Изобретение относится к области машиностроения и ремонта деталей машин и может быть использовано при восстановлении гнезд под вкладыши коренных подшипников блоков цилиндров дизельных двигателей, а также поршневых компрессоров.
Известен способ восстановления отверстий в корпусных деталях, заключающийся в предварительном нанесении на поверхность отверстий электроискрового покрытия с помощью медного электрода сечением 5-20 мм2 при частоте импульсов 200-250 Гц и токе 15-20 А, после чего отверстие детали с покрытием растачивают до диаметра, превышающего на 0,1-0,2 мм номинальный. После этого наносят и формуют оправкой полимерную композицию при следующем соотношении ее компонентов, мас.ч.: анаэробный герметик Анатерм-6В 99-101, бронзовый порошок 2-3, тальк 20-30. Оправка устанавливается на опоры, привязанные к заводским технологическим базам (см. RU 2172234, МПК - 7 В 23 Р 6/00, В 23 Н 9/00, 20.08.2001).
Однако использование данного метода для восстановления сильно изношенных отверстий деталей, работающих в условиях повышенных нагрузок и температур, ограничено тем, что применяемые электроискровое покрытие и полимерная композиция имеют значительную величину упругой и пластической деформации, что может привести к снижению динамической точности соединения при эксплуатации отремонтированной сборочной единицы.
Технический результат заключается в повышении эксплуатационной размерной точности восстановленных полимерными композициями посадочных отверстий корпусных деталей.
Сущность изобретения заключается в том, что в способе восстановления отверстий в тяжелонагруженных корпусных деталях, включающем предварительное нанесение на поверхность отверстия покрытия электроискровым методом, его расточку и последующее нанесение полимерной композиции, содержащей анаэробный герметик Анатерм-6В с наполнителями и формование ее оправкой, установленной на опоры, привязанные к заводским технологическим базам, электроискровое покрытие наносят электродом из нихрома сечением 20-25 мм2 при частоте импульсов 200-250 Гц и токе 5-10 А, после чего наносят полимерную композицию при следующем соотношении ее компонентов, мас.ч.: анаэробный герметик Анатерм-6В 99-101, железный порошок 4-5, тальк 15-20.
Предлагаемый способ осуществляется следующим образом. На поверхность изношенных отверстий гнезд под вкладыши коренных подшипников блока цилиндров с помощью установки "Элитрон-52 Б" наносят электроискровое покрытие вращающимся вокруг своей оси с частотой 200-700 с-1 и вибрирующим с частотой 200-250 Гц электродом из нихрома Х20Н80 сечением 20-25 мм; напряжение холостого хода 10-200 В, ток 5-20 А. Электрод-инструмент перемещают по поверхности детали в поперечном и продольном направлениях с частотой 2-1000 Гц и амплитудой 1-100 мкм в течение удельного времени 0,6-10,0 мин/см2. После этого восстановленные поверхности отверстий растачивают борштангой на горизонтальном расточном станке под увеличенный на 0,05-0,1 мм диаметр с базированием корпусной детали по заводским технологическим базам.
После этого на поверхность отверстий наносят слой полимерной композиции следующего состава, мас.ч.: Анатерм-6В - 99-101; железный порошок - 4-5; тальк - 15-20. После этого на блок устанавливают специальные опоры, которые базируют по заводским технологическим базам, что позволяет, используя принцип постоянства баз, повысить пространственно-геометрическую точность восстанавливаемых отверстий. На опоры устанавливают оправку, с помощью которой калибруют полимеризующуюся композицию в необходимый размер.
Заявляемые пределы параметров операций обосновываются следующим. Как показали исследования, предлагаемые материал электрода (нихром) и режимы электроискровой обработки обеспечивают получение покрытия толщиной до 3 мм со сплошностью до 99%. При этом за счет более высоких физико-механических свойств нихрома (предела текучести, твердости, прочности при сжатии) величины упругой и пластической деформации данного покрытия в 2,3 раза ниже, чем у медного покрытия.
Также установлено, что предлагаемый состав полимерной композиции имеет наименьшие величины упругой и пластической деформации.
