Изобретение относится к области машиностроения и ремонта деталей машин и может быть использовано, например, при восстановлении отверстий нижних головок шатунов под вкладыш коленчатого вала двигателей внутреннего сгорания.
Ближайшим аналогом изобретения является способ восстановления отверстий в корпусных деталях путем нанесения полимерной композиции, содержащей в маc. ч. : анаэробный герметик Анатерм-6В 99-98,5 и наполнитель - медный порошок 1-1,5, на поверхность отверстий и формования ее оправкой в виде формовочной скалки (SU 1712118 А1, МПК5 В 23 Р 6/00, 15.02.1992).
Однако использование данного способа для восстановления сильно изношенных отверстий ограничено тем, что применяемая композиция имеет низкую вязкость, что приводит к ее вытеканию из зазора. Также для данной композиции свойственна очень высокая скорость полимеризации и значительная усадка, величина которой возрастает с увеличением толщины полимерного покрытия. К тому же при формовании наблюдается налипание композиции на скалку.
Технический результат заключается в возможности восстановления отверстий с большими износами и получении качественного полимерного слоя.
Сущность изобретения заключается в том, что в способе восстановления отверстий деталей, например отверстий нижних головок шатунов, путем нанесения полимерной композиции, содержащей анаэробный герметик Анатерм-6В и наполнители, на поверхности отверстий и формования ее скалкой, установленной на опоры, в композиции в качестве наполнителей используют алюминиевый порошок, печную сажу и бронзовый порошок при следующем соотношении компонентов, мас. ч. : анаэробный герметик Анартем-6В-99-101, алюминиевый порошок 150-156, печная сажа 17,5-19, бронзовый порошок 0,5-1, а на поверхность скалки наносят антизадирную смазку с алюминиевой присадкой.
Технический эффект заключается в возможности восстановления отверстий с большими износами и получении качественного полимерного слоя высокой сплошности.
Это достигается тем, что в способе восстановления отверстий деталей, например отверстий нижних головок шатунов путем нанесения полимерной композиции, содержащей анаэробный герметик Анатерм-6В и наполнители, на поверхность отверстий и формования ее скалкой, установленной на опоры, привязанные к заводским технологическим базам, в качестве полимерной композиции используют следующий состав мас.ч.: анаэробный герметик Анатерм-6В 99-101, алюминиевый порошок 150 -156, печная сажа 17,5-19, бронзовый порошок 0,5-1, а на поверхность формовочной скалки наносят антизадирную смазку с алюминиевой присадкой.
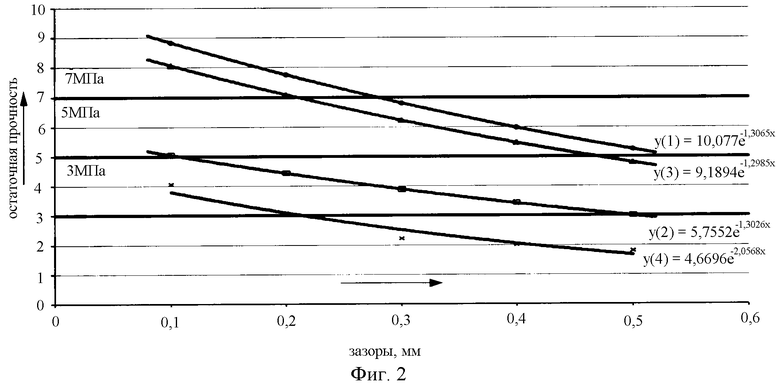
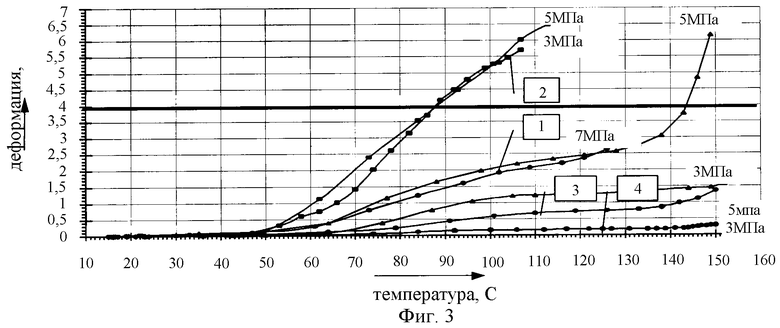
На фиг.1 представлена зависимость, характеризующая адгезионные свойства покрытия с предварительно нанесенным на нее исследуемым масляным слоем. На фиг. 2 представлена зависимость остаточной прочности восстановленных соединений от величины зазора. На фиг.3 представлен график зависимости деформаций полимерных композиций от нагрузки и температуры.
