Изобретение относится к области производства сварочной проволоки для изготовления современных корпусов атомных реакторов и других сосудов высокого давления для энергетического машиностроения и нефтехимии. Для обеспечения надежности и долговечности основного оборудования АЭС сварочные материалы должны обеспечивать определенный комплекс служебных свойств металла шва: требуемые прочность, пластичность, низкую температуру хрупко-вязкого перехода (Тк0), отсутствие существенной деградации свойств металла шва под воздействием повышенной температуры и нейтронного облучения.
В настоящее время для корпусов атомных реакторов ВВЭР-1000 с ресурсом работы до 40 лет, изготовленных из стали 15Х2НМФА, 15Х2НМФАА и 15Х2НМФА класс 1 (ТУ 108.765-98) применяются сварочные проволоки Св-09ХГНМТАА-ВИ по ТУ 14-1-3675-83 и Св-12Х2Н2МА по ТУ 14-1-2502-78. Недостатком данных проволок является повышенное содержание в них никеля 1,0-1,3%, который приводит к повышенному охрупчиванию металла под воздействием нейтронного облучения. Указанный недостаток не позволяет использовать данную сварочную проволоку для сварки корпусов перспективных реакторов нового поколения с ресурсом не менее 60 лет.
Наиболее близким к заявляемому является состав сварочной проволоки по заявке RU 2000122009/А1, 27.08.2000 г., взятый в качестве прототипа, имеющий компоненты в следующем соотношении, мас.%:
Углерод - 0,07-0,12
Кремний - 0,15-0,40
Марганец - 0,3-1,2
Хром - 1,5-2,5
Никель - 0,01-0,20
Молибден - 0,4-1,2
Медь - 0,01-0,06
Ванадий - 0,05-0,25
Фосфор - 0,001-0,006
Сера - 0,001-0,006
Мышьяк - 0,001-0,010
Сурьма - 0,001-0,008
Кобальт - 0,005-0,020
Олово - 0,0001-0,0100
Азот - 0,003-0,012
Алюминий - 0,005-0,050
Титан - 0,01-0,15
Свинец - 0,001-0,010
Кислород - 0,001-0,005
Железо - Остальное
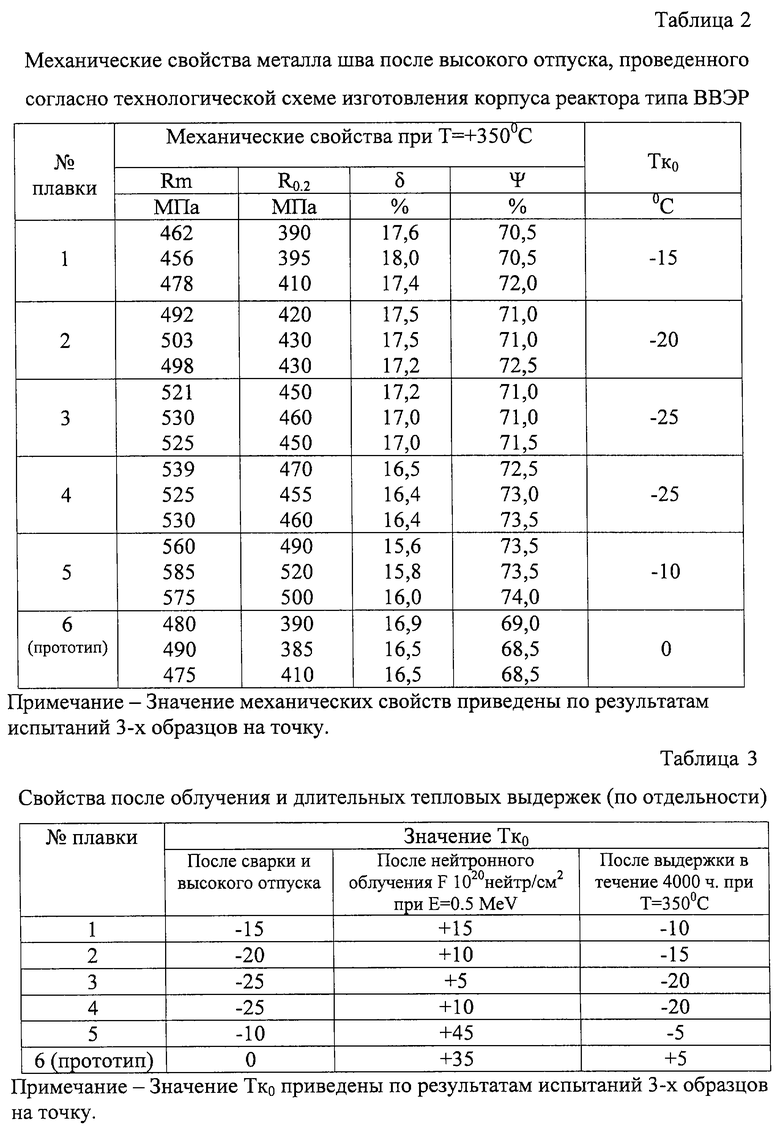
Указанный состав обладает достаточно высокой стойкостью к радиационному охрупчиванию, однако после высокого отпуска, проведенного согласно технологической схеме изготовления корпуса реактора типа ВВЭР, не позволяет обеспечить предел текучести 420 МПа при температуре +350oС и критическую температуру хрупкости Тк0≤-15oС металла шва.
