1
Известна установка для изготовления даухОСноориенТИрованных термоусаживающихся полимерных илеиок, включающая последовательно ра-оиоложенные экструдер, источник ионизирующего излучения, мехаагизм нродольной вытяжки нленки .в виде двух нар разноскоростных валиков и механизм полеречной вытяжки плевки. Такая установка не позволяет получать плоскую полимерную пленку с однородными физико-механическими свойствами.
Предлагае.мая установка отличается те.м, что с целью стабилизации однородности физико-механических свойств плоских нолимерных нленок механизм поперечной вытяжки выполнен в виде расположенного между двумя нарами разноскоростиых валков тела вращения с симметричной выпужлой криволинейной поверхностью, например сферы или эллипсоида, выступающей над ооверхностью валков, причем тело вращения свободно усTaiHOB-лено на оси с возможностью вертикального перемещения.
На чертеже изображена предлагаемая установка в двух проекциях.
Установка включает экструдер 1, источник ионизирующего излучения 2, две пары разноскоростных валков 3 и 4, механизм поперечной вытяжки пленки, выполненный в виде тела вращения 5 с симметричной выпуклой .криволинейной поверхностью, например сферы или элЛИлсо.ида, свободно устаповленного «а оси в вертикальных направляющих 6, и приемный барабан 7.
Приводы валков 3 и 4 рассчитаны ,на условия Vat,a Va, где V,,j,,x- скорость пленки на выходе из зоны двухосной ориентации, V„X- скорость пленки на входе в зону.
Устадавка pai6oTaeT следующим образом.
Расплав пол.иэтилена (105°С) в виде тянущейся иленки из экструдера 1 подается па валки 3, при этом пленка подвергается радиационному сшиванию п чком Эчяектронов с энергией 0,4 Мэв при токе в пучке 3 ма с
помощью источника 2. Ток в пучке и скорость вытяжки могут быть изменены при соблюдении постоянства дозы облучения.
Пол.имерная плевка во время облучения дополнителыно нагревается на 30°С (за счет
энергии облучения) и поступает в зону двухосной ориентации. Форма расплавленной пленки сохраняется за счет образованной под облучением структурной сетки.
Продольная ориентация пленки осуществляется за счет разности окоростей питающих и ОТ1ВОДЯЩИХ валков 3 и 4. Скорость валков 4 составляет 1,6 м/мин, что обеспечивает растяжение пленки в продольном направлеНИИ на 100%.
Поперечная ориентация осуществляется за счет «растекания пленки вши|рь на полой сфере 5, расположенной между валиками 3 и 4 « выступающей над их паверхностью на 7,5 см (при радиусе сферы, равном 12,5 см).
Сфера 5 расположена на оси свободного вращения, которая закреплена в вертикальных направляющих 6 для регулировки поперечной ориентации пленки (в данном примере поперечное растяжение пленки составляет 50%).
В зоне двухосной ориентации температура ПЛ6Н1К.И достигает 115°С, .поэтому для уменьшения адгезии питающие валки 3 и сфера 5 покрыты тонким слоем из фторлона - 4Д. Валки 4 служат также для охлаждения ориентированной пленки, поэтому они выполнены с принудительным охлаждением.
По выходе из зоны двухосной ориентации термоусаж1ивающаяся полимерная пленка наматывается на .приемный барабан 7.
Предмет изобретем и я
1.Установка для изготовления двухосноориентированных термоусаживающихся полимерных пленок, включающая последовательно установленные экструдер, источник ионизирующего излучашия, механизм продольной вытяжки пленки в виде двух пар разноскоростных валков и механизм поперечной вытяжки пленки, отличающаяся тем, что, с целью стабилизации однородности физико-механических свойств плоских полимерных пленок, механизм поперечной вытяжки выполнен в виде расположенного между двумя парами разноскоростных валков тела вращения с симметричной выпуклой .криволинейной поверх,ностью, например сферы .или эллипсоида, выступающей над поверхностью валков.
