Изобретение относится к области черной металлургии, а именно к способам производства проката из сталей различного химического состава на сортовых и проволочных станах.
Реализация известного способа сопряжена с высокими затратами энергии из-за неоправданного увеличения температуры нагрева слитков из стали с малым сопротивлением деформации, а также отсутствия учета изменения температуры металла по длине стана, изменения деформационно-скоростных параметров прокатки в каждой клети, что приводит к увеличению нагрузок в клетях с минимальной по длине стана температурой и в клетях с высокими степенями обжатия и скоростями деформаций вплоть до выхода оборудования из строя. Кроме того, способ не учитывает при нагреве колебаний химического состава в пределах каждой марки стали, что также приводит к повышению суммарных энергетических затрат на нагрев и прокатку.
Ближайшим аналогом к предлагаемому изобретению является способ производства проката на обжимных станах, состоящих из блюминга и непрерывно-заготовочного стана, включающий нагрев слитков различных марок сталей сортамента стана в нагревательных колодцах до различных для каждой марки стали температур, соответствующих регламентируемой величине сопротивления деформации в зависимости от марки стали, прокатку слитков на блюминге и непрерывно-заготовочном стане, при этом нагрев слитков каждой марки стали ведут до температуры, обеспечивающей их сопротивление деформации равным сопротивлению деформации наиболее прочной марки стали сортамента обжимного стана, при наименьшей ее температуре прокатки по длине непрерывно-заготовочного стана. Температуру нагрева слитков различных марок стали устанавливают исходя из зависимости ТH=(2,87T1-1500oС), где Т1 - температура прокатки различных марок стали, скорректированная по сопротивлению деформации наиболее прочной марки стали сортамента при наименьшей ее температуре прокатки по длине непрерывно-заготовочного стана (Патент Украины 22516, кл. В 21 В 1/18, опубл. 30.06.98).
Признаки ближайшего аналога, совпадающие с существенными признаками прототипа:
1. Нагрев в печи заготовки различных марок сталей из сортамента стана до температур, обеспечивающих их сопротивление деформации равным сопротивлению деформации наиболее прочной марки стали.
2. Прокатка заготовки в клетях.
Ближайший аналог не обеспечивает получение требуемого технического результата по следующим причинам.
В условиях сортовых и проволочных станов деформационно-скоростные параметры процесса прокатки оказывают существенное влияние на истинное сопротивление деформации. Это обусловлено высокими скоростями прокатки, относительно небольшими междеформационными паузами. Способ не учитывает влияние этих параметров, поскольку учитывается наименьшая температура прокатки по длине стана. При этом клеть, где имеет место наиболее высокое сопротивление деформации, определяется неверно, что приводит к увеличению нагрузок в клетях с минимальной по длине стана температурой и может привести к выходу оборудования из строя.
Известный способ предполагает изменение температуры нагрева заготовки в зависимости от различных марок сталей, не учитывая значительных колебаний химического состава в пределах каждой марки. Это приводит к тому, что температура нагрева заготовки под прокатку в пределах каждой марки стали не является оптимальной, что влечет за собой неоправданный перерасход суммарных энергетических затрат на нагрев и прокатку.
Задачей изобретения является разработка способа производства проката на сортовых и проволочных станах, обеспечивающего снижение суммарных энергетических затрат на нагрев и прокатку.
Технический результат изобретения - оптимизация температуры нагрева заготовки под прокатку с учетом химического состава стали и деформационно-скоростных параметров.