Задачей настоящего изобретения является создание сварочной проволоки, при применении которой обеспечивается категория прочности КП-40 сварных соединений (предел текучести при рабочих температурах более 420 МПа, предел прочности более 490 МПа) и критическая температура хрупкости Тк0≤-15oС после термообработки в сочетании с высокой стойкостью металла сварных швов к тепловому и радиационному охрупчиванию.
Поставленная в заявке задача достигается изменением соотношения легирующих элементов, введением дополнительно в состав заявляемой сварочной проволоки кальция, натрия, увеличением содержание хрома, никеля, углерода, снижением содержания марганца.
Предлагается состав сварочной проволоки, содержащий, мас.%:
Углерод - 0,08-0,14
Кремний - 0,15-0,40
Марганец - 0,2-0,8
Хром - 2,5-3,5
Никель - 0,3-0,7
Молибден - 0,4-1,2
Натрий - 0,001-0,005
Ванадий - 0,05-0,25
Медь - 0,01-0,06
Сера - 0,001-0,006
Фосфор - 0,001-0,006
Мышьяк - 0,001-0,010
Сурьма - 0,001-0,008
Кобальт - 0,005-0,020
Олово - 0,0001-0,0100
Азот - 0,003-0,012
Алюминий - 0,005-0,050
Титан - 0,01-0,15
Кальций - 0,005-0,030
Кислород - 0,001-0,005
Свинец - 0,001-0,010
Железо - Остальное
Легирование кальцием и натрием в указанных пределах способствует очищению границ зерен и повышению пластичности. Дальнейшее повышение содержания кальция и натрия приводит к увеличению неметаллических включений по границам зерен и, как следствие, снижению значений пластичности и ударной вязкости.
Увеличение прочности металла шва, работающего при повышенных температурах, получают за счет повышения содержания в стали хрома, углерода (в процессе длительных технологических отпусков при изготовлении корпуса как за счет повышения прочности α-твердого раствора, так и за счет дисперсного выпадения упрочняющих фаз) и никеля (упрочняет α-твердый раствор). Кроме того, повышенное содержание никеля позволяет добиться требуемого увеличения вязкости, пластичности стали и снижения ее температуры хрупко-вязкого перехода (Тк0). Однако совместное влияние никеля с марганцем приводит к резкому снижению стойкости стали к радиационному охрупчиванию. С целью уменьшения их негативного совместного влияния на радиационную стойкость стали было снижено содержание марганца до 0,8%.
Нормирование содержания легирующих элементов выполнено таким образом, чтобы металл сварного шва после соответствующих технологических отпусков обеспечивал требуемый уровень стабильности важнейших физико-механических свойств, определяющих работоспособность материала в условиях работы корпуса атомного реактора.
Кроме того, для достижения необходимых прочностных характеристик при температуре 350oС должно соблюдаться следующее условие:
C+(Cr+V+Mo)/5+Ni/15≥72•10-2
Но поскольку с введением элементов-упрочнителей одновременно ухудшается свариваемость сталей, для обеспечения необходимой технологичности содержание указанных элементов в сварочной проволоке должно удовлетворять следующему условию:
C+(Cr+V+Mo)/5+Ni/15≤102•10-2
На основании экспериментальных исследований было установлено, что на радиационное охрупчивание металла сварного шва в наибольшей степени оказывают влияние такие элементы, как никель, марганец, медь, фосфор, сурьма и олово, поэтому было регламентировано их содержание и для условий облучения: F= 1•l020 нейтр/см2; Т=290oС, установлена следующая эмпирическая зависимость:
F=(Ni+Mn+1,5Cu)(P+0,25Sb+0,25Sn)≤97•10-4
Таким образом, задача создания нового состава сварочной проволоки заключается в оптимизации содержания легирующих элементов с целью обеспечения требуемых характеристик прочности и пластичности, с учетом технологичности, а также высокой стойкостью к охрупчиванию под воздействием нейтронного облучения и высокотемпературного воздействия на металл сварных швов.
