Предложение относится к способам для обработки, преимущественно шлифованием или полированием, поверхности тонких хрупких пластин, применяемых, в частности, для производства электронных изделий, например кремниевых и сапфировых.
Известен способ крепления пластин к крепежной плите, включающий использование крепежной плиты с гнездами и размещение в гнездах крепящих прокладок и пластин [1].
Данный способ имеет следующие недостатки.
Пористый элемент является дорогостоящим материалом и поэтому он используется многократно (60-70 циклов шлифования). При этом в его порах накапливается шлам, его поверхность деформируется, что приводит к неравномерному прилеганию пластины к последнему.
При полировке к обратной стороне пластины могут проникнуть частицы свободного абразива и щелочь, в результате чего обратная поверхность пластины может быть повреждена, что отрицательно сказывается на точности геометрических размеров пластин, а также на выходе годных изделий.
Технический результат, на достижения которого направлено данное техническое решение, заключается в повышении качества и выхода готовых изделий при одновременном сохранении геометрических размеров пластин.
Указанный результат достигается за счет того, что в способе крепления тонких пластин к крепежной плите при одностороннем шлифовании и полировании их поверхностей, включающем использование крепежной плиты с гнездами и размещение в гнездах крепящих прокладок и пластин, в качестве прокладок используют одноразовые бумажные прокладки, пропитанные жидкостью, а также за счет того, что в качестве жидкости используют суспензию на основе ПАВ с концентрацией 5-10%.
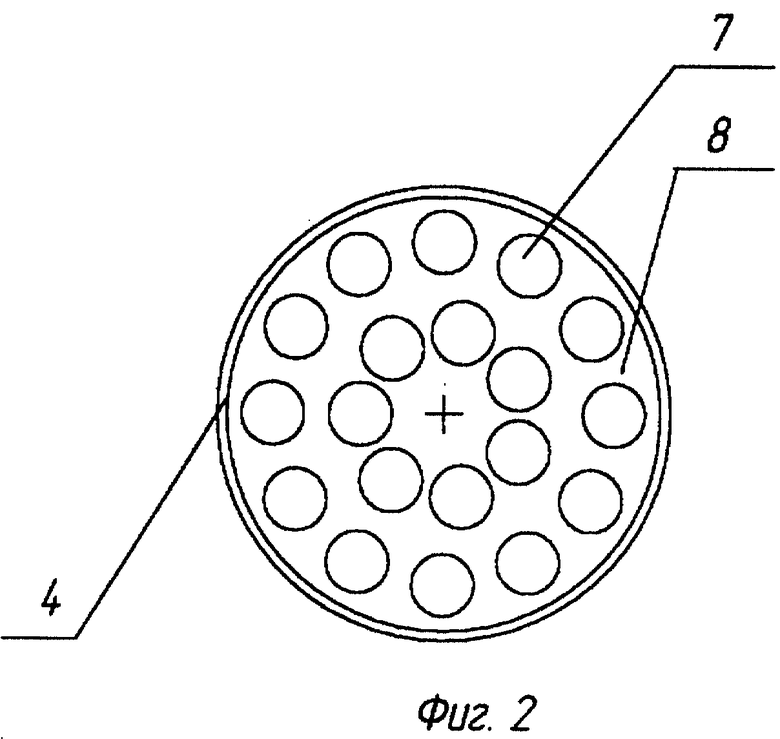
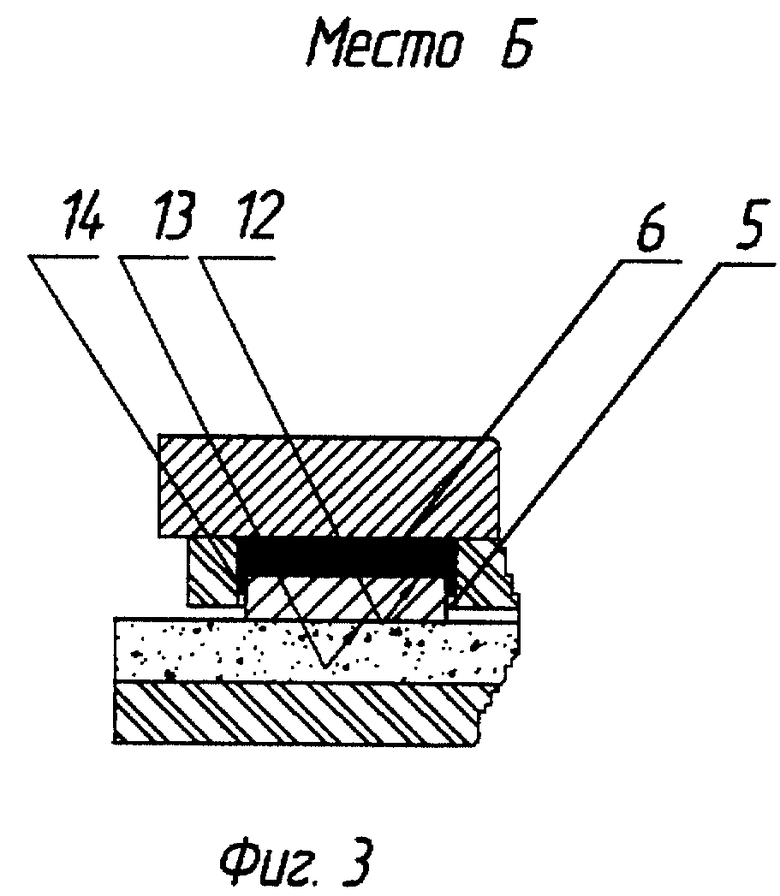
Предлагаемое техническое решение поясняется чертежами, где на фиг.1 изображено устройство для обработки поверхности пластины путем шлифования или полирования, на фиг.2 - разрез А-А, на фиг.3 - место Б.
