Изобретение относится к абразивной промышленности, в частности к производству отрезных абразивных кругов на вулканитовой связке.
Известно, что для формования абразивного инструмента на вулканитовой связке применяются прокатные вальцы или каландры для получения исходных пластин и пресс для вырубки из полученных пластин кольцевых заготовок [1]. Используемое технологическое оборудование представляет собой отдельно стоящие агрегаты. При производстве отрезных абразивных кругов на вулканитовой связке отформованные и вырубленные заготовки припудриваются тальком для предотвращения слипания [2].
Использование технологического оборудования в виде отдельно стоящих агрегатов не позволяет обеспечить необходимой производительности, велика доля тяжелого монотонного ручного труда как на основных, так и на вспомогательных операциях. Припудривание осуществляется вручную, в связи с чем большая запыленность не только на рабочем месте, но и по всему участку, что существенно ухудшает экологию производства и наносит вред здоровью работающим на данном производстве.
Наиболее эффективно производство абразивных кругов на вулканитовой связке на поточно-механизированных линиях.
Известна поточно-механизированная линия для производства абразивных кругов на вулканитовой связке, содержащая загрузочный транспортер, вальцебрикетный агрегат, промежуточную и чистовую двухвалковую клеть, вырубной пневматический пресс, рольганг для передачи проката между клетями, между чистовой клетью и пневматическим прессом, а также транспортер возврата отходов [3].
Линия в таком составе преимущественно используется при производстве отрезных абразивных кругов на вулканитовой связке, благодаря использованию такой линии удается существенно повысить производительность, улучшить культуру производства и значительно сократить применение ручного труда. Но для устранения адгезии при укладке листов или отрезков в пакеты и в этом случае необходимо их припудривание тальком, которое также осуществляется вручную, путем разбрасывания рабочим талька по поверхности получаемых полуфабрикатов. Эта операция осуществляется после прокатки листа на вальцебрикетном агрегате, но в ряде случаев, при необходимости, операцию припудривания дублируют при дальнейшей прокатке листа между промежуточной и чистовой клетями, а также непосредственно перед вырубкой кольцевых заготовок на пневматическом прессе. Ручное припудривание не обеспечивает равномерного нанесения необходимого слоя талька на прокат, при этом сдерживается и производительность работы линии, возникает необходимость многократного повторения операции припудривания, что приводит к значительному перерасходу талька. В результате ручного нанесения талька запыленность рабочего места недопустимо велика, что отрицательно сказывается на здоровье работающих. Попадание значительного количества талька в исходную абразивно-вулканитовую массу на начальных этапах технологического передела (при смешивании возвратных отходов со свежей массой перед подачей ее на вальцебрикетный агрегат выпадание талька в виде осадков на рабочие части оборудования, контактирующие с обрабатываемым сырьем т. д. ), влияет на кинематические и силовые условия контакта проката с валками. Тальк оказывает влияние и на температурные условия прокатки, поскольку обладает высокими теплоизолирующими свойствами. Отмеченные особенности оказывают непосредственное влияние на качество получаемых абразивных кругов.
Таким образом, основными недостатками наиболее близкого аналога являются вредные условия на рабочем месте, большой перерасход талька и неудовлетворительное качество абразивных кругов.
Задачей предлагаемого изобретения является исключение ручного труда на операции припудривания и устранение вредных факторов, вызываемых присутствием талька на рабочем месте.
Поставленная задача достигается тем, что поточно-механизированная линия для производства абразивных кругов на вулканитовой связке, содержащей загрузочный транспортер, вальцебрикетный агрегат, промежуточную и чистовую двухвалковую клеть, вырубной пневматический пресс, рольганги для передачи проката между клетями и между чистовой клетью и прессом, транспортер возврата отходов, снабжена установленным после вальцебрикетного агрегата на рольганге на стойках устройством для припудривания тальком проката, выполненным в виде бункерно-загрузочной камеры с выходным отверстием, в котором на осях установлен с возможностью вращения валик с наружной поверхностью, оснащенной длинноворсовым войлоком, причем устройство для припудривания подпружинено относительно стоек и установлено, образуя между валиком и рольгангом монтажный зазор, величина которого меньше величины зазора между вертикальными валками вальцебрикетного агрегата.