При легировании сварочной проволоки вне заданных пределов, в соответствии с заявленными, состав сварочной проволоки становится неоптимальным, что проявляется в усилении склонности к радиационному и тепловому охрупчиванию, снижению характеристик пластичности и вязкости.
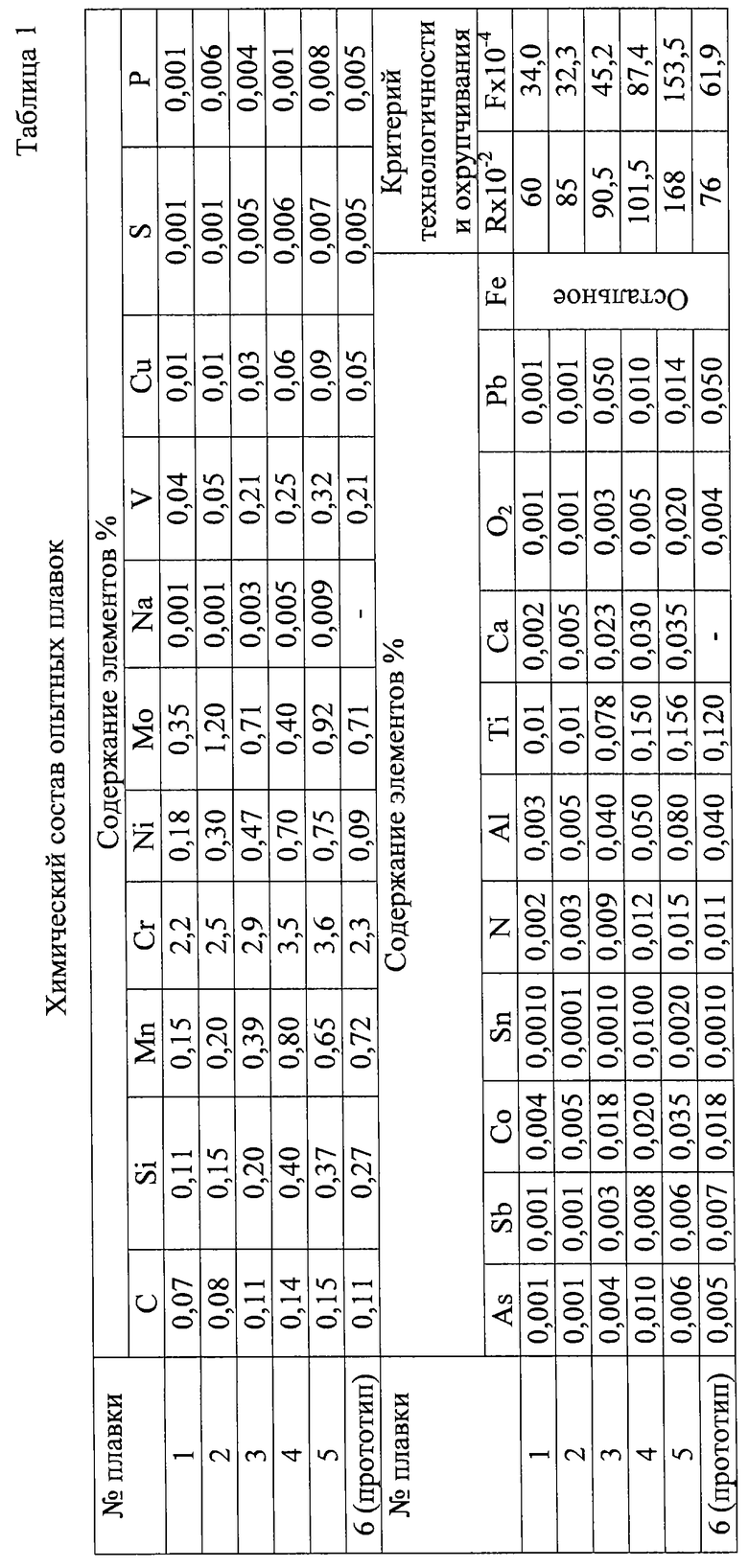
ФГУП ЦНИИ КМ "Прометей" совместно с ОАО "Ижорские заводы" проведен комплекс лабораторных и опытно-промышленных работ по выплавке, пластической обработке и изготовлении опытной партии сварочной проволоки, изготовлены сварные пробы в натурном сечении и проведены их испытания.
Химический состав исследованных материалов, а также результаты определения необходимых механических и служебных свойств представлены в табл. 1-3. Термическая обработка (отпуск) была выполнена по стандартным режимам, соответствующим свариваемой стали и применительно к режимам отпуска элементов корпусов реакторов типа ВВЭР.