2.Установка по п. 1, отличающаяся тем, что тело вращения свободно установлено на
оси с возможностью вертикального перемещения.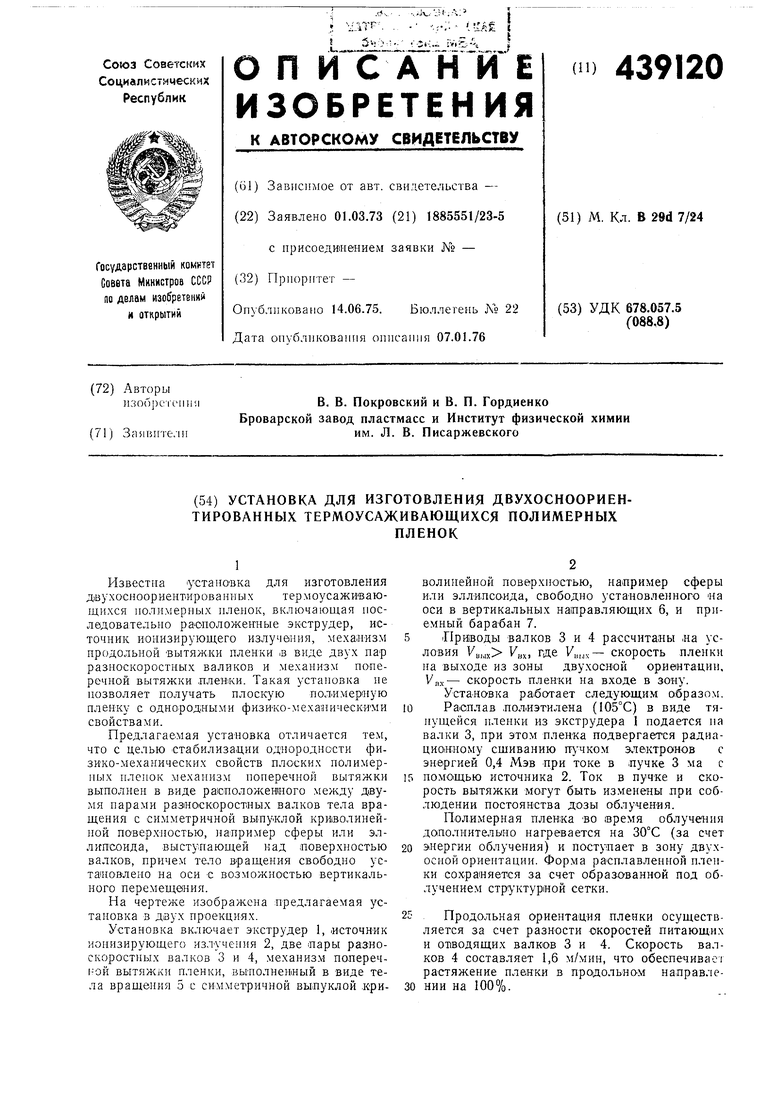
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения термоусаживающегося изоляционного материала | 1988 |
|
SU1581589A1 |
| ОДНОНАПРАВЛЕННАЯ ОРИЕНТИРОВАННАЯ ТЕРМОУСАЖИВАЮЩАЯ ПОЛИМЕРНАЯ ЭТИКЕТКА НА ОСНОВЕ ПОЛИЭТИЛЕНА | 2012 |
|
RU2621598C2 |
| УСТАНОВКА ДЛЯ ДВУХОСНОЙ ОРИЕНТАЦИИ ПОЛИМЕРНЫХ ПЛЕНОК | 1972 |
|
SU330036A1 |
| Установка для двухосной ориентации полимерных рукавных пленок | 1981 |
|
SU975427A2 |
| Установка для двухосной ориентации полимерных рукавных пленок | 1978 |
|
SU766876A1 |
| Гладильно-компенсирующее устройство для полимерных рукавных пленок | 1987 |
|
SU1537567A1 |
| СПОСОБ ДВУХОСНОГО РАСТЯЖЕНИЯ РУКАВНЫХ ПОЛИМЕРНЫХ ПЛЕНОК | 1971 |
|
SU311767A1 |
| Устройство для получения двухосно ориентированных рукавных полимерных пленок | 1971 |
|
SU422205A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЛОСКИХ ТЕРМОУСАЖИВАЮЩИХСЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1989 |
|
RU2057762C1 |
| Способ изготовления поливинилхлоридной пленки | 1977 |
|
SU703009A3 |
гг..ш
/
А
