Область техники, к которой относится изобретение
[1] Предлагаемое изобретение относится к способу изготовления листового стекла и более конкретно к способу изготовления декоративного листового стекла, при котором глазурь расплавляется и наносится на листовое стекло.
Область применения изобретения
[2] Глазурь, так называемая клинкерная эмаль сплавляется с поверхностью листового стекла и формирует узор разнообразных видов и форм создавая таким образом, стильное декоративное листовое стекло.
[3] Примеры способов изготовления декоративного листового стекла с помощью глазури приведены в корейском патенте №73340 «Процесс изготовления орнаментного стекла», в корейском патенте №121311 «Способ декорирования стекла», корейском патенте №85701, "Процесс изготовления орнаментного стекла», корейском патенте №295234 «Способ производства декоративного листового стекла» и корейском патенте №310386 «Процесс изготовления стеклянной плитки для декорирования с помощью переводной бумаги» и подобных.
[4] Процесс изготовления декоративного листового стекла с использованием глазури включает, в основном, четыре этапа.
[5] Во-первых, на первом этапе формирование узора на поверхности стекла, на которой должна быть нанесена глазурь, затем на 2 этапе - нанесение адгезивного вещества на узор на поверхности стекла, далее на 3 этапе - нанесение глазури на адгезивное вещество, и, наконец, на 4 этапе - закрепление глазури на листе стекла путем нагрева и охлаждения для окончательного получения декоративного листового стекла.
[6] Что касается способа нагрева и охлаждения в ходе процесса изготовления декоративного листового стекла, следует упомянуть о медленном нагреве и охлаждении и о быстром нагреве и охлаждении. До опубликования корейского патента №295234 «Способ производства декоративного листового стекла» при производстве декоративного листового стекла применялись медленный нагрев и охлаждение.
[7] Однако при таком медленном нагреве и медленном охлаждении образуются трещины на поверхности глазури, которые повреждают даже основу изделия, которой является листовое стекло, приводя таким образом к нежелательному снижению прочности декоративного листового стекла.
[8] Кроме того, такой медленный нагрев и медленное охлаждение в буквальном смысле требует больше времени на нагрев и охлаждение. В частности, время нагрева и время охлаждения зависит в некоторой степени от толщины или размеров стеклянной плитки, технических характеристик печи и тому подобного. Когда расчетная температура нагрева задана примерно как 600°С, время повышения температуры в печи до расчетной температуры нагрева составляет примерно от 40 до 50 минут. В то же время снижение температуры в печи, температура которой достигла расчетной температуры нагрева примерно 600°С, до рабочей температуры от 60 до 70°С составляет примерно от 1 до 2 часов.
[9] Вышеупомянутый корейский патент №295234 «Способ производства декоративного листового стекла», который основывается на традиционном медленном нагреве и медленном охлаждении, является предметом патента изобретателя и заявителя Чжон Чже Сеок, который является автором предложенного изобретения. Вышеупомянутый патент имеет значительное отличие, которое состоит в том, что впервые были применены быстрый нагрев и закалка в процессе изготовления декоративного листового стекла. Кроме того, еще большее значение имеет тот факт, что с помощью горизонтальной закалочной печи декоративное листовое стекло, имеющее высокое качество, может производиться в массовом количестве.
[10] В корейском патенте №295234, при применении способа быстрого нагрева и закалки в качестве эксперимента были использованы разнообразные типы печей, такие как автоматическая горизонтальная закалочная печь, полуавтоматическая вертикальная печь и стандартные печи. Было доказано, что из этих типов печей наиболее предпочтительным является использование автоматической горизонтальной закалочной печи. При изготовлении декоративного листового стекла с помощью горизонтальной закалочной печи предотвращается деформация узора на глазури, которая расплавляется на стеклянном листе при быстром нагреве. Далее, для сохранения узора, образованного на стеклянном листе, чтобы он был прозрачным и имел красивый узор, типа водяных капель, очень важно держать воздуховод закрытым, и перемещать стеклянный лист в устройство охлаждения для закалки, когда температура глазури достигнет температуры плавления при быстром нагреве. Когда воздуховод горизонтальной закалочной печи закрыт, глазурь в горизонтальной закалочной печи не подвергается воздействию потока воздуха. Таким образом, деформация узора на глазури может быть предотвращена заранее. Кроме того, когда закалка выполняется при температуре плавления глазури, глазурь образует прозрачные капельки, типа водяного пара, и затем они застывают.
[11] В декоративной листовом стекле внешний вид, который имеет стекло, считается важным, и, в частности, декоративный узор на глазури служит важным критерием для определения качества изделия.
[12] Следовательно, при изготовлении декоративного листового стекла с помощью горизонтальной закалочной печи отсутствие воздушного потока в горизонтальной закалочной печи может быть достигнуто путем механической или химической регулировки. Поэтому определение максимальной температуры плавления глазури выполняется квалифицированным технологом, имеющим продолжительный опыт работы в области производства декоративного листового стекла.
[13] До последнего времени использовались разнообразные типы горизонтальных закалочных печей, такие как печи с электрическим нагревом, конвекционные печи с газовым нагревом или печи с принудительной конвекцией, и их количество постоянно увеличивается. Кроме того, постоянно повышается производительность горизонтальных закалочных печей. Более того, горизонтальные закалочные печи даже одного типа могут иметь различные размеры. Печи даже одного размера отличаются по конструкции и характеристикам в зависимости от фирмы-производителя. Кроме того, типы глазури также отличаются.
[14] В результате технологу непросто определять максимальную температуру плавления и выполнять быстрый нагрев и закалку с помощью горизонтальной закалочной печи для производства декоративного листового стекла путем приобретения опыта.
[15] Тем не менее, горизонтальная закалочная печь изготавливается с учетом назначения, которое заключается в упрочнении стекла в дополнение к изготовлению декоративного листового стекла. Таким образом, функционирование дорогостоящей горизонтальной закалочной печи, эквивалентное миллионам долларов с точки зрения приобретения опыта для производства декоративной стеклянной плитки, может быть нерентабельным.
Раскрытие изобретения
[16] Квалифицированный специалист, который приобрел опыт в производстве декоративного листового стекла путем проб и ошибок, легко выполнит быстрый нагрев и закалку с помощью горизонтальной закалочной печи.
[17] Следовательно, предлагаемое изобретение выполнено с учетом указанных выше проблем, и целью предлагаемого изобретения является способ производства декоративного листового стекла, при котором возможно еще более простое проведение быстрого нагрева и закалки в процессе производства декоративного листового стекла, в котором глазурь сплавляется со стеклянной плиткой с помощью горизонтальной закалочной печи.
[18] Другой целью предлагаемого изобретения является способ изготовления декоративного листового стекла, при котором возможно определение точного значения максимальной температуры плавления глазури в зависимости от типа горизонтальной закалочной печи, толщины стеклянного листа и типа глазури.
Техническое решение
[19] В соответствии с аспектом предлагаемого изобретения указанная цель и другие цели могут быть достигнуты путем предложения способа изготовления декоративного листового стекла с помощью горизонтальной закалочной печи, включающего нанесение глазури на поверхность стеклянного листа, и проведение быстрого нагрева и закалки стеклянного листа с помощью горизонтальной закалочной печи, способ далее включает определение глазури, состав компонентов которой регулируется таким образом, чтобы температура плавления глазури находилась в заданном диапазоне температур плавления глазури и имела значение на 10°С выше температуры плавления стекла; нанесение глазури на поверхность стеклянного листа, и быстрый нагрев стеклянного листа при температуре нагрева внутри горизонтальной закалочной печи, которая соответствует заданному диапазону температур плавления глазури в горизонтальной закалочной печи, в которой быстрый нагрев выполняется при регулировке времени нагрева с помощью первого регулировочного фактора, который простым способом настраивается по времени нагрева при заданной температуре закаливания флоат-стекла; и быстрое охлаждение стеклянного листа с глазурью путем регулировки условий охлаждения с помощью второго регулировочного фактора, который простым способом настраивается в соответствии с условиями охлаждения для закалки флоат-стекла после быстрого нагрева.