Поставленная задача решается тем, что в способе производства проката на сортовых и проволочных станах, включающем нагрев в печи заготовки различных марок сталей из сортамента стана до температур, обеспечивающих их сопротивление деформации равным сопротивлению деформации наиболее прочной марки стали и прокатку заготовки в клетях, по изобретению предварительно определяют температуру деформации в каждой клети стана в зависимости от температуры нагрева заготовки для каждой стали из сортамента стана, затем определяют сопротивление деформации для каждого химического состава стали в каждой клети стана исходя из зависимости:
где W, а, b, с - опытные коэффициенты, зависящие от химического состава стали, определяемые из выражений:
W = -0,063 Сэкв 2 +0,1982 Сэкв + 0,8521;
а = -0,0471 Сэкв 2 + 0,0791 Сэкв + 0,1169;
b = -0,0061 Сэкв 2 +0,0629 Сэкв + 0,1463;
с = -0,0106 Сэкв 2+1,2002 Сэкв + 2,4663;
где Сэкв - максимальное значение углеродного эквивалента, определяемого из зависимости:
Сэкв= С+Мn/6 +Si/26 + Cr/5 + Ni/40, где С, Mn, Si, Cr, Ni - содержание химических элементов в стали, вес.%;
σ0 - базисное сопротивление деформации, МПа, определяемое из зависимости σ0 =-69,21 Сэкв 2 + 115,67 Сэкв + 50,97;
ε - относительное обжатие, %;
U - скорость деформации, с-1';
t - температура деформации,oС,
по наибольшему значению сопротивления деформации наиболее прочной марки стали в конкретной клети определяют температуру деформации для сталей остального сортамента стана, при которой их сопротивление деформации равно наибольшему сопротивлению деформации наиболее прочной марки стали в этой же клети, а температуру нагрева заготовки для стали каждого конкретного химического состава определяют в зависимости от этой температуры деформации.
Реализация предлагаемого способа иллюстрируется графиком изменения температуры деформации по длине стана в зависимости от температуры нагрева заготовки.
Способ осуществляется следующим образом.
Для условий реализации способа на сортовых и проволочных станах предварительно определяют температуру деформации в каждой клети стана в зависимости от температуры нагрева заготовки для всего марочного и профильного сортамента, т. е. получают график изменения температуры деформации по длине стана в зависимости от температуры выдачи металла из печи на прокатку (температура нагрева заготовки), представленный на чертеже, где кривая 1 соответствует максимальной температуре нагрева заготовки для данного конкретного стана, как правило, для наиболее прочной, труднодеформируемой марки стана, кривая 2 соответствует минимально достаточной температуре нагрева заготовки для обеспечения стабильного протекания процесса прокатки из сталей сортамента стана. Кривые 1 и 2 ограничивают область протекания нормального стабильного процесса прокатки. Семейство кривых в пределах этой области позволяет определить температуру деформации в каждой клети или однозначно скоррелировать с температурой нагрева заготовок для конкретной стали сортамента. Зависимость между температурой деформации в каждой клети и температурой нагрева заготовки получают в результате замера температуры раската перед и после прокатки в каждой клети и последующей статистической оценки и обработки полученных экспериментальных данных с помощью математических моделей.
Также предварительно определяют деформационно-скоростные параметры прокатки каждого профилеразмера в каждой клети по известным методикам. К таким параметрам относятся относительное обжатие (ε) в каждой клети и скорость деформации (U) в каждой клети стана. Затем определяют сопротивление деформации конкретного химического состава каждой марки стали в каждой клети при максимальном значении углеродного эквивалента исходя из зависимости:
где W, а, b, с - опытные коэффициенты, зависящие от химического состава стали, определяемые из выражений:
W = -0,063 Сэкв 2 + 0,1982 Сэкв +0,8521;
а = -0,0471 Сэкв 2 + 0,0791 Сэкв + 0,1169;
b = -0,0061 Сэкв 2 + 0,0629 Сэкв + 0,1463;
с = -0,0106 Сэкв 2 + 1,2002 Сэкв + 2,4663,
где Сэкв - максимальное значение углеродного эквивалента, определяемого из зависимости:
Сэкв= C+Mn/6 +Si/26 + Сr/5 + Ni/40, где С, Mn, Si, Cr, Ni - содержание химических элементов в стали, вес.%;
σ0 - базисное сопротивление деформации, МПа, определяемое из зависимости σ0=-69,21 Сэкв 2 + 115,67 Сэкв + 50,97;
ε - относительное обжатие, %;
U - скорость деформации, с-1;
t - температура деформации,oС.
Из полученных данных выбирают наибольшее абсолютное значение сопротивления деформации и соответствующий этому значению номер клети. Это наибольшее значение сопротивления деформации получено для наиболее прочной марки стали для данного стана. Для определенного таким образом номера клети определяют для остальных марок сталей сортамента температуру деформации, при которой их сопротивление деформации равно наибольшему сопротивлению деформации наиболее прочной марки стали в этой же клети. По найденной температуре деформации конкретного химического состава стали определяют температуру нагрева заготовки под прокатку по ее принадлежности к конкретной кривой графика.