Устройство для обработки пластин состоит из основания 1, к которому крепится рабочий инструмент 2. Вращение рабочего инструмента осуществляется посредством привода 3. Устройство имеет также, по крайней мере, одну крепежную плиту 4 с гнездами 5. В гнездах размещаются пропитанные жидкостью бумажные прокладки 6, которые крепят пластины 7 к крепежной плите 4. Гнезда в крепежной плите могут выполняться путем приклейки сепаратора 8 к поверхности крепежной плиты 4. Для создания прижимных усилий служат прижимные устройства 9, например пневмоцилиндры. Ось вала 10 привода и геометрическая ось 11 крепежной плиты смещены относительно друг друга.
Способ крепления пластин к крепежной плите при одностороннем шлифовании или полировании их поверхностей заключается в следующем.
Подготавливают бумажные прокладки. Толщины прокладок принимают в зависимости от толщин пластин в диапазоне 30-200 мкн. Производят пропитку прокладок жидкостью. В качестве жидкости применяют суспензию на основе ПАВ (концентрация 5-10%). Затем производят укладку бумажных прокладок в гнезда крепежной плиты. На бумажные прокладки помещают обратными сторонами 12 пластины, слегка придавливая.
После размещения всех пластин на бумажные прокладки создают предварительное давление на пластины, равное 0,5-0,9 от величины давления, необходимого для обработки пластин. При этом происходит одновременная деформация пропитанных жидкостью бумажных прокладок и выравнивание всех рабочих поверхностей 13 пластин в одной плоскости даже при наличии дефектов на крепежной пластине. При деформации часть бумажной массы попадает в пространство 14 между боковыми поверхностями гнезд и пластин, обеспечивая герметизацию обратных сторон 12 пластин от проникновения частиц свободного абразива и щелочи, что обеспечит сохранение геометрических размеров пластин.
Далее включают привод и создают нормальное давление прижима прижимным устройством 9 и производят обработку поверхностей пластин 13 до получения необходимых геометрических размеров. Затем снимают давление на пластины 7, выключают привод 3.
Вынимают пластины из гнезд и удаляют бумажные прокладки. Затем цикл повторяется.
Применение бумажных прокладок позволяет использовать их прилегающий к пластинам слой один раз, что существенно повышает качество обработки пластин, так как при этом в порах бумажных прокладок не накапливается шлам. Этому способствует низкая стоимость бумажных прокладок.
Таким образом, предложенное техническое решение позволит:
- защитить обратные стороны пластин от проникновения частиц свободного абразива и щелочи, что обеспечит сохранение геометрических размеров пластин;
- компенсировать нарушения поверхности крепежной плиты и обеспечить выравнивание всех пластин в одной плоскости за счет одновременной деформации одноразовых пропитанных жидкостью бумажных прокладок, что также позволит обеспечить сохранение геометрических размеров пластин;
- увеличить выход годной продукции.