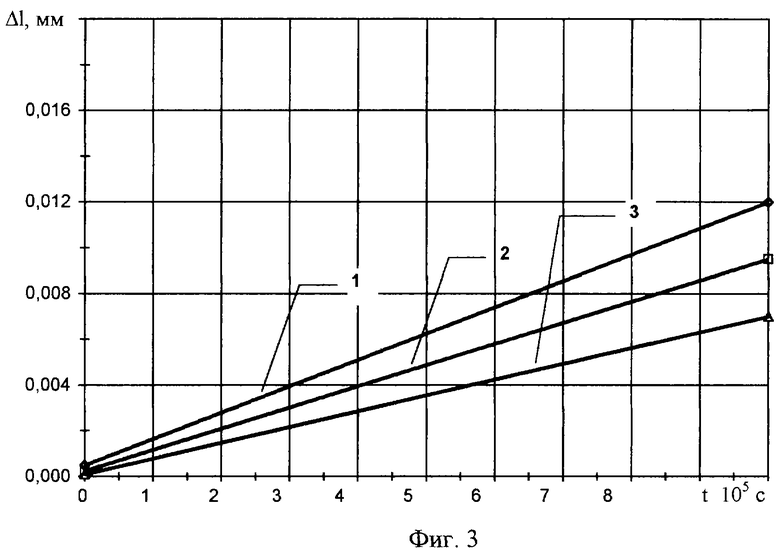
На фиг. 1 представлены зависимости, характеризующие деформацию разнонаполненных полимерных покрытий в восстановленном подшипниковом соединении коренных опор блока цилиндров за время эксплуатации двигателя КамАЗ-740, полученные методом физического моделирования данного процесса на специальном стенде. При этом температура нагрева полимерных композиций составляла 110oС, удельная нагрузка - 35 МПа.
В качестве нагружающего устройства в условиях одноосного сжатия использовали модернизированный твердомер ТП, способный создавать регулируемую осевую нагрузку до 35 кН, снабженный нагревательным устройством, системой регулирования и контроля температуры. Продольную деформацию полимерного материала в восстановленном соединении фиксировали с помощью индукционного датчика перемещений с погрешностью измерения ±0,5 мкм, сигнал от которого подавали на усилитель и далее на светолучевой осциллограф НО71.6МАС. Для осуществления мгновенного нагружения плечо силового привода прибора было снабжено специальным упором. Задание температурного режима и его регулирование осуществляли с помощью термопары ТХК-2488 с рабочим диапазоном температур от -40oС до +375oС и номинальными статическими характеристиками преобразования Е, класс допуска 1 по ГОСТ Р5043-92 (предел допускаемых отклонений ±1,5oС) и регулирующего прибора типа КСП 4 ГОСТ 7164-78 с допускаемой погрешностью показаний от нормирующего значения ±0,5%.
В зависимости от исследуемых характеристик полимерного материала постоянное нормированное усилие сжатия на образец осуществляли с помощью грузов, размещенных на нагрузочной штанге силового привода твердомера.
На фиг.1 приведены зависимости деформаций для состава, содержащего, мас. ч. : Анатерма-6В - 100, талька - 15; на фиг.2: Анатерма-6В - 100, талька - 20; на фиг.3: Анатерма-6В -100, талька - 25. Цифрами 1, 2, 3 на фигурах обозначены зависимости деформаций композиций, наполненных железным порошком концентрацией 3 мас.ч., 4 мас.ч. и 5 мас.ч. соответственно. На фиг.2 цифрой 4 обозначена зависимость деформации композиции, содержащей Анатерм-6В 100 мас.ч., тальк 20 м.ч., бронзовый порошок 2 мас.ч. (состав согласно прототипу).
Анализ зависимостей показывает, что составы 2 и 3 имеют величины полной (упругой и пластической) деформации, не превышающие допустимых значений по параметру увеличения зазора в соединении коленчатый вал - коренной вкладыш.
Увеличение концентрации железного порошка свыше 5 мас.ч. приводит к значительному (до 15 мин) сокращению времени полимеризации композиции, что делает технологически невозможным ее применение при восстановлении корпусных деталей.
Увеличение концентрации талька свыше 20 мас.ч. ведет к росту пористости композиции и соответственно к значительным ее деформациям в восстановленном соединении.
