Изобретение относится к восстановлению отверстий корпусных деталей под подшипники качения и может быть использовано на предприятиях при ремонте картеров агрегатов трансмиссии автомобильной техники.
Известен способ восстановления отверстий корпусных деталей (а. с. 1632722, В 23 Р 6/00, 1991), заключающийся в нанесении композиции, содержащей анаэробный герметик Анатерм-6В и наполнители в виде талька и бронзовой пудры, на поверхность изношенных отверстий и калибровании ее раздвижной оправкой, установленной на опоры, привязанные к заводским технологическим базам под номинальный размер.
Однако применение в указанном способе состава композиции с наполнителем в виде талька препятствует теплопередаче в соединении, способствует накоплению тепла в покрытии, что ведет к его термодеструкции и снижению долговечности.
Наиболее близким по технической сущности к предлагаемому изобретению является способ восстановления отверстий в корпусных деталях путем нанесения полимерной композиции (а. с. 1712118, В 23 Р 6/00, 1992), заключающийся в том, что нанесение полимерной композиции, содержащей анаэробный герметик Анатерм-6В - 99-98,5 мас.ч.; и металлический наполнитель - медный порошок - 1-1,5 мас.ч., на поверхность стенок отверстий производят с последующим формованием под номинальный размер.
Недостатками данного способа являются то, что содержание в составе композиции медного порошка указанной концентрации снижает ее жизнеспособность; способствует значительной усадке получаемого покрытия, образованию внутренних дефектов и, как следствие, снижению его физико-механических и деформационных свойств.
Изобретение направлено на повышение качества наносимого покрытия и долговечности восстановленных соединений.
Решение поставленной задачи достигается тем, что в предлагаемом способе восстановления отверстий корпусных деталей путем нанесения полимерной композиции, содержащей анаэробный герметик и медный порошок, на поверхность стенок отверстий с последующей ее формовкой оправкой под номинальный размер, в композицию дополнительно вводят активный органический наполнитель - печную сажу и активный металлический наполнитель - алюминиевый порошок при следующем соотношении компонентов, на 100 мас.ч. анаэробного герметика, в мас.ч.: алюминиевый порошок - 155, печная сажа - 18, медный порошок - 0,3-0,5, а сформированное покрытие подвергают термической обработке при 90-120oС в течение 45-50 минут, при этом в качестве анаэробного герметика используют герметик Анатерм-6В, в качестве алюминиевого порошка используют порошок ПАП-2, в качестве печной сажи используют печную сажу марки П-234.
Отличительными признаками от прототипа является то, что в композицию дополнительно вводят активный органический наполнитель - печную сажу и активный металлический наполнитель - алюминиевый порошок при следующем соотношении компонентов, на 100 мас.ч. анаэробного герметика, в мас.ч.: алюминиевый порошок - 155, печная сажа - 18, медный порошок - 0,3-0,5, а сформированное покрытие подвергают термической обработке при 90-120oС в течение 45-50 минут, при этом в качестве анаэробного герметика используют герметик Анатерм-6В, в качестве алюминиевого порошка используют порошок ПАП-2, в качестве печной сажи используют печную сажу марки П-234.
Способ восстановления заключается в следующем. Корпусную деталь 1 (фиг. 1) устанавливают на заводскую технологическую базу в формовочном приспособлении так, чтобы штифты 2 плотно вошли в базовые отверстия плиты 3 приспособления. Поверхности восстанавливаемых отверстий корпусной детали 1 зачищают для удаления окисных пленок и придания им большей шероховатости, после чего обезжиривают ацетоном или бензином. Затем на них наносят слой оптимальной по составу полимерной композиции, полученной в результате аналитического расчета и исследованной в процессе прочностных и деформационных испытаний под действием эксплуатационных факторов, характерных для реальных соединений.