[20] В соответствии с другим аспектом данного изобретения предлагается способ изготовления декоративного листового стекла с помощью горизонтальной закалочной печи, который включает нанесение глазури на поверхность стекла, и быстрый нагрев и закалку стеклянного листа с помощью горизонтальной закалочной печи, способ далее включает бессвинцовую глазурь, состав компонентов которой регулируется таким образом, чтобы температура плавления бессвинцовой глазури лежала в заданном диапазоне температур плавления, определенном как температура на 10°С выше температуры закаливания стекла; нанесение бессвинцовой глазури на поверхность стеклянного листа, и быстрый нагрев стеклянного листа при температуре нагрева внутри горизонтальной закалочной печи, которая соответствует заданному диапазону температур плавления бессвинцовой глазури в горизонтальной закалочной печи, в которой быстрый нагрев выполняется путем регулировки времени нагрева, такого, при котором время нагрева на 10-15% больше, чем время нагрева до температуры закаливания флоат-стекла; и быстрое охлаждение бессвинцовой глазури, сплавленной со стеклянным листом путем регулировки условий охлаждения с помощью первого регулировочного фактора, который простым способом настраивается в соответствии с условиями охлаждения для закалки флоат-стекла после быстрого нагрева.
[21] В соответствии с еще одним аспектом предлагаемого изобретения предлагается способ изготовления декоративного листового стекла с помощью горизонтальной закалочной печи, включающий нанесение глазури на поверхность стеклянного листа, и быстрый нагрев и закалка стеклянного листа с помощью горизонтальной закалочной печи, способ далее включает свинцовую глазурь, состав компонентов которой регулируется таким образом, чтобы температура плавления свинцовой глазури находилась в заданном диапазоне температур плавления свинцовой глазури, определенной как температура на 10°С выше температуры закаливания стекла; нанесение свинцовой глазури на поверхность стеклянного листа, и быстрый нагрев стеклянного листа при температуре нагрева внутри горизонтальной закалочной печи, которая соответствует заданному диапазону температур плавления хрусталя в горизонтальной закалочной печи, в которой быстрый нагрев производится за счет регулировки времени нагрева таким образом, что время нагрева составляет величину, на 0-10% больше, чем время нагрева до температуры закаливания флоат-стекла; и быстрое охлаждение стеклянного листа со свинцовой глазурью за счет регулировки условий охлаждения с помощью регулировочного фактора, который простым способом устанавливается в соответствии с условиями закалки флоат-стекла после быстрого нагрева.
[22] В настоящих технических условиях "горизонтальная закалочная печь является" является общим названием для печей нагрева, в которые стеклянный лист помещается в горизонтальном положении.
Преимущества изобретения
[23] При производстве декоративного листового стекла, когда глазурь сплавляется со стеклянным листом с помощью горизонтальной закалочной печи, предлагаемое изобретение позволяет выполнять быстрый нагрев и закалку более простым способом с помощью горизонтальной закалочной печи путем использования относительного коэффициента, связывающего условия нагрева и охлаждения при быстром нагреве и закалке для упрочнения стандартного флоат-стекла. Кроме того, максимальная температура плавления глазури может быть определена почти точно в соответствии с типом горизонтальной закалочной печи, толщины стеклянного листа и типом глазури опытным путем.
Краткое описание чертежей
[24] Указанные выше цели, характеристики и другие преимущества предлагаемого изобретения можно более четко представить из приведенного далее детального описания с учетом сопроводительных чертежей, в которых:
[25] На фиг.1 представлена фазовая диаграмма, на которой показана максимальная температура плавления при производстве декоративного листового стекла с помощью горизонтальной закалочной печи; и
[26] На фиг.2-5 приведены кривые нагрева для стеклянного листа, помещенного в горизонтальную закалочную печь в соответствии с осуществлением предлагаемого изобретения.
Предпочтительный способ осуществления изобретения
[27] Предлагаемое изобретение будет теперь описано более подробно со ссылкой на сопроводительные чертежи.
[28] При осуществлении предлагаемого изобретения декоративное листовое стекло изготавливается со сплавленной со стеклянным листом глазурью с помощью горизонтальной закалочной печи. Из имеющихся типов горизонтальных закалочных печей предпочтительным является использование горизонтальной закалочной печи с электрическим нагревом. Горизонтальная закалочная печь с электрическим нагревом имеет преимущество, которое заключается в том, что в горизонтальной закалочной печи не формируется воздушный поток при изготовлении декоративного листового стекла с помощью горизонтальной закалочной печи.
[29] Горизонтальная закалочная печь, используемая в предлагаемом изобретении, в основном, включает нагревательную печь и устройство охлаждения. Датчик для определения температуры окружающей среды (далее - «температура в нагревательной печи») в нагревательной печи установлен внутри нагревательной печи. Технолог может установить необходимую температуру внутри горизонтальной закалочной печи с помощью наружной панели управления, которая соединена электрически с блоком управления горизонтальной закалочной печи. В основном заданная температура для закалки стеклянной плитки в горизонтальной закалочной печи устанавливается производителем по умолчанию или приводится в инструкции по эксплуатации.
[30] При производстве декоративного листового стекла с помощью горизонтальной закалочной печи по способу, описанному в предлагаемом изобретении, выполняется быстрый нагрев и закалка, что обеспечивает массовое производство декоративного листового стекла. При производстве декоративного листового стекла с глазурью, сплавленной со стеклянным листом с помощью горизонтальной закалочной печи, максимальная температура плавления глазури является важным фактором.
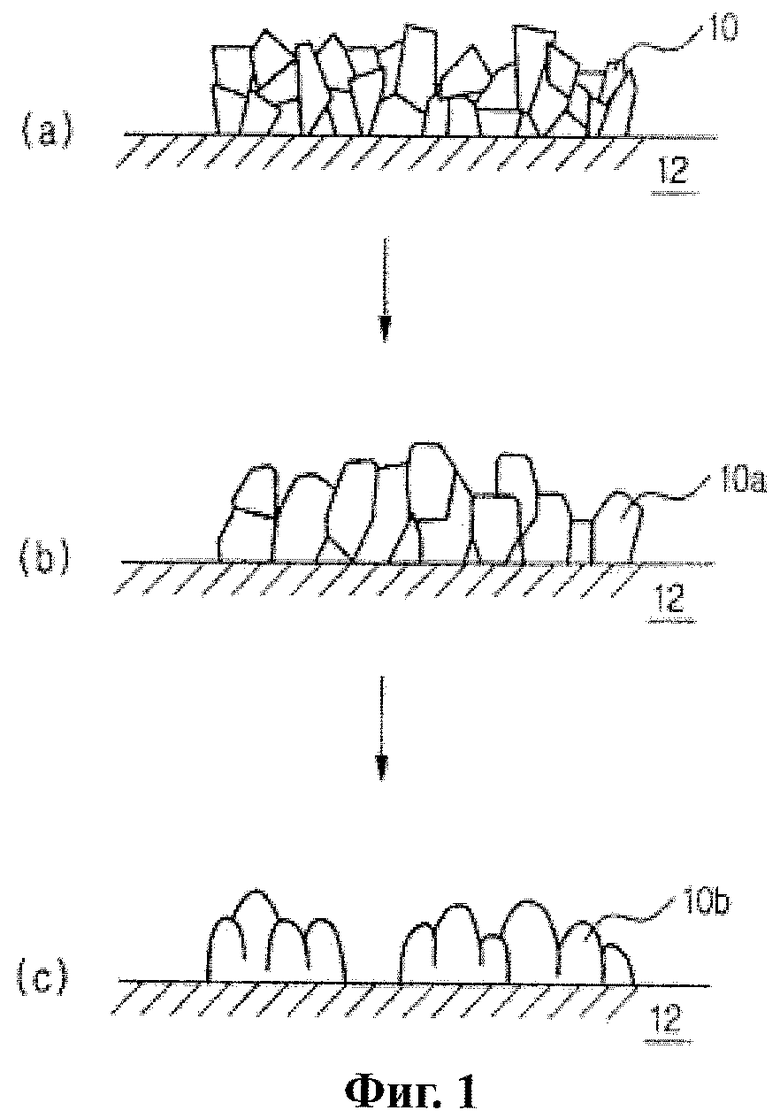
[31] Максимальной температурой плавления глазури считается температура, при которой глазурь в порошкообразном виде переходит в жидкое состояние. В жидкой глазури создается поверхностное натяжение, за счет которого образуются прозрачные связанные капли типа водяных капель.