Таким образом процесс прокатки ведут при нагреве заготовки до более низких температур, что обеспечивает снижение расхода топлива, затраты на которое достигают 80% от общих затрат на производство проката.
Пример.
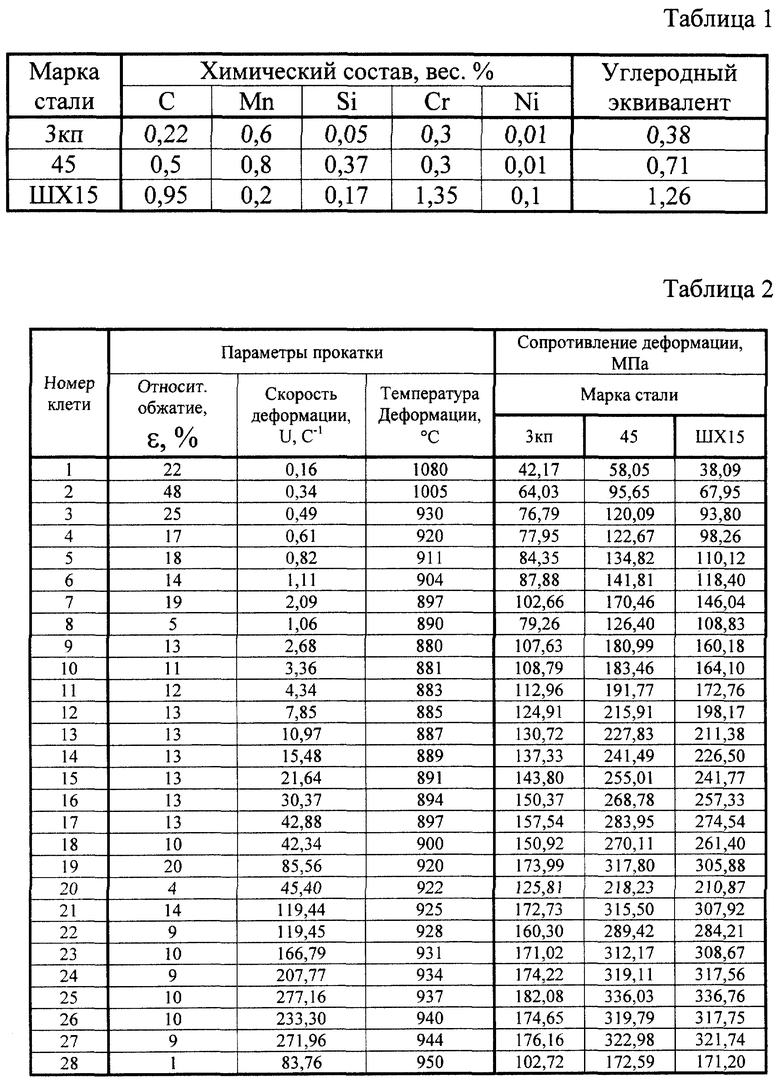
В условиях мелкосортно-проволочного стана 300 осуществляют прокатку заготовки размерами 120х120 мм из углеродистой стали марки 3кп, конструкционной стали марки 45 и шарикоподшипниковой стали марки ШХ15. Химический состав сталей, соответствующий максимальному углеродному эквиваленту, приведен в таблице 1.
Предварительно определяют температуру деформации в каждой клети стана 300 в зависимости от температуры нагрева заготовки (см. график изменения температуры деформации по длине стана в зависимости от температуры нагрева заготовки). Затем определяют деформационно-скоростные параметры согласно принятым на стане режимам деформации, системам калибровки и др. Относительное обжатие (ε) в каждой клети и скорость деформации (U) представлены в таблице 2. Затем определяют сопротивление деформации по предлагаемой зависимости в каждой клети для каждой стали при максимальном значении углеродного эквивалента для этих сталей. Данные результаты приведены в таблице 2.
