Изобретение относится к способу получения предметов, стабильных в отношении размеров и конструкции, в частности контейнеров одноразового использования, начиная с гибкой пленки, а также к предмету, получаемому посредством способа.
Известны контейнеры одноразового использования, получаемые из листов стойкой бумаги, обычно покрытой пластиком, которые разматывают с бобин и последовательно подвергают процессам сварки, сгиба, а возможно и формирования, чтобы им была придана заданная пространственная форма. Их заполнение жидкими, гранулированными или порошкообразными продуктами может быть осуществлено либо в течение формирования контейнера, либо после того, как он полностью сформирован.
Преимуществами этих известных контейнеров одноразового использования являются их стабильность, возможность укладки в штабель, выставления на полках, прочность, защита продукта, легкость сохранения, использования и возможность повторного закрытия. Однако они довольно тяжелы и дорогостоящи, а также их затруднительно утилизировать, поскольку они с трудом поддаются смятию.
Также известны гибкие контейнеры одноразового использования, получаемые из пластиковой пленки, например из полиэтилена, которые по существу не имеют недостатков, свойственных жестким контейнерам. В частности, они имеют невысокую стоимость, небольшой предельный размер, их легко утилизировать, они просты, практичны и предпочтительны при машинном изготовлении, начиная от бобины. Однако они фактически не обладают стабильностью в отношении размеров, а следовательно, их нелегко укладывать в штабель, и, кроме того, они имеют торговые ограничения, поскольку не могут выставляться на полках.
В патенте США US-A-3648834 раскрыт способ формирования упаковки из гибкой пленки, содержащей пластификатор или другую составляющую, которая может полимеризоваться при воздействии облучения от источника, обладающего высокой энергией. После охвата продукта такой упаковочной пленкой образованная при этом упаковка подвергается воздействию излучения, величину которого контролируют, от источника высокой энергии, чтобы обеспечить структурирование внутри пластификатора или другого компонента, в результате чего гибкая упаковочная пленка становится жесткой.