[32] В соответствии с фиг.1 порошок глазури с размерами частиц, такими как у сахара, расплавляется быстро. Как показано на фиг.1,а, глазурь в виде твердого порошка 10 на стеклянном листе 12 остается в твердом виде в течение продолжительного времени, даже при длительном нагреве. Затем глазурь 10 мгновенно расплавляется в капле жидкости 10а. Затем в каплях жидкости 10а создается поверхностное натяжение, за счет которого образуются прозрачные связанные капли 10b, типа водяных капель. Такое связанное состояние глазури называется "максимальная температура плавления".
[33] Время, которое прошло от момента, когда глазурь перешла в жидкое состояние, до момента, когда начали образовываться связанные капли, определено как "время достижения максимальной температуры плавления". В соответствии с исследованиями, проведенными автором предлагаемого изобретения, время достижения максимальной температуры плавления является очень незначительным и составляет от 10 до 20 секунд, хотя имеются небольшие отклонения в зависимости от количества глазури, нанесенной на стеклянный лист.
[34] Связанное состояние глазури при максимальной температуре плавления, когда глазурь представляет собой прозрачные капли, типа водяных капель, сохраняется не постоянно. По мере того как проходит время от момента достижения максимальной температуры плавления, например 30 секунд, связанная жидкая глазурь в виде водяных капель медленно расплывается в стороны. Следовательно, производитель декоративного листового стекла должен обеспечить систему для быстрого охлаждения стеклянной плитки при максимальной температуре плавления.
[35] В технических условиях предлагаемого изобретения время сохранения глазури в связанном состоянии в виде прозрачных капель, типа водяных капель, когда глазурь достигает максимальной температуры плавления, определено как "время поддержания максимальной температуры плавления". Значения для "времени достижения максимальной температуры плавления" и "времени поддержания максимальной температуры плавления" получены автором путем проведения многократных экспериментов в лабораторных условиях и в реальных условиях производства декоративного листового стекла (стеклянной плитки).
[36] В декоративной стеклянной плитке внешний вид стекла считается очень важным по той причине, что внешний вид служит критерием характеристик и качества изделия.
[37] Следовательно, при производстве декоративного листового стекла с помощью горизонтальной закалочной печи, кроме максимальной температуры плавления, очень важным является состояние стеклянной плитки, которая будет основой. То есть дефекты, такие как трещины на самом стекле, не должны образовываться. В случае если стеклянная основа повреждена в процессе изготовления декоративного листового стекла, оно не имеет ценности как декоративное листовое стекло, даже если на стекле имеется качественный узор из глазури.
[38] В предлагаемом изобретении для того чтобы предотвратить повреждение стекла, изготовление декоративного листового стекла с помощью горизонтальной закалочной печи выполняется при температуре, превышающей температуру закаливания стеклянного листа. Более того, оно выполняется таким образом, что диапазон температур плавления глазури установлен на температуру, несколько превышающую температуру закаливания стеклянного листа.
[39] В соответствии с данными, имеющимися в литературе, температура закаливания стеклянного листа составляет около 620°С. Этот факт приведен в работе I.C/Kramer "HORIZONTAL TOUGHENING DESIGN FEATURES CONVECTIVE HEATING", Glass International, 1993.
[40] В соответствии с этой работой, утверждается, что "температура размягчения обычного стеклянного листа составляет 530°С, и температура закаливания составляет около 620°С. Для предотвращения деформации стеклянного листа, который предполагается нагревать таким образом, что стеклянный лист, помещенный в закалочную печь с температурой, превышающей температуру размягчения и достигающей температуры закаливания примерно 620°С, керамический вал должен постоянно двигаться возвратно-поступательно».
[41] В то же время температура закаливания стеклянного листа - это температура самого стеклянного листа, а не температура внутри горизонтальной закалочной печи. То есть температура закаливания стеклянного листа является температурой поверхности стекла и сердцевины стекла.
[42] Температура закаливания стеклянного листа (далее - "температура закаливания стекла") является независимой величиной, а не величиной, зависящей от большого количества внешних факторов (то есть тип, размер, градиент температуры внутри печи, усовершенствование характеристик горизонтальной закалочной печи). То есть температура закаливания является величиной, присущей стеклянному листу.
[43] Следовательно, при осуществлении предлагаемого изобретения для предотвращения повреждения основы стеклянного листа собственная температура, влияющая на стеклянный лист, измеряется непосредственно таким образом, что быстрый нагрев выполняется до тех пор, пока температура не достигнет температуры закаливания стекла. Кроме того, температура плавления глазури также устанавливается в диапазоне температур закаливания стекла
[44] Диапазон температур плавления глазури в соответствии с осуществлением предлагаемого изобретения предпочтительно устанавливается в диапазоне температур, на 10°С превышающих температуру закаливания стекла. То есть поскольку температура закаливания стекла составляет 620°С, заданный диапазон температур плавления глазури в соответствии с осуществлением предлагаемого изобретения составляет от 620 до 630°С.
[45] Заданный диапазон температур плавления глазури может составлять 630°С или выше. Однако учитывая сложности, возникающие при постоянном возвратно-поступательном движении керамического вала внутри печи с целью предотвращения деформации стеклянного листа в горизонтальной закалочной печи после прохождения температуры размягчения, предпочтительно задавать диапазон температур плавления глазури как 620-630°С.
[46] Вообще говоря, в качестве глазури может быть использована хорошо известная свинцовая глазурь. Свинцовая глазурь представляет собой глазурь, одним из компонентов которой является свинец. В частности, свинцовая глазурь представляет собой глазурь, содержащую 75% или более свинца (Рb) и 5% или более кадмия (Cd). Примеры составляющих компонентов свинцовой глазури включают SiO2, B2O3, Na2O, ZnO, PbO, Cd, K2O, Fe2O3, СаО и Al2O3.
[47] В противоположность свинцовой глазури, бессвинцовая глазурь, не содержащая свинца (Рb), предложена автором предлагаемого изобретения. Имеются три примера предпочтительных составляющих компонентов бессвинцовой глазури:
[48] (1) Составляющие компоненты бессвинцовой глазури Примера 1:
[49] Na2O, ZnO, B2O3, SiO2, TiO2, ZrO2, Al2O3, K2O, Mg, СаСО3, Nd и F.
[50] (2) Составляющие компоненты бессвинцовой глазури Примера 2:
[51] Na2O, ZnO, B2O3, SiO2, СаО, Al2O3, BaO, SrO, Li2O3, Fe2O и ZrO2.
[52] (3) Составляющие компоненты бессвинцовой глазури Примера 3:
[53] Na2O, ZnO, B2O3, SiO2, СаО, Al2O3, BaO, Li2O3, и SrO.
[54] Температура плавления свинцовой и бессвинцовой глазури лежит в диапазоне от 300 до 1000°С в зависимости от их состава компонентов и их соотношения.
[55] Автор предлагаемого изобретения определил основной составляющий компонент, который определяет температуру плавления глазури. Регулируя содержание составляющих компонентов, температуру плавления глазури, можно задать таким образом, что она попадет в установленный диапазон температур плавления глазури в предлагаемом изобретении, то есть в заданный диапазон от 620 до 630°С.
[56] В случае свинцовой глазури предпочтительной является регулировка компоненты PbO (свинец) относительно составляющих компонентов свинцовой глазури таким образом, чтобы задать температуру плавления глазури в установленном диапазоне температур плавления от 620 до 630°С. В случае бессвинцовой глазури компоненты Na2O (оксид натрия) и B2O3 (оксид бора) относительно составляющих компонентов бессвинцовой глазури отрегулированы таким образом, чтобы задать температуру плавления глазури в заданном диапазоне температур плавления от 620 до 630°С.
[57] В частности, в случае бессвинцовой глазури предпочтительные составляющие компоненты и их соотношение в соответствии с осуществлением предлагаемого изобретения могут задать температуру плавления глазури в заданном диапазоне температур плавления глазури - от 620 до 630°С, что приведено в следующих Таблицах 1-3.
[61] Данные Таблиц 1-3 подтверждают, что бессвинцовая глазурь, используемая при осуществлении предлагаемого изобретения, содержит В2О3 (оксид бора), Na2O (оксид натрия), ZnO (оксид цинка) и СаСО3 (карбонат кальция), а не свинец (Pb), кадмий (Cd) и литий (Li) в качестве составляющих компонентов обычной свинцовой глазури, приведенных в Таблице 1.
[62] Бессвинцовая глазурь, используемая при осуществлении данного изобретения, имеет размер частиц φ от 0.2 мм до φ 1.0 мм и коэффициент расширения от 90 до 91×10/°С. Температура плавления бессвинцовой глазури лежит в диапазоне от 620 до 630°С. Следовательно, максимальная температура плавления глазури устанавливается в диапазоне от 620 до 630°С.