Пример. У предварительно установленного на опоры шатуна снимают крышку отверстия нижней головки. Поверхность отверстия нижней головки зачищают с целью удаления окисных пленок и придания большей шероховатости, после чего обезжиривают. Затем на подготовленную поверхность наносят оптимальную по составу анаэробную полимерную композицию. После нанесения полимерной композиции на изношенные поверхности нижней головки шатуна устанавливают формовочную скалку, предварительно смазанную антизадирной смазкой, содержащей алюминиевую присадку, и закрепляют крышки отверстий. Полимеризацию состава осуществляют в течение 2 ч, после чего отворачивают болты крепления крышек, снимают их, затем снимают скалку, после чего снимают шатун с опор и осуществляют контроль восстановленных отверстий.
Была исследована зависимость, характеризующая адгезионные свойства покрытия скалки с предварительно нанесенным на нее маслом. Было предложено две марки масел: минеральное моторное и антизадирное с алюминиевой присадкой на примере M8 и Loctite 8151 соответственно. Испытания проводились по методике ГОСНИТИ и заключались в определении пределов прочности клеевых соединений при аксиальном сдвиге лабораторных образцов вал-втулка на разрывной машине SAM-DENISO&SON (погрешность измерений действительных нагрузок - 1%, скорость нагружения - 10 мм/мин) (фиг.1).
По той же методике проведены исследования разнонаполненных композиции, таких как: 1- алюминиевый порошок 96 мас.ч., 2 - печная сажа 6,4 мас.ч., алюминиевый порошок 155 мас.ч., печная сажа- 18 мас.ч., бронзовый порошок 1 мас. ч. и бронзовый порошок 0,5 мас.ч. на остаточную прочность восстановленных соединений при разных величинах зазора (фиг.2).
Наименьшие величины деформации дает композиция, содержащая мас.ч.: Анатерм-6В 99-101; алюминиевый порошок 150-156; печная сажа 17,5-19; бронзовый порошок 0,5-1 (фиг.3).
Проведенные исследования на изменение объема композиции при полимеризации показывают, что усадка предлагаемого полимерного состава составляет 2-3%. Что позволяет применять рекомендуемый состав при восстановлении одностороннего износа поверхностей до 0,2 мм. В этом случае технологическая усадка не превышает величины допуска на размер восстанавливаемой поверхности посадочного отверстия.
Таким образом установлено, что предлагаемый состав полимерной композиции имеет наименьшие величины упругой и пластической деформации, а также технологической усадки.