Цель изобретения заключается в исключении недостатков известных контейнеров различных типов, но с сохранением при этом их преимуществ.
Конкретная цель изобретения заключается в получении контейнеров одноразового использования, а в общем предметов, которые обладают стабильностью в отношении размеров и одновременно имеют малый вес и низкую стоимость, а также поддаются смятию для уменьшения их объема после использования, чтобы их можно было легко утилизировать.
Дополнительная цель изобретения заключается в создании контейнеров одноразового использования, а в общем предметов, начиная с гибкой пленки, которая перед формированием контейнера может быть свита в рулон, а следовательно, занимает значительно меньшее пространство, при этом ее упрочнение происходит только в момент формирования контейнера.
Эти и другие цели, которые будут очевидны из последующего описания, достигаются посредством предлагаемого способа получения предметов, стабильных в отношении размеров и конструкции, в частности контейнеров одноразового использования, из гибкой пленки.
Некоторые предпочтительные варианты осуществления этого изобретения дополнительно разъяснены далее со ссылками на прилагаемые чертежи, на которых:
на фигуре 1 схематически представлен первый вариант осуществления способа согласно изобретению;
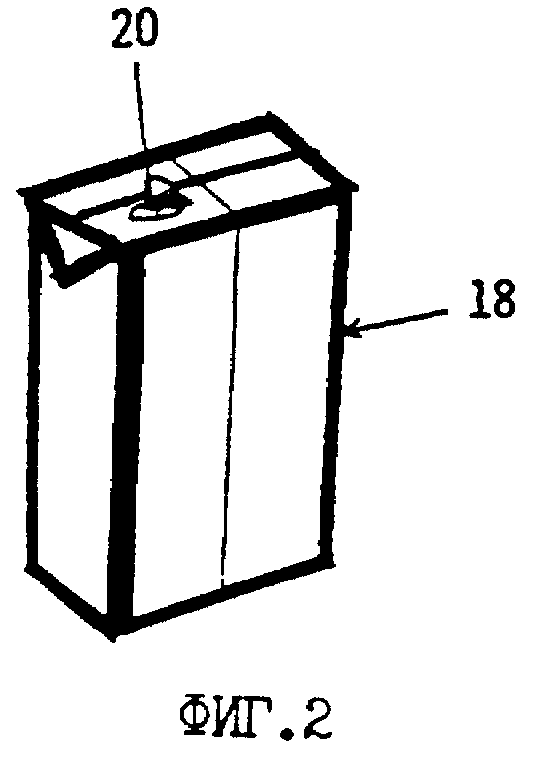
на фигуре 2 представлен вид в перспективе упаковки в виде параллелепипеда, полученной посредством упомянутого способа;
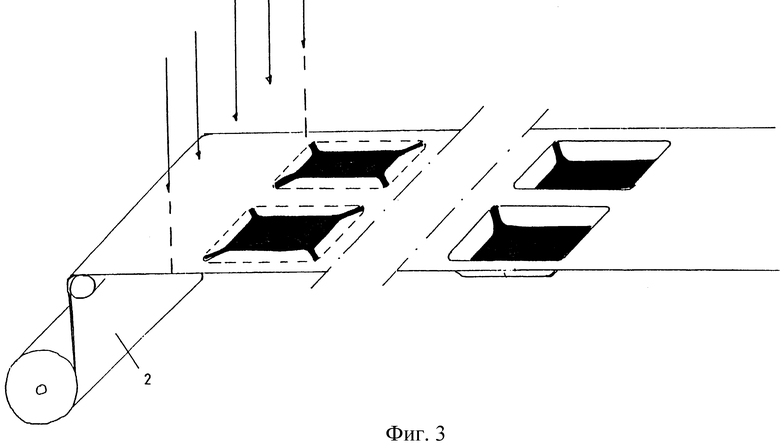
на фигуре 3 представлен второй вариант осуществления способа;
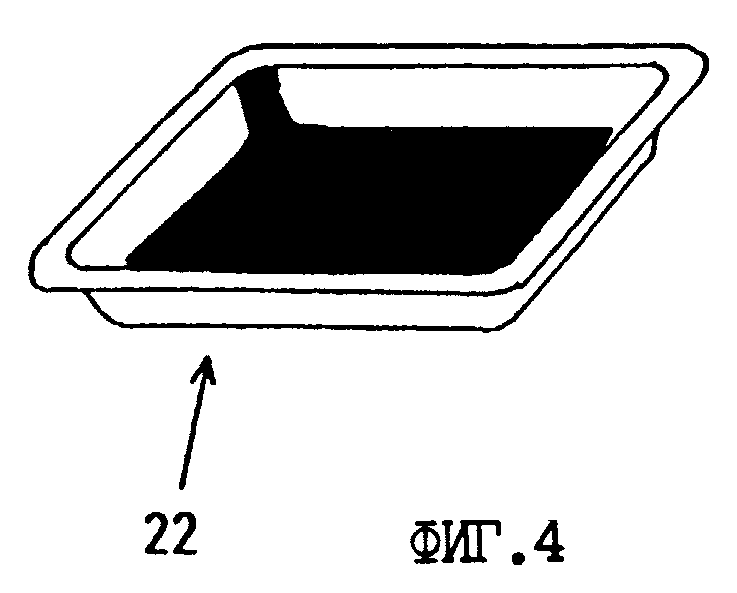
на фигуре 4 представлен вид в перспективе упаковки, полученной посредством упомянутого способа;
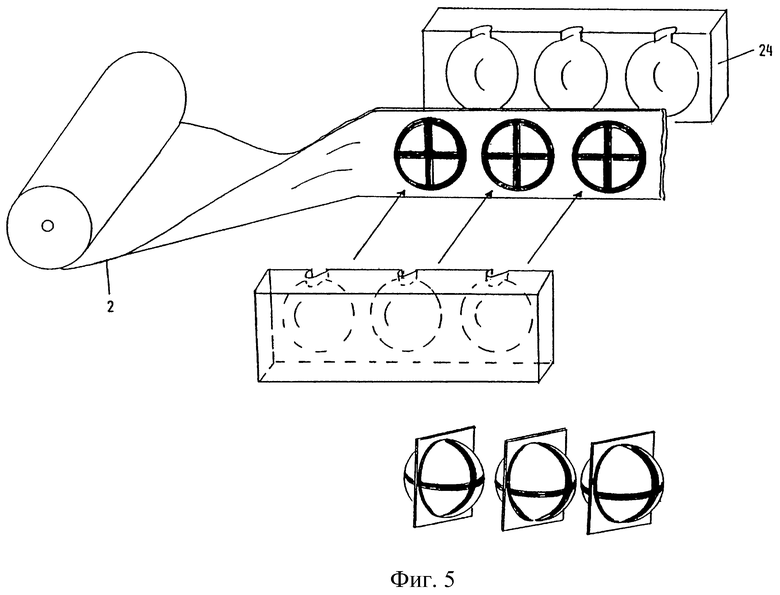
на фигуре 5 схематически представлен третий вариант осуществления способа согласно изобретению;
на фигуре 6 представлен четвертый вариант осуществления способа.