Источник информации
1. Патент США 4519168, кл. В 24 В 37/04.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОДНОВРЕМЕННОЙ ОБРАБОТКИ КРОМОК ПЛАСТИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2143156C1 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕГО УТОНЕНИЯ ПЛАСТИН | 2011 |
|
RU2478463C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ САПФИРОВОЙ ПОДЛОЖКИ | 2007 |
|
RU2422259C2 |
| ПАРТИЯ САПФИРОВЫХ ПОДЛОЖЕК И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2412037C1 |
| САПФИРОВАЯ ПОДЛОЖКА (ВАРИАНТЫ) | 2007 |
|
RU2414550C1 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1992 |
|
RU2030284C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРОМОК ПЛАСТИН | 1993 |
|
RU2069415C1 |
| КОМПОЗИЦИЯ ХИМИЧЕСКОГО МЕХАНИЧЕСКОГО ПОЛИРОВАНИЯ ДЛЯ ПОЛИРОВАНИЯ ПОВЕРХНОСТИ САПФИРА И СПОСОБЫ ЕЕ ПРИМЕНЕНИЯ | 2014 |
|
RU2661219C2 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ОБРАБОТКИ ПЛОСКИХ ДЕТАЛЕЙ | 1994 |
|
RU2094209C1 |
| Способ изготовления шлифов для металло-гРАфичЕСКОгО АНАлизА | 1979 |
|
SU834433A1 |
Изобретение относится к обработке шлифованием или полированием поверхности тонких хрупких пластин, применяемых, в частности, для производства электронных изделий, например кремниевых и сапфировых. Подготавливают одноразовые бумажные прокладки. Производят пропитку их жидкостью. В качестве жидкости применяют суспензию на основе поверхностно-активного вещества (концентрация 5-10%). Затем производят укладку бумажных прокладок в гнезда крепежной плиты. На бумажные прокладки помещают пластины, слегка придавливая их. После размещения всех пластин создают предварительное давление на них, равное 0,5-0,9 величины давления, необходимого для обработки пластин. При этом происходит одновременная деформация прокладок и выравнивание их рабочих поверхностей в одной плоскости. Часть бумажной массы попадает в пространство между боковыми поверхностями гнезд и пластин, обеспечивая герметизацию их обратных сторон. После обработки вынимают пластины и удаляют бумажные прокладки. Такие действия упрощают крепление пластин, повышают производительность, качество и выход годных готовых изделий при сохранении геометрических размеров пластин. 1 з.п.ф-лы, 3 ил.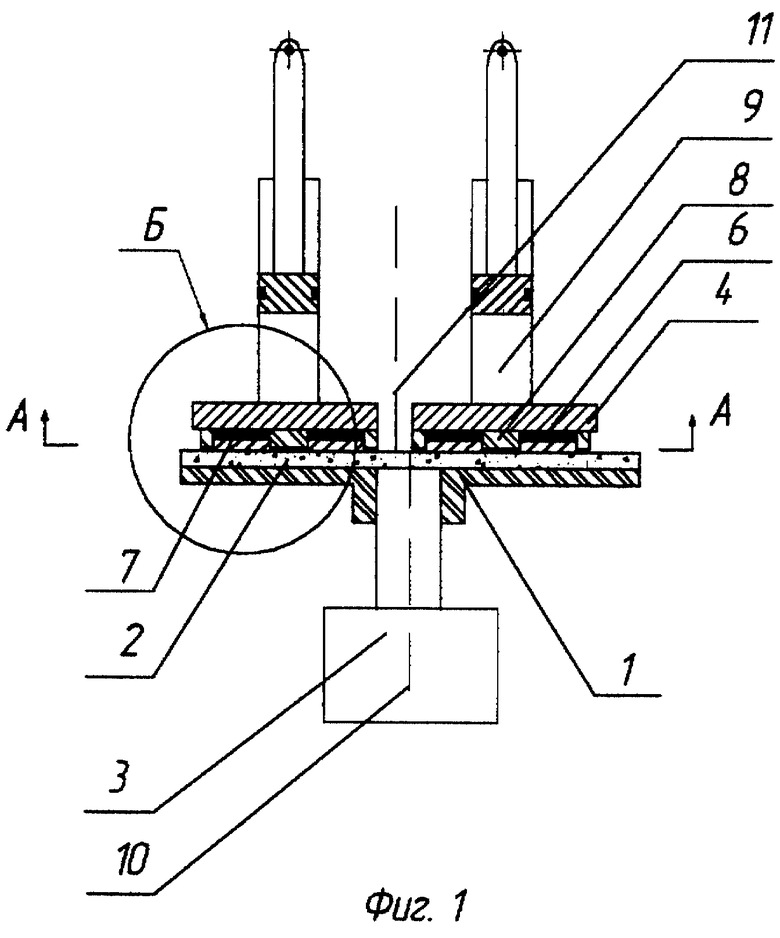
| US 4519168, 28.05.1985 | |||
| Способ шлифования плоских поверхностей керамических деталей | 1954 |
|
SU110433A1 |
| СУЛИМ А.В | |||
| Производство оптических деталей | |||
| - М.: Высшая школа, 1969, с | |||
| ПЕЧНОЙ ЖЕЛЕЗНЫЙ РУКАВ (ТРУБА) | 1920 |
|
SU199A1 |
| Способ блокировки оптических деталей | 1981 |
|
SU1028481A1 |
| GB 1531570, 08.11.1978. | |||
