовок.
Таким образом, основными недостатками наиболее близкого аналога является высокая трудоемкость производства и пониженное качество заготовок и готовых кругов.
Задачей изобретения является снижение трудоемкости и материалоемкости производства заготовок чашечных кругов и повышение их качества.
Поставленная задача решается за счет того, что в известном способе производства заготовок чашечных кругов на вулканитовой связке, включающем получение вначале исходной чашечной заготовки из абразивной кусковой смеси, а затем из исходной заготовки штамповкой ее на стержне в закрытой пресс-форме получают путем обжатия заготовки круга, согласно изобретению полученную обжатием абразивной кусковой смеси в закрытой пресс-форме исходную заготовку в виде кольцевого цилиндра штампуют на стержне той же закрытой пресс-формы путем обжатия данной части и обратного выдавливания боковой стенки заготовки.
То, что исходная заготовка в виде кольцевого цилиндра получается обжатием абразивной кусковой смеси в закрытой пресс-форме, во много раз снижает трудоемкость, значительно уменьшает материалоемкость производства заготовок, поскольку полностью исключаются такие процессы, как прокатка из смеси листов, вырубка из них отдельных частей и сборка из частей исходных заготовок. А то, что исходная заготовка не имеет стыков, а представляет собой кольцевой цилиндр, устраняет причины образования расслойных дефектов и приводит к повышению качества кругов.
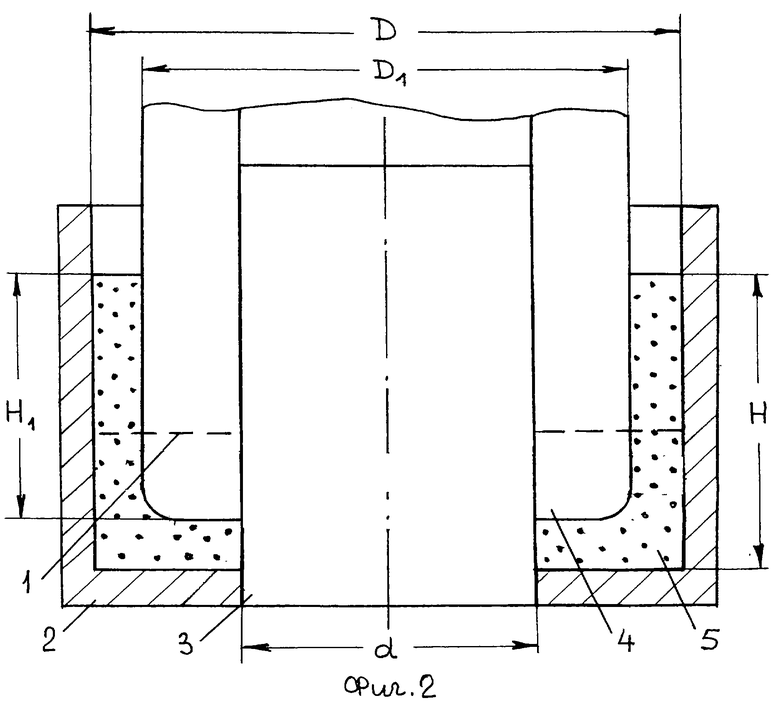
На фиг. 1 показана исходная заготовка, на фиг.2 - заготовка чашечного круга, полученная штамповкой исходной заготовки в пресс-форме. На фиг.1 и 2 обозначено: 1 - исходная заготовка; 2 - пресс-форма; 3 - стержень пресс-формы; 4 - пуансон; 5 - заготовка чашечного круга.
Предлагаемый способ реализуется следующим образом. Для выбранного типоразмера чашечного круга назначаются размеры наружного D и внутреннего диаметров кольцевого цилиндра 1. Затем подсчитывают объем чашечного круга, который позволяет определить высоту Н3 исходной заготовки. Поскольку исходная заготовка имеет остаточную пористость, устраняющую при ее штамповке, то объем исходной заготовки увеличивают по сравнению с объемом круга на 15-20%. Известная высота исходной заготовки позволяет установить ход пуансона наружным диаметром D (не показан) при обжатии в пресс-форме 2 абразивной кусковой смеси (не показана). После получения исходной заготовки 1 устанавливают новый пуансон наружным диаметром D1. Внутренний диаметр у первого и второго пуансона равен d. При штамповке исходной заготовки обжимают ее данную часть на величину, равную разности Н3 и (Н-H1). При этом избыточный объем материала вытесняется в зазор между наружной боковой поверхностью пуансона и внутренней поверхностью пресс-формы, формируя путем обратного выдавливания боковую стенку заготовки 5. Причем торец боковой стенки при завершении обратного выдавливания может быть обжат буртом, установленном на пуансоне 3 (не показан).