В общем согласно изобретению преобразуемое вещество, например сложный полиэфир, и его пассивный активатор наносят на одну поверхность гибкой пленки, например из бумаги, полиэтилена или другого материала.
Важно, чтобы смола и активатор были такого типа, который по существу не вступает во взаимодействие с пленкой, но способен формировать совместно с ней агломерат. Смолу и активатор наносят только на те части, которым в полученном контейнере должна быть придана значительная жесткость.
После такого нанесения обеспечивается возможность сушки нанесенного вещества, а затем выполняют повторную намотку обработанной таким образом пленки для ожидания ее дальнейшего использования упаковочной машиной.
В момент упаковывания происходит разматывание ранее обработанной гибкой пленки, причем в течение разматывания к пленке подают энергию, имеющую заданную величину и длину волны в зависимости от типа выбранного активатора.
Когда к пленке подают энергию, эта энергия действует на активатор, вызывая постепенно увеличивающееся структурное преобразование смолы, которая становится жесткой, чтобы при этом упрочнить те части пленки, с которыми она образует агломерат.
Если до, в течение или после воздействия энергии ранее обработанную пленку подвергают традиционным формирующим операциям, приводящим к возможному получению заполненной упаковки, усиление частей пленки на основе описанного выше механизма обеспечивает достаточную стабильность полученной упаковки в отношении размеров, несмотря на то, что она сконструирована из весьма гибкого материала. В результате эта упаковка обладает всеми характеристиками фактически жесткой упаковки и имеет весьма низкий вес, а следовательно, и низкую стоимость, при этом ее можно смять после использования для легкости утилизации.
Следовательно, новый принцип, на котором основано изобретение, состоит из подготовки и использования гибкой пленки, к которой до или после формирования получаемого предмета подают энергию, в результате чего ее структура подвергается преобразованию в тех зонах, которые в готовом предмете должны быть весьма жесткими. Она может быть использована разными путями и может быть выполнена из разных материалов.
В описываемом сейчас варианте осуществления изобретения смолу наносят только на те зоны пленки, которые подлежат упрочнению, тогда как воздействие энергией производят по всей поверхности пленки.
В другом варианте осуществления способа согласно изобретению смолу наносят на всю поверхность пленки, тогда как воздействие энергией производят только на те зоны, которые подлежат упрочнению. Это может быть достигнуто посредством использования соответствующего защитного экрана, располагаемого между обработанной пленкой и источником энергии.
Еще в одном варианте осуществления способа согласно изобретению смолу наносят в течение формирования пленки. В частности, смола и ее активатор могут быть введены в массу, из которой должна быть образована пленка.
Той пленке, которая подвергнута полной обработке смолой, то есть либо введением смолы в массу для формирования пленки, либо путем нанесения смолы на уже приготовленную пленку, также вначале может быть придана конфигурация для получения упаковки, что сопровождается общим воздействием излучения для ее полного упрочнения. В этом случае она не может быть смята после ее использования, однако сохраняет все другие указанные преимущества, в частности свойство, которое заключается в способности откладывания упрочнения гибкой пленки до того момента, пока это не потребуется при применении.
Могут быть использованы различные вещества, чтобы обеспечить местное или обширное упрочнение, причем свойства таких веществ экспертам известны. В общем эти вещества представляют собой фотополимеризуемые ненасыщенные смолы, силиконы, жидкие кристаллы, сложные полиэфиры и т.д.
Воздействующая энергия также может представлять собой энергию разного типа и в общем ее выбирают на основе активатора для вещества, наносимого на пленку, и вида упрочнения, придаваемого предмету. Эта энергия может быть тепловой энергией, ультрафиолетовым излучением, видимым или инфракрасным излучением, электронной, ионной, электрохимической, электромагнитной, ядерной энергией и т.д.
Во всех этих описанных вариантах осуществления изобретения также можно после нанесения упрочняющей смолы накладывать на гибкую пленку дополнительную пленку, которая в противоположность смоле совместима с веществом, которое должна вмещать в себя упаковка, в частности с пищевыми веществами, и/или с внешней средой. Это последнее требование важно, например, в случае упаковок, с которыми могут контактировать дети, при этом упаковки должны иметь абсолютно нетоксичную внешнюю поверхность.