[63] Когда бессвинцовая глазурь, имеющая вышеуказанный состав компонентов, подготовлена и нанесена на листовое стекло, глазурь, сплавленная с поверхностью стекла, прозрачная и блестящая. Деформация и обесцвечивание глазури не развивается на воздухе. Более того, поскольку в составе глазури нет тяжелых металлов, не возникает коррозия, и тяжелый металл не выходит на поверхность стеклянной плитки.
[64] Автором было установлено, что глазурь, подготовленная в соответствии с осуществлением предлагаемого изобретения, имеет максимальную температуру плавления в заданном диапазоне температур плавления глазури, в диапазоне от 685 до 710°С внутри электрической печи с тепловым излучением.
[65] Для предотвращения повреждения основы стеклянного листа автор предлагаемого изобретения непосредственно измерял температуру самого стеклянного листа (внутреннюю) при помещении в горизонтальную закалочную печь. Данные были получены при измерении температуры до момента, когда температура достигала значения температуры закаливания стекла (около 620°С). Горизонтальная закалочная печь, которая использовалась при проведении эксперимента, представляла собой электрическую печь с тепловым излучением. Для быстрого нагрева температура нагрева в горизонтальной закалочной печи размером 2.1 м × 4.5 м составляла 705°С, а в горизонтальной закалочной печи размером 1.8 м × 2.4 м температура нагрева составляла 695°С.
[66] Для непосредственного измерения температуры (внутренней) самого стеклянного листа, помещенного в горизонтальную закалочную печь, автор предлагаемого изобретения установил несколько бесконтактных инфракрасных термометров внутри нагревательной печи. Значения температур стеклянного листа, полученные при помощи каждого термометра, усреднялись, и рассчитывалось результирующее значение температуры. В качестве каждого бесконтактного инфракрасного термометра использовались бесконтактные инфракрасные термометры производства корпорации Raytek.
[67] При осуществлении предлагаемого изобретения наиболее предпочтительной является такая установка бесконтактных инфракрасных термометров в горизонтальной закалочной печи, когда измеряемая температура самого стеклянного листа достигает температуры закаливания стекла, блок управления горизонтальной закалочной печи учитывает "время достижения максимальной температуры плавления" и "время поддержания максимальной температуры плавления", и тогда работа горизонтальной закалочной печи немедленно прекращается. В таком случае любой технолог может вынуть декоративное листовое стекло из нагревательной печи при максимальной температуре плавления глазури.
[68] Однако на практике разработанный для этого бесконтактный инфракрасный термометр, то есть такой термометр, с помощью которого можно непосредственно измерять температуру самой плитки, не может быть установлен в горизонтальной закалочной печи в течение продолжительного времени или временно. Бесконтактный инфракрасный термометр, установленный в горизонтальной закалочной печи, работает нормально в начале, но с течением времени повреждается из-за воздействия высокой температуры внутри горизонтальной закалочной печи и быстро выходит из строя.
[69] Хотя такой бесконтактный инфракрасный термометр не может быть установлен на продолжительное время или временно, имеется достаточно времени для проведения эксперимента, пока бесконтактный инфракрасный термометр работает нормально. Следовательно, если исследуются различные соотношения по мере того как температура стеклянного листа, измеряемая бесконтактно, достигает 620°С, температура закаливания стекла может измеряться косвенно с использованием определенных соотношений примерно таким же способом, как при использовании бесконтактного инфракрасного термометра.
[70] Автор предлагаемого изобретения проводил измерения температуры стеклянной плитки внутри горизонтальной закалочной печи с помощью бесконтактного инфракрасного термометра до достижения значения температуры 620°С. Измерения были проведены для флоат-стекла, стеклянного листа с нанесенной глазурью и стеклянного листа с нанесенной бессвинцовой глазурью. Все стеклянные листы были классифицированы по толщине и времени нагрева до момента, когда собственная температура стеклянного листа достигала температуры закаливания.
[71] Автор предлагаемого изобретения получил кривые нагрева, представленные на фиг.2-5, путем проведения большого количества экспериментов в лабораторных и заводских условиях.
[72] Фиг.2-5 представляют собой кривые нагрева стеклянного листа, помещенного в горизонтальную закалочную печь в соответствии с осуществлением предлагаемого изобретения. По вертикальным осям отложено время нагрева [сек], а по горизонтальным - температура [°С].
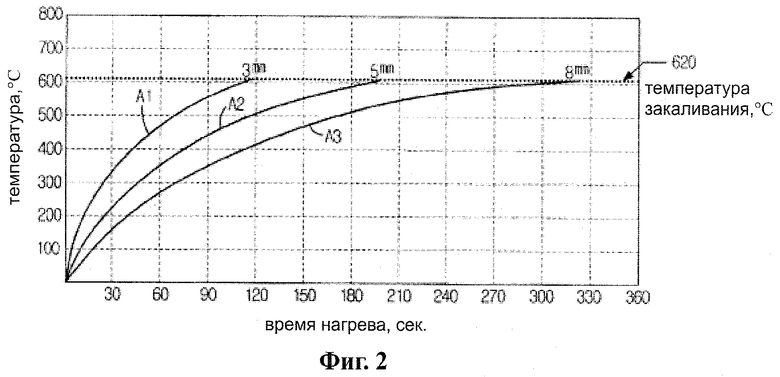
[73] Фиг.2 представляет собой кривые нагрева флоат-стекла толщиной 3 мм, 5 мм, и 8 мм в электрической печи с тепловым излучением.
[74] Кривая нагрева, приведенная на фиг.2 в соответствии с изменением температуры для каждого времени нагрева, показана в Таблице 4.

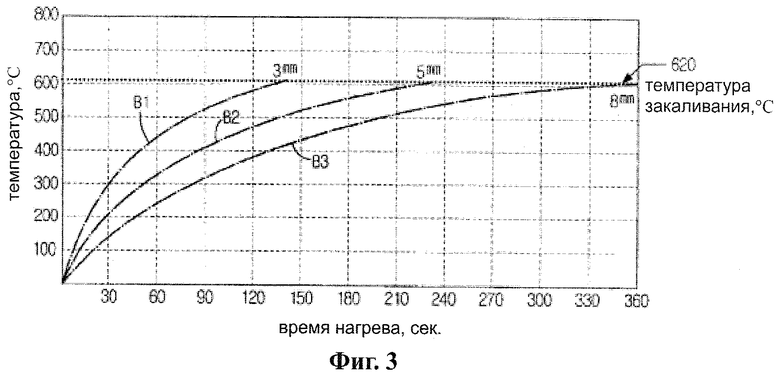
[76] На фиг.3 представлена кривая нагрева стеклянных листов, имеющих толщину 3 мм, 5 мм и 8 мм, на которые нанесена бессвинцовая глазурь с размерами частиц от 0.2 до 1.0 мм в электрической печи с тепловым излучением.
[77] Кривая нагрева, приведенная на фиг.3 в соответствии с изменением температуры для каждого времени нагрева, показана в Таблице 5.

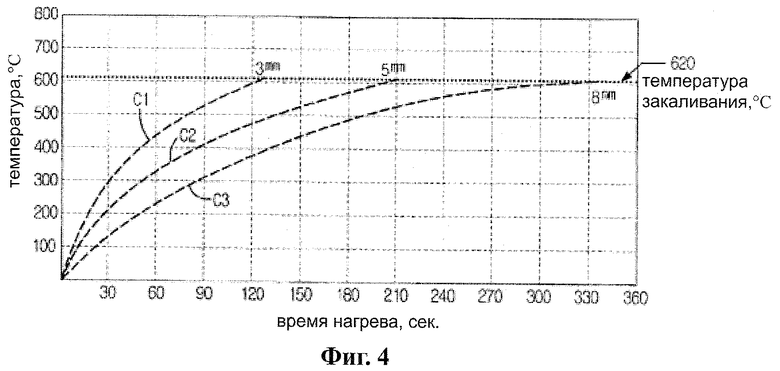
[79] На фиг.4 представлена кривая нагрева стеклянных листов, имеющих толщину 3 мм 5 мм и 8 мм, на которые нанесена бессвинцовая лазурь с размерами частиц от 0.2 до 1.0 мм, в электрической печи с тепловым излучением.