По предлагаемому способу была изготовлена опытная партия заготовок чашечных кругов на вулканитовой связке размерами D•Н•d=125•63•65 мм. (D1=100 мм, Н1= 55 мм). Для этого из кусковой абразивной вулканитовой смеси, помещенной в пресс-форму 2, с помощью пуансона наружным диаметром D на стороне 3 была получена исходная заготовка размерами D3•Н3•d3=125•28•65 мм. После замены пуансона диаметром D на пуансон наружным диаметром D1 была выполнена штамповка заготовки 5. При этом донная часть получена путем обжатия исходной заготовки на величину относительной деформации, равной 71%, а боковая стенка высотой 63 мм получена обратным выдавливанием материала исходной заготовки высотой 28 мм.
Заготовки опытной партии в количестве 13 шт. были подвергнуты визуальному осмотру и стандартным испытаниям до и после вулканизации. Дефектов не обнаружено, все круги соответствуют по качеству стандарту ЗАО "Росси".
Трудоемкость изготовления заготовок чашечных кругов указанного размера снижена в 7 раз. Материальность уменьшена на 18%. Возможность образования дефектов в виде расслоев полностью исключена.
Предложенный способ целесообразно использовать в абразивной промышленности при изготовлении чашечных шлифовальных и полировальных кругов на вулканитовой связке.
Источники информации
1. Технологические инструкции по изготовлению вулканитовых и гибких полировальных кругов. - Южно-Уральский ЦНТИ, 1970, с. 51-54.
2. А.с. СССР 942979, кл3 В 24 Д 7/00, БИ 26.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2201866C2 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2164858C1 |
| ЗАГОТОВКА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2147984C1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2000 |
|
RU2174906C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2202463C2 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 1998 |
|
RU2138387C1 |
| СПОСОБ ФОРМОВАНИЯ ЗАГОТОВОК АБРАЗИВНОГО ИНСТРУМЕНТА | 1999 |
|
RU2149749C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 2000 |
|
RU2180284C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ВУЛКАНИТОВОЙ АБРАЗИВНОЙ МАССЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2176589C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2001 |
|
RU2227776C2 |
Изобретение предназначено для получения шлифовальных и полировальных кругов. Способ включает получение из абразивной кусковой смеси исходной заготовки в виде кольцевого цилиндра и последующее получение из нее заготовки круга. Исходную заготовку получают обжатием абразивной кусковой смеси в закрытой пресс-форме, заготовку круга - штамповкой исходной заготовки на стержне той же закрытой пресс-формы путем обжатия донной части и обратного выдавливания боковой стенки исходной заготовки. Изобретение позволяет снизить трудоемкость и материалоемкость способа. 2 ил.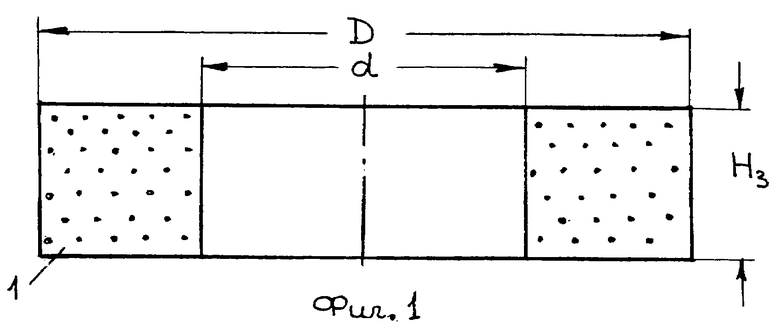
Способ производства заготовок чашечных шлифовальных кругов на вулканитовой связке, включающий получение из абразивной кусковой смеси исходной заготовки в виде кольцевого цилиндра и последующее получение из нее заготовки круга штамповкой на стержне в закрытой пресс-форме, отличающийся тем, что исходную заготовку получают обжатием абразивной кусковой смеси в той же пресс-форме, что и для получения заготовки круга, а штамповку исходной заготовки ведут путем обжатия донной части и обратного выдавливания боковой стенки исходной заготовки.
| Способ изготовления чашечных шлифовальных кругов | 1980 |
|
SU942979A1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1997 |
|
RU2127185C1 |
| ТЕХНОЛОГИЧЕСКИЕ ИНСТРУКЦИИ ПО ИЗГОТОВЛЕНИЮ ВУЛКАНИТОВЫХ И ГИБКИХ ПОЛИРОВАЛЬНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | |||
| - Челябинск: Южно-Уральский ЦНТИ, 1970, с.51-54. | |||