Из массива полученных данных выбирают наибольшее абсолютное значение сопротивления деформации. Это значение соответствует условиям деформации стали марки ШХ15 в 25-й клети и равно 389,3 МПа. Для 25-й клети определяют температуру деформации для сталей марки 3кп и 45, при которой их сопротивление деформации равно наибольшему сопротивлению деформации стали марки ШХ15. В 25-й клети эта температура деформации для стали марки 3кп составляет 793oС, для стали марки 45 составляет 890oС и для стали марки ШХ15 составляет 925oС. По найденной температуре деформации определяют температуру нагрева под прокатку для стали марки 3кп, 45 и ШХ15. Как видно из графика, точка (а) для стали 45 принадлежит температурному графику, соответствующему минимальной границе области стабильного протекания процесса прокатки, согласно которому температура деформации, равная 890oС в 25-й клети, обеспечивается температурой нагрева заготовки под прокатку, равной 910oС, а точка (б) для стали 3кп соответствует температуре деформации 793oС в 25-й клети и находится вне области стабильного протекания процесса прокатки, поэтому температуру нагрева заготовки под прокатку для стали марки 3кп принимают равной температуре нагрева для минимально достаточной температуры нагрева для обеспечения стабильного протекания процесса прокатки. Таким образом для стали марки 3кп и 45 температура нагрева заготовки составляет 910oС, что ниже принятых для этих марок сталей для данного стана на 120-150oС, а температура нагрева заготовки из стали марки ШХ15 при максимальном значении углеродного эквивалента составляет 1100oС, а при минимальном значении углеродного эквивалента составляет 1175oС (точка в на кривой 3 графика).
Заготовки под прокатку нагревают в методической печи до температуры 910oС из сталей марки 3кп и 45, а заготовку из стали марки ШХ15 нагревают до температуры 1100oС, после чего осуществляют прокатку в клетях стана по деформационно-скоростным режимам, приведенным в таблице 2.
Снижение температуры нагрева заготовки под прокатку обеспечивает снижение расхода природного газа на 15-20% от общепринятого, угар металла в печи уменьшился на 17,8%. Удельный расход электроэнергии возрос на 10-12%, а суммарное потребление энергии на нагрев и прокатку снизилось на 10%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПОЛОСОВОГО ПРОКАТА ДЛЯ ТРУБНОГО ШТРИПСА | 2002 |
|
RU2203964C1 |
| СПОСОБ ПРОИЗВОДСТВА АРМАТУРНЫХ ПЕРИОДИЧЕСКИХ ПРОФИЛЕЙ | 2002 |
|
RU2222611C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОХЛАЖДЕНИЯ ПРОКАТА | 2001 |
|
RU2183522C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС | 2005 |
|
RU2296018C1 |
| Способ производства проката | 2016 |
|
RU2655398C2 |
| СПОСОБ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2010 |
|
RU2446025C2 |
| СПОСОБ УПРАВЛЕНИЯ ТЕМПОМ ПРОКАТКИ НА СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ | 2001 |
|
RU2191649C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2410174C1 |
| СПОСОБ ПОЛУЧЕНИЯ СОРБИТИЗИРОВАННОЙ КАТАНКИ ОТВЕТСТВЕННОГО НАЗНАЧЕНИЯ | 2009 |
|
RU2369643C1 |
| СПОСОБ ОТДЕЛКИ НИЗКОУГЛЕРОДИСТОЙ ХОЛОДНОКАТАНОЙ ПОЛОСОВОЙ СТАЛИ | 2002 |
|
RU2209253C1 |