То, что поточно-механизированная линия для производства абразивных кругов на вулканитовой связке снабжена установленным после вальцебрикетного агрегата на рольганге на стойках устройством для припудривания тальком проката, выполненным в виде бункерно-загрузочной камеры с выходным отверстием, в котором на осях установлен с возможностью вращения валик с наружной поверхностью, оснащенной длинноворсовым войлоком, причем устройство для припудривания подпружинено относительно стоек и установлено, образуя между валиком и рольгангом монтажный зазор, величина которого меньше величины зазора между вертикальными валками вальцебрикетного агрегата, позволяет автоматически равномерно необходимым слоем припудривать прокат без использования ручного труда, исключить перерасход талька и устранить вредные факторы, вызываемые присутствием в большом количестве талька на рабочем месте.
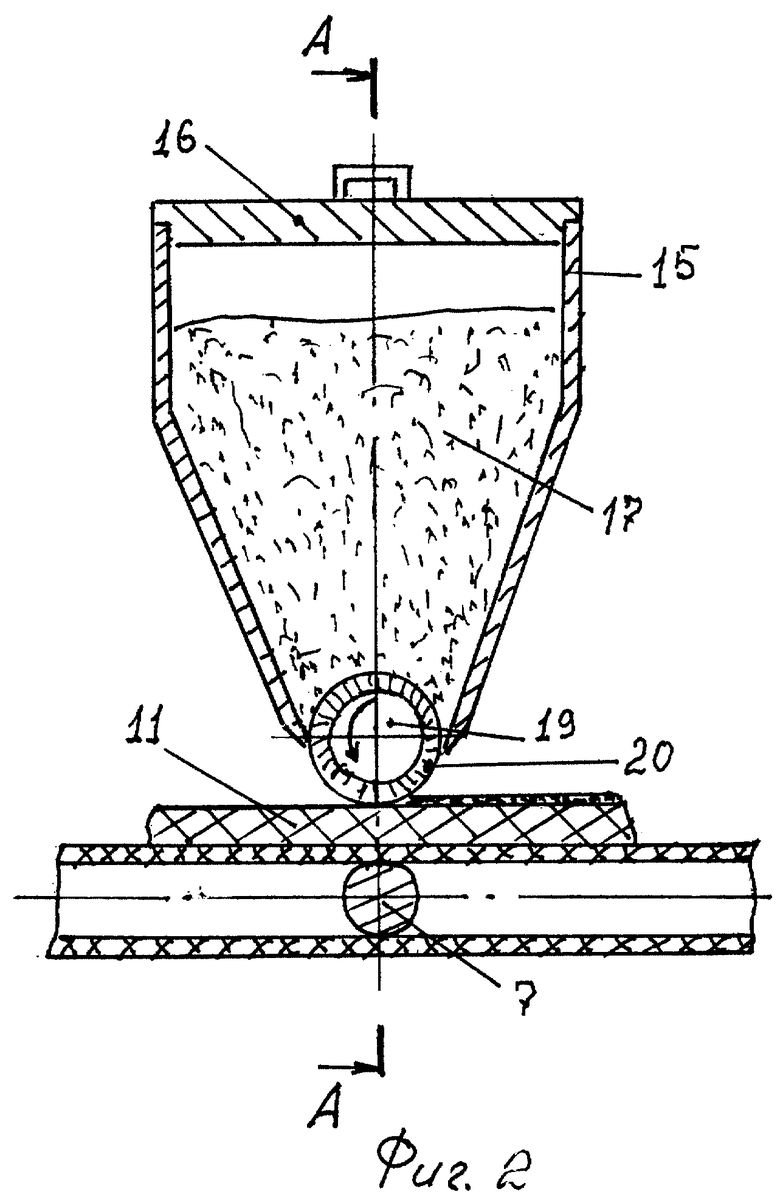
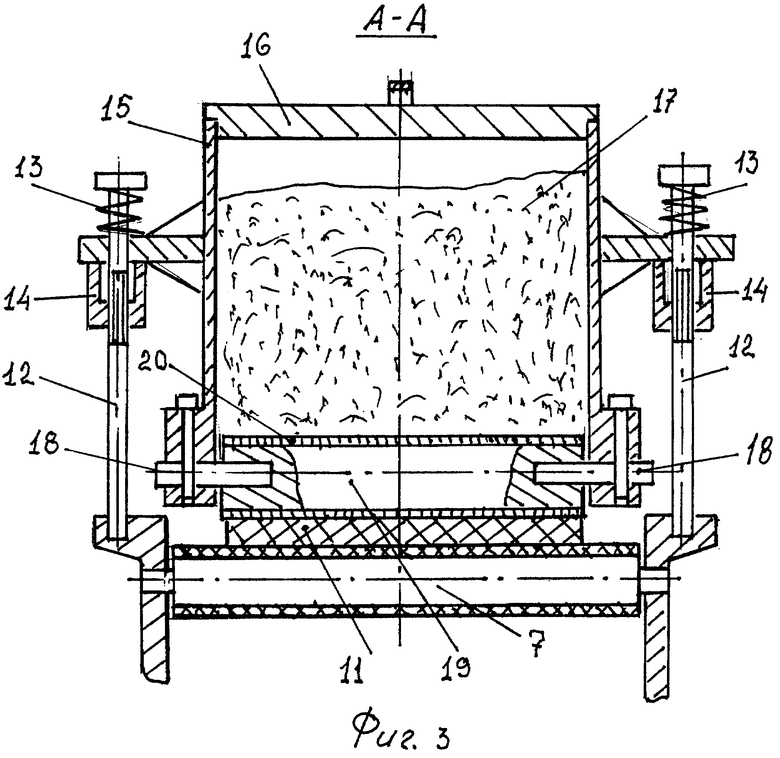
Предлагаемая поточно-механизированная линия с устройством для припудривания тальком проката приведена на фиг. 1; на фиг. 2 приведено само устройство припудривания тальком; на фиг. 3 - сечение А-А на фиг. 2.
Поточно-механизированная линия содержит загрузочный транспортер 1 кусковой абразивно-вулканитовой массы 2, вальцебрикетный агрегат 3, промежуточную 4 и чистовую 5 клети, вырубной пневматический пресс 6, рольганги 7 передачи проката между клетями, рольганг 8 передачи проката между чистовой клетью 5 и пневматическим прессом 6, транспортер 9 возврата отходов, а также устройство 10 припудривания тальком проката 11, смонтированное после вальцебрикетного агрегата 3 на стойках 12 на рольганге 7 передачи проката между клетями 3, 4 и подпружиненное относительно стоек 12 упругими элементами 13. Для регулирования предварительного поджатия упругих элементов 13 на стойках 12 смонтированы резьбовые втулки 14. Устройство для припудривания состоит из бункера 15 с крышкой 16, в котором находится тальк 17, в выходном отверстии бункера 15 на осях 18 смонтирован валик 19 с возможностью вращения, а его наружная поверхность оснащена длинноворсовым войлоком 20.
Поточно-механизированная линия работает следующим образом.