Оптимальный состав полимерной композиции представляет собой смесь анаэробного герметика Анатерм-6В (ТУ 6-01-1215-79. Анаэробный герметик Анатерм-6В) с алюминиевым порошком ПАП - 2 (ГОСТ 5494-95. Пудра алюминиевая. Технические условия. ), печной сажей П-234 (ГОСТ 7885-86. Углерод технический для производства резины. Технические условия. ) и медным порошком (ГОСТ 4960-80. Порошок медный электролитический. Технические условия.) в следующем соотношении компонентов на 100 мас.ч. герметика: алюминиевый порошок ПАП - 2-155 мас.ч., печная сажа П - 234-18 мас.ч., медный порошок - 0,3-0,5 мас.ч.
Далее, в подвижные центры 4 устанавливают оправки 5 для формовки покрытий под номинальный размер и обеспечения соосности восстанавливаемых отверстий. Рабочие поверхности оправок 5 обработаны до шероховатости Rа 0,1, хромированы для предотвращения адгезии поверхности оправок с полимерной композицией. Затем производят термообработку получаемых покрытий при температуре 90-120oС в течение 45-50 мин. Для этой цели оправки 5 выполнены с полостями для размещения спирали 6 нагревательного элемента, электрически связанной через понижающий трансформатор 7, реостат 8, амперметр 9 и термореле 10 с источником переменного тока 11 напряжением 220 В. При достижении температуры свыше 120oС в месте контакта оправки 5 с полимерным покрытием происходит размыкание контактов термореле 10 и отключение цепи от источника тока 11. По истечении 45-50 мин нагревательные элементы отключаются, а оправки 5 посредством подвижных центров 4 выводятся из отверстий.
Целесообразность введения в состав полимерной композиции указанных наполнителей обусловлена их специальными свойствами.
Печная сажа П-234 - активный органический наполнитель. Выступает в роли ингибитора термодеструкции полимера, связывая продукты деструкции и препятствуя ее дальнейшему протеканию. Придает полимерной композиции устойчивость к действию тепла. Введение данного наполнителя приводит к увеличению вязкости композиции и модуля упругости образуемых на ее основе покрытий.
Алюминиевый порошок ПАП-2 - активный металлический наполнитель. Придает композиции высокую теплопроводность и теплоемкость. Повышение его содержания в композиции приводит к возрастанию модуля упругости при сжатии, разрушающего напряжения, а также к падению термического коэффициента расширения. Тонкие оксидные пленки на поверхности алюминиевого порошка, по сравнению с другими металлическими порошками, обеспечивают прочную связь в структуре полимер-наполнитель, что объясняет высокие прочностные свойства композиций на основе указанного наполнителя (Металлополимерные материалы и изделия /Под ред. В.А.Белого. - М., Химия, 1979. - 312 с.).
Медный порошок - активный наполнитель, но ввиду малой концентрации рассматривается как активатор процесса полимеризации. При концентрации 0,3-0,5 мас. ч. на 100 мас.ч герметика значительного влияния на повышение дефектности структуры покрытия не имеет.
При расчете оптимальной концентрации наполнителей использовалась усовершенствованная методика, основанная на методиках А.Н.Хархардина (Хархардин А. Н. Расчет состава наполненных полимерных систем // Пластические массы. - 1977. - 7. - с.18-21) и С. Фурнаса (Furnas S.S., Ind. a. Eng. Chem. 23, 9: 1052, Sept., 1931).
Данная методика направлена на определение концентраций полимера и наполнителей в критически наполненных композициях, которые обеспечивали бы наименьшую пустотность системы (с наполнителями данного типа) и соответственно минимально возможный объем полимера для обеспечения полного смачивания поверхности частиц наполнителей. При этом весь полимер переходит в межфазный слой, а физико-механические, деформационные и теплофизические свойства композита имеют наилучшие значения. Снижение или повышение концентрации наполнителей относительно расчетной приводят к снижению указанных свойств в результате большего влияния на систему полимерной основы или ее нехватки на смачивание частиц наполнителя.
Сравнительные деформационные и прочностные испытания на аксиальный сдвиг лабораторных образцов "вал-втулка" предлагаемой высоконаполненной композиции и композиций-прототипов при зазорах, нагрузках и температурах, характерных для эксплуатации реальных сопряжении, показали наилучшие результаты, что может свидетельствовать о повышении долговечности соединений восстановленных указанной композицией.