[80] Кривая нагрева, приведенная на фиг.4 в соответствии с изменением температуры для каждого времени нагрева, приведена в Таблице 6.

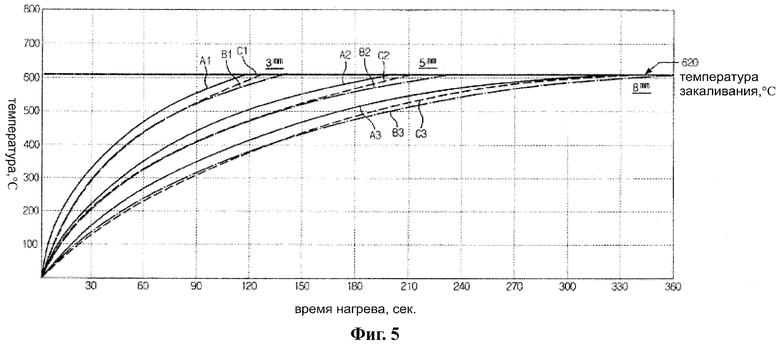
[82] На фиг.5 приведены сравнительные кривые нагрева, представляющие одновременно кривые нагрева, показанные на фиг.2-4. A1, A2, и A3 представляют собой кривые нагрева для флоат-стекла толщиной 3 мм 5 мм и 8 мм соответственно. B1, B2 и В3 представляют собой кривые нагрева для листового стекла, толщиной 3 мм 5 мм и 8 мм, на которые нанесена бессвинцовая глазурь соответственно. C1, C2, и С3 представляют собой кривые нагрева для листового стекла толщиной 3 мм 5 мм и 8 мм, на которые нанесена глазурь соответственно.
[83] Как видно из фиг.2-5 и Таблиц 4-6, автор предлагаемого изобретения подтвердил тот факт, что время нагрева до достижения максимальной температуры плавления глазури, когда температура листового стекла внутри горизонтальной закалочной печи достигает 620°С, а время нагрева флоат-стекла без глазури является относительной величиной.
[84] Листовое стекло (B1, B2, и В3) с нанесенной глазурью имеет время нагрева (в зависимости от толщины) на 10-15% больше, чем время нагрева (в зависимости от толщины) флоат-стекла (A1, A2, и A3), как это видно из сравнительных кривых нагрева, показанных на фиг.5. Более того, листовое стекло (C1, C2, и С3) с нанесенной свинцовой глазурью имеет время нагрева (в зависимости от толщины) на 0-10% больше, чем время нагрева (в зависимости от толщины) флоат-стекла (А1, А2, и A3), что также видно из фиг.5.
[85] Как уже было предсказано, что большее количество тепловой энергии требуется для плавления глазури, нанесенной на поверхность листового стекла по сравнению с количеством тепловой энергии для нагревания флоат-стекла. Таким образом, большое значение имеет тот факт, что экспериментально могут быть получены относительные соотношения для флоат-стекла.
[86] Кроме того, основное отличие между свинцовой глазурью и бессвинцовой глазурью состоит в большом количестве свинца (Pb) и кадмия (Cd), в отличие от от бессвинцовой глазури, как уже указывалось выше. Другое отличие заключается в том, что "время достижения максимальной температуры плавления" при закалке отличается.
[87] Автор предлагаемого изобретения провел эксперимент, в результате чего было установлено, что время достижения максимальной температуры плавления бессвинцовой глазури меньше, чем время достижения максимальной температуры плавления свинцовой глазури. В эксперименте при поддержании температуры глазури в заданном диапазоне температур плавления от 620 до 630°С время достижения максимальной температуры плавления свинцовой глазури, когда твердая глазурь переходит в жидкое состояние, составляет около 30 секунд. С другой стороны, измеренное время достижения максимальной температуры плавления бессвинцовой глазури составляет около 15 секунд.
[88] Данные относительно времени достижения максимальной температуры плавления бессвинцовой глазури и свинцовой глазури обычно используются при определении максимальной температуры плавления.
[89] Между тем, сравнивалось время нагрева для бессвинцовой глазури и свинцовой глазури, время нагрева для бессвинцовой глазури было примерно на 10-15% больше, чем время нагрева для свинцовой глазури.
[90] Этот эксперимент подтвердил, что бессвинцовая глазурь требует продолжительности нагрева на 10-15% больше по сравнению со свинцовой глазурью. Кроме того, бессвинцовая глазурь требует температуры примерно на 2% больше, чем свинцовая глазурь. Такая информация относительно регулировки времени нагрева и относительной температуры может быть использована при определении максимальной температуры плавления соответствующего типа глазури.
[91] Кроме того, было подтверждено соотношение между температурой внутри нагревательной печи и размером горизонтальной закалочной печи, когда температура самого листового стекла лежит в диапазоне 620-630°С после помещения листового стекла с нанесенной глазурью в горизонтальную закалочную печь. Когда горизонтальная закалочная печь представляет собой электрическую печь с тепловым излучением площадью (ширина × длина) внутри нагревательной печи от 4 до 10 м2, температура внутри нагревательной печи составляет от 685 до 695°С. Когда горизонтальная закалочная печь представляет собой электрическую печь с тепловым излучением площадью (ширина × длина) внутри нагревательной печи от 10 до 18 м2, температура внутри нагревательной печи составляет от 695 до 705°С. Высота внутри нагревательной печи электрической печи с тепловым излучением почти одинакова и не зависит от типа печи. Температура внутри нагревательной печи, составляющая от 685 до 705°С, может быть несколько изменена путем совершенствования характеристик нагревательной печи или износом горизонтальной закалочной печи.
[92] При осуществлении предлагаемого изобретения температура нагрева внутри горизонтальной закалочной печи при быстром нагреве при производстве декоративного листового стекла задается таким образом, что температура нагрева составляет от 685 до 695°С в случае электрической печи с тепловым излучением площадью (ширина × длина) внутри нагревательной печи от 4 до 10 м2, и температура нагрева составляет от 695 до 705°С в случае электрической печи с тепловым излучением площадью (ширина × длина) внутри нагревательной печи от 10 до 18 м2.
[93] При проведении закалки после выемки листового стекла со сплавленной с листом глазурью при максимальной температуре плавления путем быстрого нагрева и перемещения листового стекла в охлаждающее устройство горизонтальной закалочной печи оптимальное состояние для закаливания достигается регулировкой давления охлаждающего воздуха и времени закалки для каждого значения толщины листового стекла.
[94] Когда листовое стекло имеет толщину 2 мм, закалка проводится при сокращении давления охлаждающего воздуха на 45-55% (предпочтительно 50%) и увеличении на 15-25% (предпочтительно 20%) времени закалки по сравнению с условиями охлаждения, заданными в каждой печи для охлаждения флоат-стекла. Отсюда в соответствии с заданными условиями охлаждения для каждой печи охлаждение осуществляется таким образом, чтобы получить декоративное стекло оптимального качества.
[95] Когда выполняется закалка листового стекла толщиной 3 мм и 3.2 мм при сокращении на 35-45% (предпочтительно 40%) давления охлаждающего воздуха и увеличении времени-закалки на 30-40% (предпочтительно 35%) времени закалки по сравнению с условиями охлаждения, установленными в каждой печи для закалки флоат-стекла для получения декоративного листового стекла оптимального качества.
[96] Когда листовое стекло имеет толщину 4 мм и 5 мм, закалка осуществляется при сокращении давления охлаждающего воздуха на 25-35% (предпочтительно 30%) и увеличении времени закалки на 15-25% (предпочтительно 20%) по сравнению с условиями охлаждения, заданными в каждой печи для закалки флоат-стекла для получения декоративного листового стекла оптимального качества.
[97] Когда листовое стекло имеет толщину 6 мм, 8 мм, 10 мм и 12 мм, закалка проводится при тех же условиях охлаждения (то есть давление охлаждающего воздуха, время закалки, время охлаждения, и т.д.), установленных для каждой печи для закалки флоат-стекла для получения декоративного листового стекла оптимального качества.
[98] Те же условия охлаждения для флоат-стекла применялись в качестве условий охлаждения листового стекла при толщине 6 мм или больше. Таким образом, автор предлагаемого изобретения установил, что когда толщина листового стекла достаточна большая, чтобы можно было пренебречь толщиной слоя глазури, который составляет примерно 0.7-0.9 мм на поверхности листового стекла, те же самые условия для закалки основы листового стекла могут быть использованы при реализации способа охлаждения декоративного листового стекла.