Изобретение относится к черной металлургии, а именно к способам производства проката из сталей различного химического состава на сортовых и проволочных станах. Задача изобретения - снижение суммарных энергетических затрат на нагрев и прокатку за счет оптимизации температуры нагрева заготовки под прокатку с учетом химического состава стали и деформационно-скоростных параметров. Способ производства проката на сортовых и проволочных станках включает нагрев в печи заготовки различных марок сталей из сортамента стана до температур, обеспечивающих их сопротивление деформации равным сопротивлению деформации наиболее прочной марки стали и прокатку заготовки в клетях. Предварительно определяют температуру деформации в каждой клети стана в зависимости от температуры нагрева заготовки для каждой стали из сортамента стана, затем определяют сопротивление деформации для каждого химического состава стали в каждой клети стана. По наибольшему значению сопротивления деформации наиболее прочной марки стали в конкретной клети определяют температуру деформации для сталей остального сортамента стана, при которой их сопротивление деформации равно наибольшему сопротивлению деформации наиболее прочной марки стали в этой же клети, а температуру нагрева заготовки для стали каждого конкретного химического состава определяют в зависимости от этой температуры деформации. Изобретение обеспечивает снижение энергозатрат и повышение ресурса прокатного оборудования. 1 ил., 2 табл.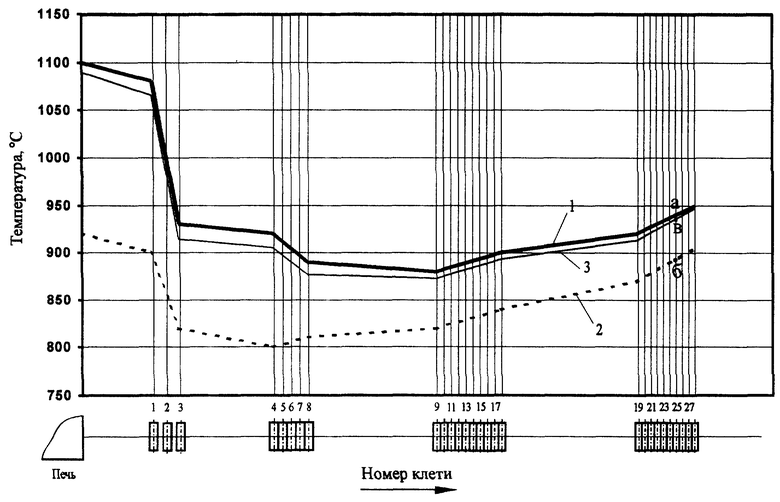
Способ производства проката на сортовых и проволочных станах, включающий нагрев в печи заготовки различных марок сталей из сортамента стана до температур, обеспечивающих их сопротивление деформации равным сопротивлению деформации наиболее прочной марки стали, и прокатку заготовки в клетях, отличающийся тем, что предварительно определяют температуру деформации в каждой клети стана в зависимости от температуры нагрева заготовки для каждой стали из сортамента стана, затем определяют сопротивление деформации для каждого химического состава стали в каждой клети стана, исходя из зависимости
где W, a, b, c, - опытные коэффициенты, зависящие от химического состава стали, определяемые из выражений
W = -0,063 Сэкв 2+0,1982 Сэкв+0,8521;
a= -0,0471 Сэкв 2+0,0791 Сэкв+0,1169;
b= -0,0061 Сэкв 2+0,0629 Сэкв+0,1463;
c= -0,0106 Сэкв 2+1,2002 Сэкв+2,4663,
где Сэкв - углеродный эквивалент, определяемый по зависимости
Сэкв=С+Mn/6+Si/26+Cr/5+Ni/40,
где С, Mn, Si, Cr, Ni - содержание химических элементов в стали, вес.%;
σ0 - базисное сопротивление деформации, МПа, определяемое из зависимости
σ0 = -69,21 Сэкв 2+115,67+Сэкв+50,97,
ε - относительное обжатие, %;
U - скорость деформации, с-1;
t - температура деформации, oС,
по наибольшему значению сопротивления деформации наиболее прочной марки стали в конкретной клети определяют температуру деформации для сталей остального сортамента стана, при которой их сопротивление деформации равно наибольшему сопротивлению деформации наиболее прочной марки стали в этой же клетки, а температуру нагрева заготовки для стали каждого конкретного химического состава определяют в зависимости от этой температуры деформации.
| Пневматическая секция для прессования подошвы с каблуком | 1929 |
|
SU22516A1 |
| Способ производства проката на непрерывных мелкосортных и проволочных станах | 1989 |
|
SU1710155A1 |
| Способ производства круглой сортовой стали | 1991 |
|
SU1825319A3 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ УГЛЕРОДИСТОЙ МЕЛКОСОРТНОЙ СТАЛИ | 1995 |
|
RU2074548C1 |
| US 5058410, 22.01.1993 | |||
| Программное устройство | 1975 |
|
SU524160A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОСТРУЖЕЧНЫХПЛИТ | 0 |
|
SU314667A1 |