Перед началом работы в бункер 15 засыпают тальк 17 и закрывают его крышкой 16, затем вращением резьбовых втулок 14, смонтированных на стойках 12, поджимая упругие элементы 13, настраивают необходимый зазор между валиком 19 с длинноворсовым войлоком 20 и рольгангом 7. Этот зазор должен быть меньше зазора между вертикальными валками вальцебрикетного агрегата для обеспечения надежного контакта в процессе припудривания между прокатом и валиком с длинноворсовым войлоком. Далее включается загрузочный транспортер 1 и кусковая абразивно-вулканитовая масса 2 поступает в вальцебрикетный агрегат 3. После выхода из вальцебрикетного агрегата первоначально прокат 11 по рольгангу 7 поступает к устройству 10 для припудривания, и проходит между валиком 19 с длинноворсовым войлоком 20 упомянутого устройства и лентой рольганга 7. При прохождении проката 11 под устройством 10 в результате сил трения валик 19 с длинноворсовым войлоком 20 вращается на осях 18, захватывает тальк 17 из бункера 15 и равномерно наносит его на верхнюю плоскость проката 11. После этого прокат 11 делится на мерные отрезки с заданными размерами, которые укладываются в пакеты на накопительный стол (на фиг. 1 условно не показан) вальцебрикетного агрегата 3, перед подачей в валки промежуточной клети 4 отрезки разворачиваются на угол 90o относительно их продольной оси прокатки в вальцебрикетном агрегате 3. Далее после поочередной прокатки в промежуточной 4 и чистовой клетях 5 отрезки по рольгангу 8 поступают к пневматическому прессу 6, где их также собирают в пакет из 2-4 листов и осуществляют вырубку кольцевых полуфабрикатов. Образующиеся при вырубке отходы по транспортеру 9 возвращаются к загрузочному транспортеру 1, а вырубленные кольцевые полуфабрикаты переносят на накопительный стол (на фиг. 1 условно не показан). При необходимости устройство 10 для припудривания проката можно установить как между промежуточной 4 и чистовой 5 клетями, так и после чистовой клети 5 перед пневматическим прессом 6.
Опробование поточно-механизированной линии в составе с устройством для припудривания проката осуществлялось при изготовлении отрезных абразивных кругов на вулканитовой связке с размерами 200 х 2 х 32 мм. После вальцебрикетного агрегата на рольганге на стойках была установлена опытная конструкция бункера, выполненного из нержавеющей стали объемом 8 л, в выходном отверстии бункера на осях смонтирован валик диаметром 30 мм с длиной, соответствующей ширине прокатываемого листа, покрытый длинноворсовым войлоком. Размеры отрезков проката после вальцебрикетного агрегата составляли: длина 250 мм, ширина 510 мм, высота 6 мм. Работа поточно-механизированной линии в составе с предложенным устройством обеспечивает достижение поставленной задачи в полном объеме - тальк наносится равномерным тонким слоем по всей ширине прокатываемого листа без применения ручного труда, не требуется дополнительного припудривания проката на последующих переделах, весьма заметно снижается запыленность рабочего места. Использование в составе поточно-механизированной линии в составе с устройством дня припудривания позволит сократить расход талька не менее чем в 12-14 раз.
Предлагаемую поточно-механизированную линию целесообразно использовать на предприятиях абразивной промышленности при производстве отрезных кругов на вулканитовой связке.
Источники информации, принятые во внимание
1. Оборудование и оснастка предприятий абразивной и алмазной промышленности. Учебное пособие для машиностроительных техникумов /В.А.Рыбаков, В.В. Авакян, О.С.Масевич и др.; Под общ. ред. В.А.Рыбакова. -Л.: Машиностроение, 1981, с.152-153.
2. Основы проектирования и технология изготовления абразивного и алмазного инструмента. Учебное пособие для техникумов /В.Н.Бакуль, Ю.И.Никитин, Е. Б.Верник и др. По ред. В.Н.Бакуля. -М.: Машиностроение, 1975, с. 140.
