I
Изобретение относится к устройствам для восстановления нзношеньых цилиндрических посадочных отверстий под подшипники качениа.
Известна оправка для калибровки отверстий, покрытых полимерными материалами при их восстановлении. выполненная в виде цилиндрического стержня.
После калябровкм нагревают а электрошкафу. При использовании оправки невозможно получить высокое качество поверхности восстанавливаемых посадочных отверстий крупногабаритных корпусных деталей из-за электрошкафов для их нагрева. Применение электрошкр.фов усложняет, процесс и снижает производительнос труда.
С целью повышения производительности труда и качества восстанавливаемой поверхности оправка выполнена в виде пустотелого стержня с толщиной стенкк, равной 3 - 4 % его диаметра, и снабженного расположенными на расстоянии один относительно другого крльцевыми поясами .высотой 1/3 - 1/4 толшины стенки. Между поясами установлены кольневы - элект ромагяиты.
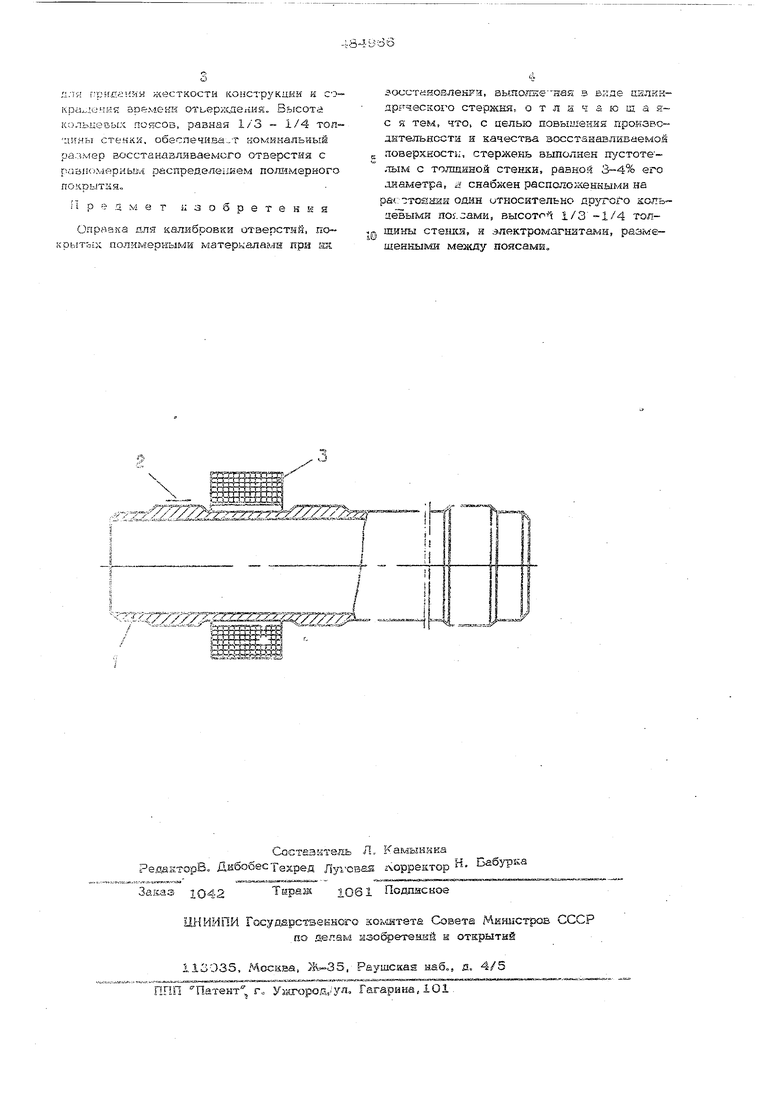
На чертеже изображена описываемая оправка.
g Она выполнена в вгаде пустотелого стерх нн 1, толшнна стенки которого составляет 3 - 4 % его вкаметра, с утолшениямк в виде кольцевых поясов 2. вь: сотой 1/3 - 1/4 TonittiiHH стенкй. поясами установле--ы кольцевые электрюмагниты 3.
После нанесения на кзношеньокэ поверхность полимерного матеркалй калибруют ее методом выдавл-Квания. Для этого опра|g ку 1 с кояьпевымк электромагнитами 3 помешают в отверстие так, что кольцевые пояса перекрывают нзношеннук. поверхност детали.
Включают электромагниты на время,
20 достат чное для полного отверждения полимерного материа; 2 (40 - 5О мин), После отверждения отключают злектромагнитй и вместе с оправкой удаляют их. Толшкна стенки калибрующей оправки,
25 равная 3 - 4 % ее диаметра, достаточна
для гридаиия «есткостн конструкиии н со- кра,,лсяия времейк отьер хаелия. Высота к;)льцевых поясов, равная 1/3 - 1/4 топдияы стекк.и, о6еспечива..т номинальный размер восстанавливаемого отверстая с )Х.шрньыл распределе11ием полимерного покрытая,.
г 4;зобретенЕя
Опрйвка для калибровки отаерстнй, по- полимерными матеркалама при
зосстановлекрй, Бьшолке-ная в виде НЕЛЙНяррческого стержня, отличающаяс я тем, что. с целью повышения гфоизвсднтельности и качества зосстанавливаемо яоверхности, стержень выполнен гг/стоте лым с толщиной стенки, равной 3-4% его Диаметра, л снабжен рвспопоглвнкыми на а ,; :т«зянки один итносительыо apyrcj o жольаёвыми поясами, высото 1/3 -1/4 толпшны стешш, и электромагнитами, размещенными между поясами.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КАЛИБРОВАНИЯ ПОСАДОЧНЫХ ОТВЕРСТИЙ С ПОЛИМЕРНЫМ ПОКРЫТИЕМ В КОРПУСНЫХ ДЕТАЛЯХ | 2015 |
|
RU2604238C2 |
| Способ восстановления посадочных отверстий под подшипники | 1990 |
|
SU1759590A1 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ | 2019 |
|
RU2717271C1 |
| Приспособление для ремонта и калибровки отверстий полимерным материалом | 1976 |
|
SU627991A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ В КОРПУСНЫХ ДЕТАЛЯХ | 2007 |
|
RU2360777C1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ | 2007 |
|
RU2362639C1 |
| ГАЗООТВОДЯЩИЙ СТЕКЛОПЛАСТИКОВЫЙ СТВОЛ ДЫМОВОЙ ТРУБЫ И СПОСОБ СБОРКИ ГАЗООТВОДЯЩЕГО СТЕКЛОПЛАСТИКОВОГО СТВОЛА ДЫМОВОЙ ТРУБЫ | 2004 |
|
RU2253723C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРЕХОДНЫХ ФЛАНЦЕВЫХ ФИТИНГОВ ИЗ АРМИРОВАННОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И НАБОР ОСНАСТКИ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА (ВАРИАНТЫ) | 2014 |
|
RU2573530C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) И ИЗДЕЛИЕ ТРУБЧАТОЙ ФОРМЫ (ВАРИАНТЫ) | 2008 |
|
RU2375174C1 |
| Способ восстановления изношенных посадочных отверстий в корпусных деталях покрытием из раствора полимерного материала | 2020 |
|
RU2751339C1 |
77Z77 ZZZZZZZ 7/77:.
1:5ЯЗ:МЕШи23а - ---« -