По сравнению с известными решениями предлагаемый способ позволяет снизить величину деформации электроискрового и полимерного покрытий в среднем в 4 раза, обеспечивает допустимую точность соединения на протяжении всего времени его эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ В КОРПУСНЫХ ДЕТАЛЯХ | 2000 |
|
RU2172234C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ В КОРПУСНЫХ ДЕТАЛЯХ | 2007 |
|
RU2360777C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ В КОРПУСНЫХ ДЕТАЛЯХ ПУТЕМ НАНЕСЕНИЯ ПОЛИМЕРНОЙ КОМПОЗИЦИИ | 2000 |
|
RU2186669C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ КОРЕННЫХ ОПОР БЛОКОВ ДВИГАТЕЛЕЙ | 2014 |
|
RU2552613C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2001 |
|
RU2191671C1 |
| Способ восстановления отверстий в корпусных деталях путем нанесения полимерной композиции | 1988 |
|
SU1712118A1 |
| Способ восстановления отверстий корпусных деталей | 1988 |
|
SU1632722A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ В КОРПУСНЫХ ДЕТАЛЯХ ПУТЕМ НАНЕСЕНИЯ ПОЛИМЕРНОЙ КОМПОЗИЦИИ | 2007 |
|
RU2399473C2 |
| КОМПОЗИЦИЯ ДЛЯ СКЛЕИВАНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2009 |
|
RU2430945C2 |
| СПОСОБ ЗАДЕЛКИ ДЕФЕКТА В ИЗДЕЛИИ | 1992 |
|
RU2084323C1 |

Изобретение может быть использовано для ремонта деталей машин, в частности при восстановлении гнезд под вкладыши коренных подшипников блоков цилиндров дизельных двигателей, поршневых компрессоров. На поверхность отверстия предварительно наносят покрытие электроискровым методом электродом из нихрома сечением 20-25 мм2 при частоте импульсов 200-250 Гц и токе 5-10 А. Осуществляют его расточку и последующее нанесение полимерной композиции с формованием его оправкой, установленной на опоры, привязанные к заводским технологическим базам. Используют полимерную композицию при следующем соотношении ее компонентов, мас.ч.: анаэробный герметик Анатерм-6В 99-101, железный порошок 4-5, тальк 15-20. Способ обеспечивает повышение эксплуатационной размерной точности восстановленных посадочных отверстий. 3 ил.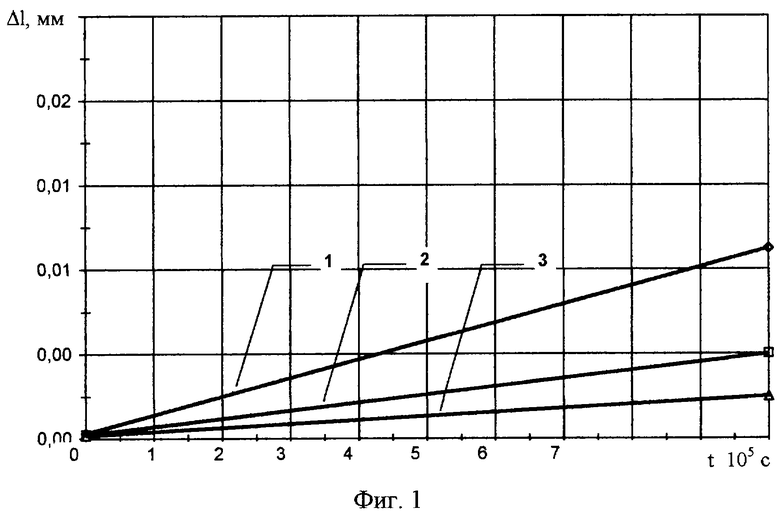
Способ восстановленния отверстий в тяжелонагруженных корпусных деталях, включающий предварительное нанесение на поверхность отверстия покрытия электроискровым методом, его расточку и последующее нанесение полимерной композиции, содержащей анаэробный герметик Анатерм-6В с наполнителями, и формование его оправкой, установленной на опоры, привязанные к заводским технологическим базам, отличающийся тем, что электроискровое покрытие наносят электродом из нихрома сечением 20-25 мм2 при частоте импульсов 200-250 Гц и токе 5-10 А, после чего наносят полимерную композицию при следующем соотношении ее компонентов, мас.ч.: анаэробный герметик Анатерм-6В 99 - 101; железный порошок - 4-5; тальк - 15-20.
| СПОСОБ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ В КОРПУСНЫХ ДЕТАЛЯХ | 2000 |
|
RU2172234C1 |
| Способ восстановления отверстий в корпусных деталях путем нанесения полимерной композиции | 1988 |
|
SU1712118A1 |
| Способ восстановления посадочных отверстий | 1987 |
|
SU1542765A1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ УЗЛА ТРЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119552C1 |
| US 5077882, 07.01.1992 | |||
| US 5201445, 13.04.1993. | |||