[99] Как уже указывалось в приведенных выше экспериментах, при производстве декоративного листового стекла путем быстрого нагрева и закалки с помощью горизонтальной закалочной печи после нанесения глазури на поверхность листового стекла, во-первых, были подготовлены следующие типы глазури в соответствии с осуществлением предлагаемого изобретения. То есть глазурь была подготовлена путем регулировки компонентного состава таким образом, что температура плавления глазури лежала в заданном диапазоне (620-630°С) температур плавления глазури, определенном как температура на 10°С выше температуры закаливания стекла 620°С.
[100] Подготовленная глазурь в соответствии с предлагаемым изобретением была нанесена на поверхность стеклянной плитки, а затем быстро нагрета при температуре нагрева от 685 до 705°С внутри горизонтальной закалочной печи, что соответствует температуре плавления глазури в диапазоне 620-630°С в горизонтальной закалочной печи. Быстрый нагрев выполняется путем регулировки времени нагрева с помощью первого регулировочного фактора, который простым способом устанавливается по температуре закаливания и времени нагрева флоат-стекла.
[101] Первый регулировочный фактор определяет время нагрева таким образом, что время нагрева составляет величину на 0-15% больше, чем время нагрева при температуре закаливания флоат-стекла. Когда глазурь представляет собой бессвинцовую глазурь, время нагрева должно составлять на 10-15% больше, чем время нагрева при температуре закаливания флоат-стекла. Когда глазурь представляет собой свинцовую глазурь, время нагрева должно составлять на 0-10% больше, чем время нагрева при температуре закаливания флоат-стекла.
[102] После быстрого нагрева листовое стекло с глазурью закаливается путем регулировки условий охлаждения с помощью второго регулировочного фактора, который простым способом устанавливается в соответствии с условиями охлаждения для закалки флоат-стекла, таким образом обеспечивая условия производства декоративного листового стекла. Второй регулировочный фактор определяет условия охлаждения путем регулировки давления охлаждающего воздуха и времени охлаждения в зависимости от толщины листового стекла.
[103] Первый регулировочный фактор для быстрого нагрева, второй регулировочный фактор для охлаждения и другие упомянутые регулировочные факторы выведены на панель управления. Таким образом, технолог, не полагаясь на свой опыт, может быстро вынимать листовое стекло с наплавленной глазурью из нагревательной печи при максимальной температуре плавления глазури. Далее, листовое стекло с наплавленной глазурью, помещенное в устройство охлаждения, может быть подвержено закалке в оптимальном состоянии при производстве декоративного листового стекла.
[104] Автор предлагаемого изобретения приводит эти экспериментальные результаты и применяет их в реальном производственном процессе в качестве примера. В итоге автор предлагаемого изобретения получил декоративное листовое стекло очень высокого качества.
Способ осуществления изобретения
[105] Пример приготовления 1
[106] Использовалась бессвинцовая глазурь (средний размер частиц от 0.2 до 1.0 мм), которая расплавлена при температуре плавления в диапазоне от 620 до 630°С, то есть при температуре внутри нагревательной печи от 685 до 710°С. На листовое стекло толщиной примерно 2 мм наносили известное адгезивное средство для переноса узора, на которое напылялась глазурь. Затем листовое стекло пропускали через сушильную печь для полного высушивания адгезивного средства.
[107] Затем листовое стекло помещали в электрическую печь с тепловым излучением, размером 2.1 м × 4.5 м и оно отверждалось при температуре нагрева 705°С внутри горизонтальной закалочной печи в течение 80-90 секунд. Затем стекло быстро перемещалось в устройство охлаждения горизонтальной закалочной печи, где закаливалось холодным воздухом при давлении воздуха примерно 18000-22000 Pq в течение примерно 30 секунд. Затем проводилось охлаждение в течение примерно 50-60 секунд. Здесь единица измерения давления Pq является стандартной, значение которой (%) 98 Pa пересчитано по 0.1%.
[108] В приведенном выше эксперименте по подготовке глазурь, сплавленная со стеклянным листом, имела максимальную температуру плавления, а основа декоративного листового стекла имела повышенную прочность.
[109]
[110] Пример приготовления 2
[111] Использовалась бессвинцовая глазурь (средний размер частиц 0.2-1.0 мм), которая была расплавлена при температуре плавления, лежащей в диапазоне 620-630°С, то есть температура внутри нагревательной печи составляла 685-710°С. На листовое стекло толщиной примерно 3 мм наносили известное адгезивное средство для переноса узора, на которое напылялась глазурь. Затем листовое стекло пропускали через сушильную печь для полного высушивания адгезивного средства.
[112] Затем листовое стекло помещали в электрическую печь с тепловым излучением, размером 2.1 м × 4.5 м, и оно отверждалось при температуре нагрева 700°С внутри горизонтальной закалочной печи в течение 140 секунд. Затем листовое стекло быстро перемещалось в устройство охлаждения горизонтальной закалочной печи, где закаливалось потоком воздуха при давлении воздуха примерно 10000-15000 Pq в течение примерно 40 секунд. Затем проводилось охлаждение в течение примерно 80-100 секунд.
[113] В приведенном выше эксперименте глазурь, сплавленная с листовым стеклом, имела максимальную температуру плавления, а основа декоративного листового стекла имела повышенную прочность. Однако не было получена закаленная основа безосколочного стекла.
[114]
[115] Пример приготовления 3
[116] Использовалась бессвинцовая глазурь (средний размер частиц от 0.2 до 1.0 мм), которая была расплавлена при температуре плавления, лежащей в диапазоне 620-630°С, то есть температура внутри нагревательной печи составляла 685-710°С. На листовое стекло толщиной примерно 4 мм наносили известное адгезивное средство для переноса узора, на которое напылялась глазурь.
[117] Затем листовое стекло помещали в электрическую печь с тепловым излучением, размером 2.1 м × 4.5 м, и стекло отверждалось при температуре нагрева 700°С внутри горизонтальной закалочной печи в течение 180 секунд. Затем листовое стекло быстро перемещалось в устройство охлаждения горизонтальной закалочной печи, где листовое стекло закаливалось потоком воздуха при давлении воздуха примерно 4000-4600 Pq в течение примерно 50 секунд. Затем проводилось охлаждение в течение примерно 100-120 секунд.
[118] В приведенном выше эксперименте по подготовке глазурь, сплавленная с листовым стеклом, имела максимальную температуру плавления, а основа декоративного листового стекла имела повышенную прочность. Кроме того, когда давление охлаждающего воздуха в таком процессе было повышено примерно до 6000-6500 Pq, основа декоративного листового стекла превратилась в закаленное безосколочное стекло.
[119]
[120] Пример приготовления 4
[121] Использовалась бессвинцовая глазурь (средний размер частиц от 0.2 до 1.0 мм), которая была расплавлена при температуре плавления, лежащей в диапазоне 620-630°С, то есть температура внутри нагревательной печи составляла 685-710°С. На листовое стекло толщиной примерно 5 мм наносили известное адгезивное средство для переноса узора, на которое напылялась глазурь.
[122] Затем листовое стекло помещали в электрическую печь с тепловым излучением, размером 2.1 м × 4.5 м, и стекло отверждалось при температуре нагрева 700°С внутри горизонтальной закалочной печи в течение 225 секунд. Затем листовое стекло быстро перемещалась в устройство охлаждения горизонтальной закалочной печи, где листовое стекло закаливалось потоком воздуха при давлении воздуха примерно 2300-2500 Pq в течение примерно 80-90 секунд. Затем проводилось охлаждение в течение примерно 100-120 секунд.
[123] В приведенном выше эксперименте по подготовке глазурь, сплавленная с листовым стеклом, имела максимальную температуру плавления, а основа декоративного листового стекла имела повышенную прочность.
[124]
[125] Пример приготовления 5
[126] Использовалась бессвинцовая глазурь (средний размер частиц от 0.2 до 1.0 мм), которая была расплавлена при температуре плавления, лежащей в диапазоне 620-630°С, то есть температура внутри нагревательной печи составляла 685-710°С. На листовое стекло толщиной примерно 6 мм наносили известное адгезивное средство для переноса узора, на которое напылялась глазурь.