3. Промышленные исследования процессов вальцевания и каландрования на линии N3 АО "Росси" / Шеркунов В.Г, Трусковский В.И., Павлов В.А. и др. Сб. научн. тр. "Машины и технология обработки давлением порошковых и композиционных материалов". Под ред. Баркова Л.А.,Чаплыгина Б.А., Челябинск, из-во ЧГТУ, 1997, с.79-83.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2002 |
|
RU2221687C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ ВУЛКАНИТОВОЙ АБРАЗИВНОЙ МАССЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2176589C1 |
| ЛИНИЯ ПО ПРОИЗВОДСТВУ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 2000 |
|
RU2231439C2 |
| ПРЕСС-ФОРМА ДЛЯ ПРОИЗВОДСТВА ОТРЕЗНЫХ АБРАЗИВНЫХ КРУГОВ | 1998 |
|
RU2138386C1 |
| ТРЕХВАЛКОВЫЙ КАЛАНДР ДЛЯ ПРОКАТКИ ЛИСТОВ ИЗ ВУЛКАНИТОВЫХ АБРАЗИВНЫХ СМЕСЕЙ | 1999 |
|
RU2151052C1 |
| ШТАМП ВЫРУБНОЙ | 1998 |
|
RU2149073C1 |
| НОЖЕВОЙ ШТАМП | 1998 |
|
RU2127164C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНЫХ КРУГОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2149096C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА | 1998 |
|
RU2138387C1 |
| СПОСОБ ФОРМОВАНИЯ АБРАЗИВНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1999 |
|
RU2164858C1 |
Поточно-механизированная линия для производства абразивных кругов на вулканитовой связке содержит загрузочный транспортер, вальцебрикетный агрегат, промежуточную и чистовую двухвалковые клети, вырубной пневматический пресс, рольганг для передачи проката между клетями, рольганг для передачи проката между чистовой клетью и пневматическим прессом, транспортер возврата отходов. Линия снабжена установленным после вальцебрикетного агрегата на рольганге на стойках устройством для припудривания тальком проката. Устройство для припудривания выполнено в виде бункерно-загрузочной камеры с выходным отверстием, в котором на осях установлен с возможностью вращения валик с наружной поверхностью, оснащенной длинноворсовым войлоком. Устройство для припудривания подпружинено относительно стоек и установлено, образуя между валиком и рольгангом монтажный зазор, величина которого меньше величины зазора между вертикальными валками вальцебрикетного агрегата. Изобретение позволяет снизить запыленность рабочего места, сократить расход талька, улучшить условия труда, повысить производительность. 3 ил.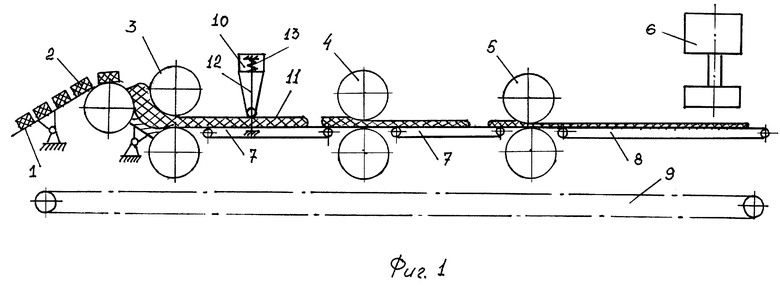
Поточно-механизированная линия для производства абразивных кругов на вулканитовой связке, содержащая загрузочный транспортер, вальцебрикетный агрегат, промежуточную и чистовую двухвалковую клеть, вырубной пневматический пресс, рольганги для передачи проката между клетями и между чистовой клетью и прессом, транспортер возврата отходов, отличающаяся тем, что линия снабжена установленным после вальцебрикетного агрегата на рольганге на стойках устройством для припудривания тальком проката, выполненным в виде бункерно-загрузочной камеры с выходным отверстием, в котором на осях установлен с возможностью вращения валик с наружной поверхностью, оснащенной длинноворсовым войлоком, причем устройство для припудривания подпружинено относительно стоек и установлено, образуя между валиком и рольгангом монтажный зазор, величина которого меньше величины зазора между вертикальными валками вальцебрикетного агрегата.
| ШЕРКУНОВ В.Г | |||
| и др | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Сборник трудов "Машины и технология обработки давлением порошковых и композиционных материалов | |||
| /Под ред | |||
| Баркова Л.А | |||
| - Челябинск: издательство ЧГТУ, 1997, с.79 - 83 | |||
| Устройство для формования тонких шлифовальных кругов из абразивной массы на бакелитовой связке | 1950 |
|
SU95344A1 |
| Способ изготовления абразивонесущих материалов | 1986 |
|
SU1349984A1 |
| Бесколесный шариковый ход для железнодорожных вагонов | 1917 |
|
SU97A1 |
| Дорожная спиртовая кухня | 1918 |
|
SU98A1 |