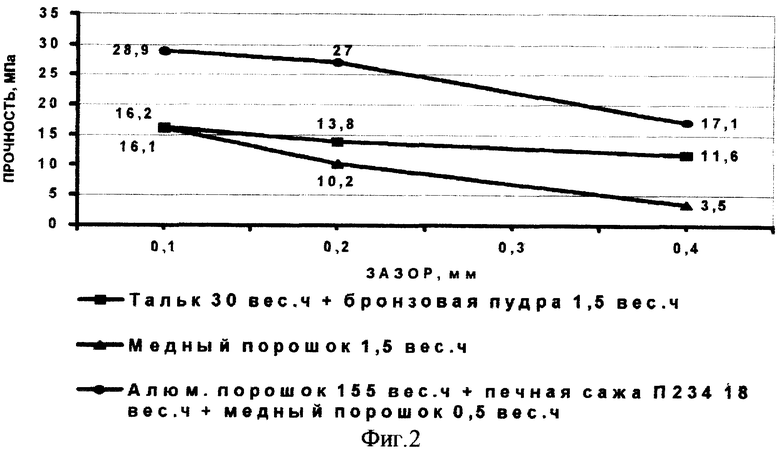
Так в предлагаемом способе прочность высоконаполненной композиции в диапазоне зазоров 0,1-0,4 мм в 1,5-47 раза превышала прочность композиций-прототипов (фиг.2).
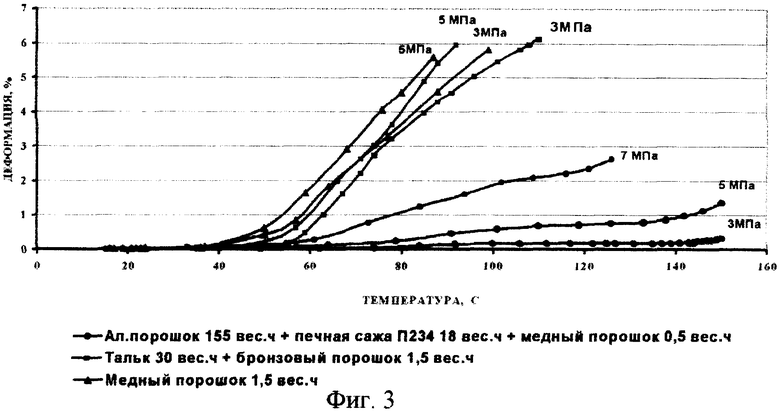
В интервале температур 80-100oС и нагрузке на контрольные образцы - 5 МПа относительная деформация предлагаемой композиции не превышала 1% (от исходной высоты образца), тогда как относительные деформации композиций-прототипов составляли свыше 5,5% и образцы разрушались (фиг.3).
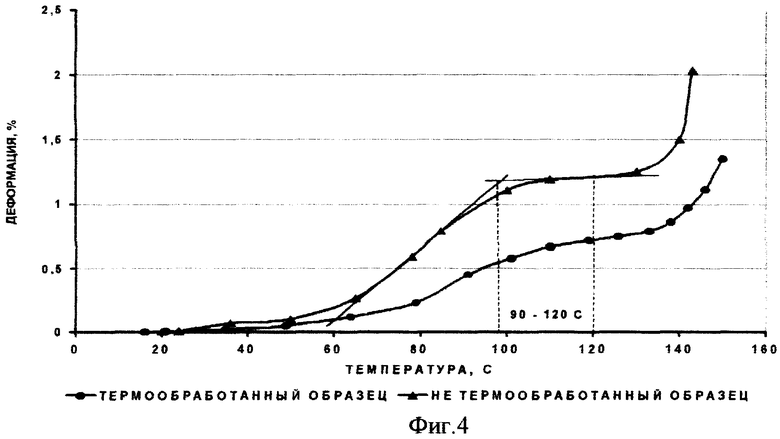
Нагрев сформированного покрытия до 90-120oС с последующей выдержкой в течение 45-50 мин позволяет достичь полной прочности композиции за счет активации взаимодействия герметика с активными наполнителями, в качестве которых использованы печная сажа, алюминиевый и медный порошки.