[127] Затем листовое стекло помещали в электрическую печь с тепловым излучением, размером 1.8 м × 2.4 м, и листовое стекло отверждалось при температуре нагрева 698°С внутри горизонтальной закалочной печи в течение 270 секунд. Затем листовое стекло быстро перемещалось в устройство охлаждения горизонтальной закалочной печи, где листовое стекло закаливалось потоком воздуха при давлении воздуха примерно 1200-1500 Pq в течение примерно 120 секунд. Затем проводилось охлаждение в течение примерно 130-150 секунд.
[128] В приведенном выше эксперименте по подготовке глазурь, сплавленная с листовым стеклом, имела максимальную температуру плавления, а прочность листового стекла была примерно такой же, как у закаленного безосколочного стекла.
[129]
[130] Примеры приготовления 6-8
[131] На листовое стекло толщиной примерно 8 мм 10 мм и 12 мм наносили известное адгезивное средство для переноса узора, и бессвинцовую глазурь, расплавленную при температуре плавления, лежащей в диапазоне 620-630°С, то есть температура внутри нагревательной печи составляла 685-710°С.Использовалась бессвинцовая глазурь (средний размер частиц 0.2-1.0 мм), расплавленная при температуре плавления 620-630°С, то есть температуре внутри нагревательной печи 685-710°С.
[132] Затем листовое стекло помещали в электрическую печь с тепловым излучением, размером 1.8 м × 2.4 м, и стекло толщиной 8 мм и 10 мм отверждалось при температуре нагрева 690°С, а листовое стекло толщиной 12 мм отверждалось при температуре нагрева 685°С внутри горизонтальной закалочной печи в течение 360, 450 и 540 секунд соответственно. Затем листовое стекло быстро перемещалось в устройство охлаждения горизонтальной закалочной печи, где листовое стекло закаливалось при условиях охлаждения флоат-стекла. Затем проводилось охлаждение в течение примерно 130-150 секунд.
[133] В приведенном выше эксперименте по подготовке глазурь, сплавленная с листовым стеклом, имела максимальную температуру плавления, а основа декоративного листового стекла превратилась в закаленное безосколочное стекло.
[134] В предлагаемом изобретении электрическая печь с тепловым излучением использовалась, в основном, при описании Примеров. Однако могут быть использованы газовые конвекционные плиты или плиты с принудительной конвекцией, поскольку предотвращается возникновение воздушного потока внутри нагревательной печи.
[135] Хотя предпочтительные способы осуществления изобретения были приведены с целью демонстрации, для профессионалов очевидно, что возможны модификации, дополнения и видоизменения без отклонения от сути изобретения, как показано в прилагаемых пунктах формулы изобретения.
Промышленная применимость
[136] Предлагаемое изобретение может быть использовано в производстве декоративного листового стекла (стеклянной плитки).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ДЕКОРАТИВНОГО ПОКРЫТИЯ НА ЗАКАЛЕННЫЕ СТЕКЛА | 2021 |
|
RU2760667C1 |
| БЕССВИНЦОВЫЙ КРИСТАЛЛИЧЕСКИЙ ЛЕД, ИСПОЛЬЗУЕМЫЙ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕКОРАТИВНОГО ЛИСТОВОГО СТЕКЛА, И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2006 |
|
RU2412123C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СТЕКЛА | 1998 |
|
RU2193492C2 |
| Способ резки пластичной ленты стекла | 1982 |
|
SU1087478A1 |
| СПОСОБ СОЗДАНИЯ ДЕКОРАТИВНОГО УКРАШЕНИЯ НА КЕРАМИЧЕСКОЙ ПЛИТКЕ | 1991 |
|
RU2067542C1 |
| УСТРОЙСТВО ДЛЯ ЗАКАЛКИ ЛИСТОВОГО СТЕКЛА И СПОСОБ ЗАКАЛКИ ЛИСТОВОГО СТЕКЛА | 1992 |
|
RU2091339C1 |
| УСОВЕРШЕНСТВОВАНИЯ, КАСАЮЩИЕСЯ ОСТЕКЛЕНИЙ ИЗ ЗАКАЛЕННОГО СТЕКЛА, И СТЕКЛА ДЛЯ ПРИМЕНЕНИЯ В НИХ | 2000 |
|
RU2286963C2 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО СТЕКЛА С ОБОРУДОВАНИЕМ ИЗМЕРЕНИЯ НАПРЯЖЕНИЙ И СПОСОБ УПРАВЛЕНИЯ УСТРОЙСТВОМ ВЫТЯГИВАНИЯ И ЗАКАЛИВАНИЯ ЛИСТОВОГО СТЕКЛА | 2007 |
|
RU2438116C2 |
| Установка для закалки листовогоСТЕКлА | 1978 |
|
SU793950A1 |
| СПОСОБ ПРОИЗВОДСТВА СТЕКЛА | 2003 |
|
RU2255908C2 |
Изобретение относится к способу изготовления декоративного листового стекла. Техническим результатом изобретения является повышение прочности изделий. Способ изготовления декоративного листового стекла с помощью горизонтальной закалочной печи включает подготовку глазури с температурой плавления 620-630°С, что на 10°С выше температуры закаливания стекла, нанесение глазури на поверхность листового стекла, быстрый нагрев до температуры внутри горизонтальной закалочной печи 685-710°С и закалку с помощью горизонтальной закалочной печи. Быстрый нагрев осуществляют с помощью первого регулировочного фактора, включающего регулирование времени нагрева листового стекла толщиной 2-6 мм до температуры закаливания, обеспечивающей получение глянцевой поверхности, причем время нагрева увеличивают с увеличением толщины стекла. Быстрое охлаждение листового стекла толщиной 2-6 мм с нанесенной глазурью осуществляют с помощью второго регулировочного фактора, путем уменьшения давления охлаждающего воздуха в зависимости от толщины стекла, причем с увеличением толщины стекла давление охлаждающего воздуха уменьшается, причем второй регулировочный фактор снижает давление охлаждающего воздуха и увеличивает время охлаждения для листового стекла толщиной от 2 до 6 мм с нанесенной глазурью. При изготовлении листового стекла толщиной 6 мм и больше давление охлаждающего воздуха и время закалки устанавливают таким же образом, как для стекла без глазури после быстрого нагрева. 4 н. и 18 з.п. ф-лы, 5 ил., 8 пр., 6 табл.
1. Способ изготовления декоративного листового стекла с помощью горизонтальной закалочной печи, включающий нанесение глазури на поверхность листового стекла, быстрый нагрев и закалку с помощью горизонтальной закалочной печи, способ дополнительно включает: подготовку глазури с температурой плавления 620-630°С, что на 10°С выше температуры закаливания стекла; нанесение глазури на поверхность листового стекла и быстрый нагрев листового стекла до температуры внутри горизонтальной закалочной печи 685-710°С, что соответствует диапазону температур плавления глазури, причем быстрый нагрев осуществляют с помощью первого регулировочного фактора, включающего регулирование времени нагрева листового стекла толщиной 2-6 мм до температуры закаливания, обеспечивающей получение глянцевой поверхности, причем время нагрева увеличивают с увеличением толщины стекла, быстрое охлаждение листового стекла толщиной 2-6 мм с нанесенной глазурью, контролируемое с помощью второго регулировочного фактора, путем уменьшения давления охлаждающего воздуха в зависимости от толщины стекла, причем с увеличением толщины стекла, давления охлаждающего воздуха уменьшается, причем второй регулировочный фактор снижает давление охлаждающего воздуха и увеличивает время охлаждения для листового стекла толщиной от 2 до 6 мм с нанесенной глазурью, а давление охлаждающего воздуха и время закалки листового стекла толщиной 6 мм и больше устанавливают таким же образом, как для стекла без глазури после быстрого нагрева.
2. Способ по п.1, отличающийся тем, что температуру плавления глазури устанавливают в диапазоне 620-630°С.
3. Способ по п.2, отличающийся тем, что температуру внутри электрической печи с тепловым излучением устанавливают в диапазоне 685-710°С, который соответствует температуре плавления глазури.
4. Способ по п.1 или 2, отличающийся тем, что первый регулировочный фактор определяет время нагрева таким образом, что время нагрева на 0-15% больше, чем время нагрева до температуры закаливания стекла без глазури.
5. Способ по п.4, отличающийся тем, что первый регулировочный фактор определяет время нагрева таким образом, что, когда в качестве глазури используется бессвинцовая глазурь, время нагрева должно быть на 10-15% больше, чем время нагрева до температуры закаливания стекла, а когда в качестве глазури используется свинцовая глазурь, время нагрева должно быть больше на 0-10%, чем время нагрева до температуры закаливания стекла без глазури.