Использование предлагаемого способа по сравнению с прототипом позволяет устранить налипание полимера на формовочную скалку, снизить величину деформации полимерной прослойки, улучшить качество получаемой поверхности с величиной шероховатости Ra=1,08, обеспечить равномерность полимерного покрытия, а соответственно размерную и геометрическую точность восстановленных посадочных отверстий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ В КОРПУСНЫХ ДЕТАЛЯХ | 2000 |
|
RU2172234C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ В ТЯЖЕЛОНАГРУЖЕННЫХ КОРПУСНЫХ ДЕТАЛЯХ | 2002 |
|
RU2220834C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ В КОРПУСНЫХ ДЕТАЛЯХ ПУТЕМ НАНЕСЕНИЯ ПОЛИМЕРНОЙ КОМПОЗИЦИИ | 2000 |
|
RU2186669C2 |
| Способ восстановления отверстий в корпусных деталях путем нанесения полимерной композиции | 1988 |
|
SU1712118A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗДЕЛИЙ ИЗ НЕМАГНИТНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2240910C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ В КОРПУСНЫХ ДЕТАЛЯХ ПУТЕМ НАНЕСЕНИЯ ПОЛИМЕРНОЙ КОМПОЗИЦИИ | 2007 |
|
RU2399473C2 |
| Способ восстановления отверстий корпусных деталей | 1988 |
|
SU1632722A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ В КОРПУСНЫХ ДЕТАЛЯХ | 2007 |
|
RU2360777C1 |
| КЛЕЙ ДЛЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2009 |
|
RU2424268C2 |
| КОМПОЗИЦИЯ ДЛЯ СКЛЕИВАНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2009 |
|
RU2430945C2 |
Изобретение относится к области машиностроения и ремонта деталей машин и может быть использовано при восстановлении отверстий нижних головок шатунов под вкладыши коленчатого вала двигателей внутреннего сгорания. Задачей изобретения является восстановление отверстий с большими износами и получение качественного полимерного слоя. Предложен способ восстановления отверстий деталей, например отверстий нижних головок шатунов, путем нанесения полимерной композиции, содержащей анаэробный герметик Анатерм-6В и наполнители, на поверхность отверстий и формования ее скалкой, установленной на опоры, причем в композиции в качестве наполнителей используют алюминиевый порошок, печную сажу и бронзовый порошок при следующем соотношении компонентов, мас. ч. : анаэробный герметик Анартем-6В 99-101, алюминиевый порошок 150-156, печная сажа 17,5-19, бронзовый порошок 0,5-1, а на поверхность скалки наносят антизадирную смазку с алюминиевой присадкой. Технический результат данного изобретения заключается в возможности восстановления отверстий с большими износами и получении качественного полимерного слоя. 3 ил.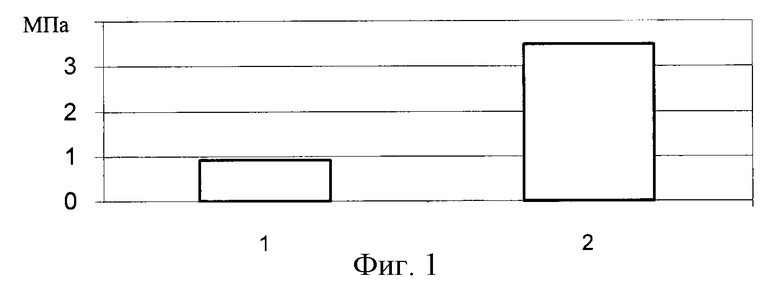
Способ восстановления отверстий деталей, например отверстий нижних головок шатунов, путем нанесения полимерной композиции, содержащей анаэробный герметик Анатерм-6В и наполнители, на поверхность отверстий и формования ее скалкой, установленной на опоры, отличающийся тем, что в композиции в качестве наполнителей используют алюминиевый порошок, печную сажу и бронзовый порошок при следующем соотношении компонентов, мас.ч.: анаэробный герметик Анартем-6В 99-101, алюминиевый порошок 150-156, печная сажа 17,5-19, бронзовый порошок 0,5-1, а на поверхность скалки наносят антизадирную смазку с алюминиевой присадкой.
| Способ восстановления отверстий в корпусных деталях путем нанесения полимерной композиции | 1988 |
|
SU1712118A1 |
| Способ восстановления отверстий корпусных деталей | 1988 |
|
SU1632722A1 |
| Оправка для калибровки отверстий | 1974 |
|
SU484966A1 |
| US 5268194 А, 07.12.1993. | |||