Ожидаемый технико-экономический эффект от использования нового состава сварочной проволоки для изготовления корпусов реакторов АЭУ перспективных проектов выразится в повышении эксплуатационной надежности и ресурса изделий при обеспечении повышенной безопасности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ | 2008 |
|
RU2373037C1 |
| СОСТАВ СВАРОЧНОЙ ПРОВОЛОКИ | 2000 |
|
RU2194602C2 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ ПЕРЛИТНОГО КЛАССА | 2010 |
|
RU2446036C2 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ ПЕРЛИТНОГО КЛАССА | 2010 |
|
RU2451588C2 |
| МАЛОАКТИВИРУЕМЫЙ РАДИАЦИОННОСТОЙКИЙ СВАРОЧНЫЙ МАТЕРИАЛ | 2002 |
|
RU2212323C1 |
| СОСТАВ СВАРОЧНОЙ ЛЕНТЫ И ПРОВОЛОКИ | 2003 |
|
RU2238831C1 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ РЕАКТОРНЫХ СТАЛЕЙ | 2014 |
|
RU2566243C2 |
| СОСТАВ СВАРОЧНОЙ ЛЕНТЫ И ПРОВОЛОКИ | 2000 |
|
RU2188109C2 |
| СВАРОЧНАЯ ПРОВОЛОКА ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ ТЕПЛОУСТОЙЧИВЫХ СТАЛЕЙ ПЕРЛИТНОГО КЛАССА | 2013 |
|
RU2530611C1 |
| СТАЛЬ ДЛЯ КОРПУСОВ АТОМНЫХ РЕАКТОРОВ ПОВЫШЕННОЙ НАДЕЖНОСТИ И РЕСУРСА | 1999 |
|
RU2166559C2 |
Изобретение может быть использовано при изготовлении сваркой сосудов высокого давления в энергетическом машиностроении. Сварочная проволока содержит элементы в следующем соотношении, мас.%: углерод 0,08-0,14, кремний 0,15-0,40, марганец 0,2-0,8, хром 2,5-3,5, никель 0,3-0,7, молибден 0,4-1,2, натрий 0,001-0,005, ванадий 0,05-0,25, медь 0,01-0,06, сера 0,001-0,006, фосфор 0,001-0,006, мышьяк 0,001-0,010, сурьма 0,001-0,008, кобальт 0,005-0,02, олово 0,0001-0,0100, азот 0,003-0,012, алюминий 0,005-0,050, титан 0,01-0,15, кальций 0,005-0,030, кислород 0,001-0,005, свинец 0,001-0,010, железо остальное. Изобретение позволяет повысить эксплуатационную надежность и ресурс изделий при обеспечении повышенной безопасности. 3 табл.
Сварочная проволока для сварки корпусов атомных реакторов и других сосудов давления для энергетического машиностроения, содержащая углерод, кремний, марганец, хром, никель, молибден, ванадий, титан, железо, азот, алюминий, мышьяк, сурьму, кобальт, олово, фосфор, серу, свинец, медь и кислород, отличающаяся тем, что она дополнительно содержит кальций и натрий при следующем содержании компонентов, мас.%:
Углерод 0,08-0,14
Кремний 0,15-0,40
Марганец 0,2-0,8
Хром 2,5-3,5
Никель 0,3-0,7
Молибден 0,4-1,2
Натрий 0,001-0,005
Ванадий 0,05-0,25
Медь 0,01-0,06
Сера 0,001-0,006
Фосфор 0,001-0,006
Мышьяк 0,001-0,010
Сурьма 0,001-0,008
Кобальт 0,005-0,02
Олово 0,0001-0,0100
Азот 0,003-0,012
Алюминий 0,005-0,050
Титан 0,01-0,15
Кальций 0,005-0,030
Кислород 0,001-0,005
Свинец 0,001-0,010
Железо Остальное
при следующих ограничениях по соотношению элементов в сварочной проволоке:
C+(Cr+V+Mo)/5+Ni/15=72·10-2÷102·10
(Ni+Mn+1,5Cu) (P+0,25Sb+0,25Sn)≤97·10
| RU 2000122009 A1, 27.08.2002 | |||
| Состав сварочной проволоки | 1979 |
|
SU859087A1 |
| Состав сварочной проволоки | 1975 |
|
SU528161A1 |
| СОСТАВ СВАРОЧНОЙ ЛЕНТЫ И ПРОВОЛОКИ | 2000 |
|
RU2188109C2 |
| US 3973950, 10.09.1976 | |||
| СПОСОБ ПОЛУЧЕНИЯ ЦИКЛОСЕРИНА | 0 |
|
SU179432A1 |