6. Способ по п.1 или 2, отличающийся тем, что температура нагрева внутри горизонтальной закалочной печи составляет 685-710°С.
7. Способ по п.4, отличающийся тем, что первый регулировочный фактор получен экспериментальным путем за счет установки термометра, который измеряет температуру самого листового стекла, внутри горизонтальной закалочной печи.
8. Способ изготовления декоративного листового стекла с помощью горизонтальной закалочной печи, включающий нанесение глазури на поверхность листового стекла, и быстрый нагрев и закалку с помощью горизонтальной закалочной печи, способ дополнительно включает: подготовку глазури с температурой плавления 620-630°С, что на 10°С выше температуры закаливания стекла;
нанесение глазури на поверхность листового стекла и быстрый нагрев листового стекла до температуры внутри горизонтальной закалочной печи 685-710°С, что соответствует диапазону температур плавления глазури, причем быстрый нагрев осуществляют с помощью первого регулировочного фактора, включающего регулирование времени нагрева листового стекла толщиной 2-6 мм до температуры закаливания, обеспечивающей получение глянцевой поверхности, причем время нагрева увеличивают с увеличением толщины стекла,
быстрое охлаждение листового стекла толщиной 2-6 мм с нанесенной глазурью, контролируемое путем уменьшения давления охлаждающего воздуха в зависимости от толщины стекла, причем с увеличением толщины стекла, давления охлаждающего воздуха уменьшается, причем контролируется снижение давление охлаждающего воздуха и увеличение времени охлаждения для листового стекла толщиной от 2 до 6 мм с нанесенной глазурью,
а давление охлаждающего воздуха и время закалки листового стекла толщиной 6 мм и больше устанавливают таким же образом, как для стекла без глазури после быстрого нагрева.
9. Способ изготовления декоративного листового стекла с помощью горизонтальной закалочной печи, включающий нанесение глазури на поверхность листового стекла и быстрый нагрев и закалку с помощью горизонтальной закалочной печи, способ дополнительно включает:
подготовку бессвинцовой глазури с температурой плавления 620-630°С, что на 10°С выше температуры закаливания стекла;
нанесение бессвинцовой глазури на поверхность листового стекла, и быстрый нагрев листового стекла до температуры внутри горизонтальной закалочной печи 685-710°С, что соответствует диапазону температур плавления бессвинцовой глазури, причем быстрый нагрев осуществляется регулированием времени нагрева таким образом, что время нагрева на 10-15% больше, чем время нагрева до температуры закаливания стекла без глазури; и
быстрое охлаждение листового стекла толщиной 2-6 мм с нанесенной бессвинцовой глазурью, контролируемое путем уменьшения давления охлаждающего воздуха в зависимости от толщины стекла, причем с увеличением толщины стекла, давления охлаждающего воздуха уменьшается, причем контролируется снижение давление охлаждающего воздуха и увеличение времени охлаждения для листового стекла толщиной от 2 до 6 мм с нанесенной глазурью,
а давление охлаждающего воздуха и время закалки листового стекла толщиной 6 мм и больше устанавливают таким же образом, как для стекла без глазури после быстрого нагрева.
10. Способ по п.9, отличающийся тем, что бессвинцовая глазурь имеет температуру плавления, заданную в диапазоне 620-630°С.
11. Способ по п.10, отличающийся тем, что заданный диапазон температур плавления бессвинцовой глазури соответствует температуре 685-710°С, которая является температурой внутри электрической печи с тепловым излучением.
12. Способ по п.10, отличающийся тем, что бессвинцовая глазурь имеет компоненты состава, включающие Na2O, ZnO, В2О3, SiO2, TiO2, ZrO2, Аl2О3, K2O, Mg, CaCO3, Nd и F.
13. Способ по п.10, отличающийся тем, что бессвинцовая глазурь имеет компоненты состава, включающие Na2O, ZnO, В2О3, SiO2, CaO, Аl2О3, ВаО, SrO, Li2O3, Fe2O и ZrO2.
14. Способ по п.10, в котором бессвинцовая глазурь имеет компоненты состава, включающие Na2O, ZnO, В2O3, SiO2, CaO, Аl2О3, ВаО, Li2О3 и SrO.
15. Способ по любому из пп.12-14, отличающийся тем, что среди компонентов состава бессвинцовой глазури соотношение компонентов Na2O и В2O3 регулируется таким образом, чтобы температура плавления бессвинцовой глазури лежала в заданном диапазоне 620-630°С.
16. Способ по п.9 или 10, отличающийся тем, что температура нагрева внутри горизонтальной закалочной печи составляет 685-710°С.
17. Способ по п.16, отличающийся тем, что температура нагрева внутри горизонтальной закалочной печи составляет 685-695°С, когда площадь (ширина × длина) внутри нагревательной печи составляет 4-10 м2, и 695-705°С когда площадь (ширина × длина) внутри электрической печи с тепловым излучением составляет 10-18 м2.
18. Способ по п.9 или 10, отличающийся тем, что регулировочный фактор при толщине листового стекла 2 мм обеспечивает закалку путем уменьшения давления охлаждающего воздуха на 45-55% и увеличения времени закалки на 15-25% по сравнению с условиями охлаждения, заданными для каждой печи для охлаждения листового стекла без глазури, а затем осуществляется общее охлаждение при условиях охлаждения, заданных для каждой печи.
19. Способ по п.9 или 10, отличающийся тем, что регулировочный фактор при толщине листового стекла 3 мм и 3,2 мм обеспечивает закалку путем уменьшения давления охлаждающего воздуха на 35-45% и 30-40%, соответственно, и увеличения времени закалки на 15-25%, по сравнению с условиями охлаждения, заданными для каждой печи для закалки листового стекла без глазури.
20. Способ по п.9 или 10, отличающийся тем, что регулировочный фактор при толщине листового стекла 4 мм и 5 мм обеспечивает закалку путем уменьшения давления охлаждающего воздуха на 25-35% и 15-25%, соответственно, и увеличения времени закалки на 15-25% по сравнению с условиями охлаждения, заданными для каждой печи для охлаждения листового стекла без глазури.
21. Способ изготовления декоративного листового стекла с помощью горизонтальной закалочной печи, включающий нанесение глазури на поверхность листового стекла, и быстрый нагрев и закалку с помощью горизонтальной закалочной печи, способ дополнительно включает;
подготовку свинцовой глазури с температурой плавления 620-630°С, что на 10°С выше температуры закаливания стекла;
нанесение свинцовой глазури на поверхность листового стекла, и быстрый нагрев листового стекла до температуры внутри горизонтальной закалочной печи 685-710°С, что соответствует диапазону температур плавления свинцовой глазури, причем быстрый нагрев осуществляется регулированием времени нагрева таким образом, что время нагрева на 0-10% больше, чем время нагрева до температуры закаливания стекла без глазури; и
быстрое охлаждение листового стекла толщиной 2-6 мм со свинцовой глазурью, контролируемое путем уменьшения давления охлаждающего воздуха в зависимости от толщины стекла, причем с увеличением толщины стекла, давления охлаждающего воздуха уменьшается, причем контролируется снижение давление охлаждающего воздуха и увеличение времени охлаждения для листового стекла толщиной от 2 до 6 мм с нанесенной глазурью,
а давление охлаждающего воздуха и время закалки листового стекла толщиной 6 мм и больше устанавливают таким же образом, как для стекла без глазури после быстрого нагрева.
22. Способ по п.21, отличающийся тем, что свинцовая глазурь имеет компоненты состава, включающие SiO2, В2О3, Na2O, ZnO, PbO, Cd, K2O, Fе2O3, CaO, и Аl2O3, а содержание PbO выбирают таким образом, чтобы температура плавления свинцовой глазури находилась в заданном диапазоне 620-630°С.
| Устройство для закалки изделий из стекла | 1974 |
|
SU645548A3 |
| СПОСОБ ИЗГИБАНИЯ И ЗАКАЛКИ СТЕКЛЯННЫХ ЛИСТОВ (ВАРИАНТЫ) И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2122528C1 |
| Способ закалки стекла | 1976 |
|
SU692556A3 |
| Установка для закалки листовогоСТЕКлА | 1978 |
|
SU793950A1 |
| Гербицид | 1970 |
|
SU518106A3 |