Сравнительные испытания деформационных свойств показали, что относительная деформация предложенной высоконаполненной композиции, подверженной термообработке, в 2 раза меньше, чем аналогичной композиции, неподверженной термообработке (фиг.4).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ В КОРПУСНЫХ ДЕТАЛЯХ ПУТЕМ НАНЕСЕНИЯ ПОЛИМЕРНОЙ КОМПОЗИЦИИ | 2007 |
|
RU2399473C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2001 |
|
RU2191671C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ В ТЯЖЕЛОНАГРУЖЕННЫХ КОРПУСНЫХ ДЕТАЛЯХ | 2002 |
|
RU2220834C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ В КОРПУСНЫХ ДЕТАЛЯХ | 2000 |
|
RU2172234C1 |
| Способ восстановления отверстий в корпусных деталях путем нанесения полимерной композиции | 1988 |
|
SU1712118A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ В КОРПУСНЫХ ДЕТАЛЯХ | 2007 |
|
RU2360777C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ КОРПУСНЫХ ДЕТАЛЕЙ | 2000 |
|
RU2176181C1 |
| КЛЕЙ ДЛЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2009 |
|
RU2424268C2 |
| Способ восстановления отверстий корпусных деталей | 1988 |
|
SU1632722A1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ОТВЕРСТИЙ КОРПУСНЫХ ДЕТАЛЕЙ | 2004 |
|
RU2240911C1 |
Способ восстановления отверстий корпусных деталей путем нанесения полимерной композиции включает нанесение полимерной композиции, содержащей анаэробный герметик, медный порошок, активный органический наполнитель - печную сажу и активный металлический наполнитель - алюминиевый порошок при следующем соотношении компонентов на 100 мас.ч. анаэробного герметика, мас.ч.: алюминиевый порошок - 155, печная сажа - 18, медный порошок - 0,3-0,5, на поверхность стенок отверстий с последующей ее формовкой оправкой под номинальный размер, а сформированное покрытие подвергают термической обработке при 90-120oС в течение 45-50 мин. В качестве анаэробного герметика используют герметик Анатерм-6В, в качестве алюминиевого порошка используют порошок ПАП-2, а в качестве печной сажи используют печную сажу марки П-234. Технический результат - улучшить качество наносимого покрытия и повысить долговечность восстановленных соединений. 3 з.п. ф-лы, 4 ил.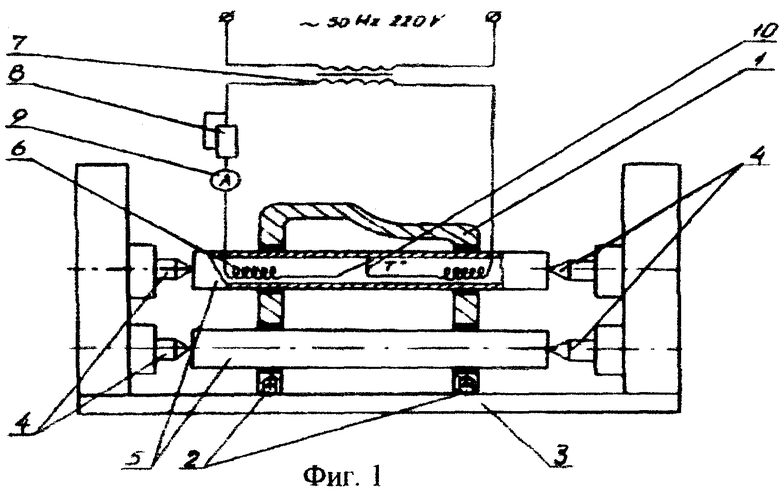
| Способ восстановления отверстий в корпусных деталях путем нанесения полимерной композиции | 1988 |
|
SU1712118A1 |
| Оправка для калибровки отверстий | 1974 |
|
SU484966A1 |
| Способ восстановления отверстий корпусных деталей | 1988 |
|
SU1632722A1 |
| US 5268194 А, 07.12.1993. | |||
