Изобретение относится к металлообработке, а именно к метчикам, применяемым для повышения точности нарезаемой резьбы.
Целью изобретения является повышение качества обрабатываемой резьбы за счет исключения заклинивания зубьев переходного участка.
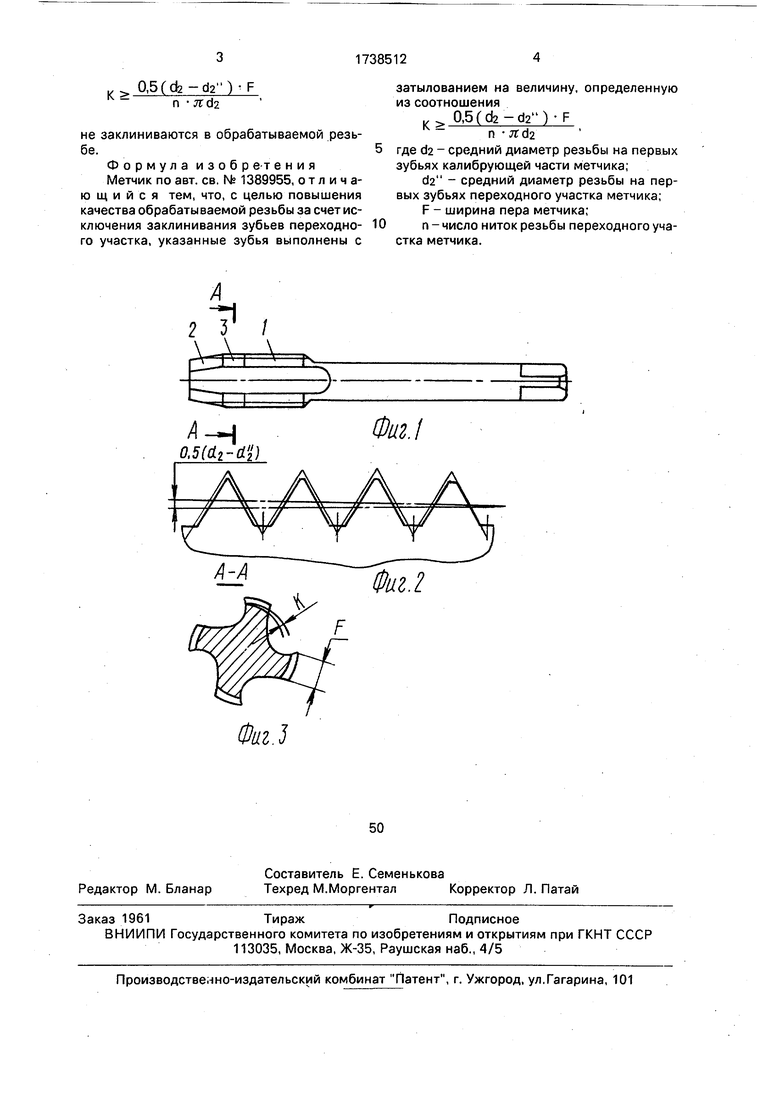
На фиг. изображен метчик, общий вид; на фиг. 2 - резьба переходного участка метчика; на фиг. 3 - резьба метчика на переходном участке, поперечное сечение.
Метчик включает калибрующую часть 1, режущую часть с заборным конусом 2, переходной участок 3. Зубья на калибрующей и режущей части лежат на обратном конусе, зубья на переходном участке лежат на прямом конусе. К- величина затылования зубьев переходного участка по профилю резьбы на ширине пера F.
При
к 0,5(d2-d2)-F
П 7Td2
на зубьях переходного участка устраняется нежелательная обратная затыловка (от спинки к передней грани), являющаяся следствием расположения резьбы переходного участка на прямом конусе. При таких значениях К резьба на зубьях переходного участка отвечает резьбе незатылованного по профилю зубьев метчика, т.е. как если бы резьба лежала на цилиндре, а не на конусе. При
„ 0,5(d2-d2)-F
кn-7Td2
резьба на зубьях переходного участка отвечает резьбе затылованного по профилю зубьев метчика.
В процессе работы зубья переходного участка метчика с величиной затылования по профилю резьбы
Ё
1
СО 00 СП
ю
ю
К
0.5rd2-d2)-F
П 7Td2
не заклиниваются в обрабатываемой резьбе.
Формула изобретения Метчик по авт. св. № 1389955, отличающийся тем, что, с целью повышения качества обрабатываемой резьбы за счет исключения заклинивания зубьев переходного участка, указанные зубья выполнены с
0
затылованием на величину, определенную из соотношения
„ 0,5(d2-d2)-F
к n-jrd2
где d2 - средний диаметр резьбы на первых зубьях калибрующей части метчика;
d2 - средний диаметр резьбы на первых зубьях переходного участка метчика;
F - ширина пера метчика;
п - число ниток резьбы переходного участка метчика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Метчик для нарезания точных резьб и способ его изготовления | 1987 |
|
SU1562073A1 |
| Способ изготовления метчика | 1986 |
|
SU1373510A1 |
| Метчик | 1986 |
|
SU1324785A2 |
| МЕТЧИК | 2000 |
|
RU2192335C2 |
| Метчик | 1986 |
|
SU1328094A1 |
| Способ изготовления метчиков для нарезания точных резьб | 1976 |
|
SU580954A1 |
| Метчик | 1986 |
|
SU1313606A1 |
| МЕТЧИК ДЛЯ ОЧИСТКИ И КАЛИБРОВКИ РЕЗЬБОВЫХ ОТВЕРСТИЙ | 2004 |
|
RU2261783C1 |
| Метчик и способ его изготовления | 1987 |
|
SU1537430A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУГЛЫХ ПЛАШЕК | 1990 |
|
RU2009801C1 |
Использование: в металлообработке, для нарезания точной резьбы. Сущность изобретения: зубья на калибрующей и режущей частях лежат на обратном конусе, зубья на переходном участке лежат на обратном конусе. Зубья на переходном участке заты- лованы по профилю резьбы на ширине пера на величину К, определяемую из определенного соотношения. При затыловке зубьев на переходном участке устраняется нежелательная обратная затыловка, являющаяся следствием расположения резьбы переходного участка на прямом конусе. 3 ил.
л-н
0,5 (dz-ft г)
| Метчик | 1986 |
|
SU1389955A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