Еще один вариант осуществления способа согласно изобретению основан на принципе использования для контролируемого упрочнения всей гибкой пленки или ее частей свойств определенных веществ, которые повышают свою жесткость за счет электрохимического преобразования, которое происходит после контакта с другим веществом, причем оно происходит в течение периода, который достаточно продолжителен, с тем чтобы обеспечить формирование предмета до завершения преобразования.
Эти вещества, которые находятся в жидком состоянии в форме сплошных частиц или волокон, которые также могут быть пористыми, могут действовать согласно двум разным механизмам в зависимости от того, какими свойствами они обладают - абляционным свойством или свойством расширения.
В первом случае абляционную жидкость, например силикон, способный переходить в газообразное состояние при сообщении энергии, наносят на гибкую пленку (бумагу), например, посредством распыления.
Затем на обе стороны обработанной таким образом пленки налагают другую, непроницаемую пленку.
После формирования предмета, который гибок, к нему подводят тепло, например в печи. При этом происходит процесс абляции силикона, он преобразуется в газообразное состояние и, будучи заключенным внутри микропор исходной пленки и сохраняясь здесь посредством двух непроницаемых пленок, значительно повышает давление, что приводит к существенному упрочнению и к стабильности полученного предмета.
Тот же самый результат может быть получен путем использования вместо вещества с абляционными свойствами структуры, обладающей свойствами расширения (вспенивания), например полиуретана, полипропилена, полиэтилена или ацетального вещества.
Если исходная пленка не является пористым материалом, очевидно, что непроницаемая пленка может быть нанесена только на ту сторону, на которую предварительно была нанесено абляционное или вспенивающееся вещество.
Еще один вариант способа согласно изобретению основан на свойстве, которым обладают некоторые главным образом волокнистые вещества и заключающимся в том, что они подвергаются контролируемому структурному преобразованию за счет явления памяти формы. Эти вещества, известные как SME (эффект памяти формы) вещества, состоят из микроскопических нитей или гибких волокон, которые могут быть нанесены на упрочняемую пленку путем их добавления к полимеризуемой массе, из которой должна быть получена пленка, или посредством формирования сетки, которую затем наносят на обрабатываемую пленку.
Такие микроскопические нити, которые могут быть выполнены из металла или гибких волокон, ниже температуры преобразования имеют в значительной степени гибкую мартенситную структуру, однако выше этой температуры они принимают аустенитную структуру, придающую жесткость предмету, формируемому из гибкой пленки, в состав которой они входят.
Если такие микроскопические нити добавлены к массе, из которой далее получают пленку, упрочнение вследствие их структурных преобразований происходит по всему предмету.
Если, однако, эти микроскопические нити наносят только на те зоны пленки, которые должны быть упрочнены в сформированном предмете, упрочнение распространяется только на эти зоны.
Еще в одном варианте осуществления способа согласно изобретению контролируемое упрочнение гибкой пленки достигается посредством использования свойств, которыми обладают определенные вещества формовочных композиций, то есть свойств сцепления друг с другом длинных или коротких волокон, либо порошкообразных компонентов.
Согласно этому способу на пленку, подлежащую упрочнению, налагают меламинформальдегид, который, когда на него воздействует энергия, поликонденсируется и действует на волокна пленки в качестве адгезионного вещества.
Как вариант, смесь меламина с волокном и порошком может экструдироваться, так что при воздействии энергии меламин соединяет волокна друг с другом, с тем чтобы одновременно упрочнить полученный предмет. В обоих случаях упрочнение достигается посредством структуры, формируемой волокнами, удерживаемыми совместно друг с другом адгезионным веществом.
Приведенные ниже примеры, относящиеся к разным вариантам осуществления способа согласно изобретению, позволяют более подробно разъяснить изобретение.
ПРИМЕР 1
Была приготовлена смесь, по объему состоящая из 60-70% ацилатного уретана промышленного типа, известного под названием Ebecryl 605, и 40-30% моноакрилатного мономера промышленного типа, известного под названием TPGDA 1997-02125, оба из которых изготавливает UCB Chemical Ltd. Эта смесь была разлита на пористой полиэтиленовой пленке толщиной 10-100 микрон, с тем чтобы заполнить ее поры. Затем активатор промышленного типа, известный под названием Irgocure 651, производимый Ciba Geigy AG, был разлит в количестве порядка 3-5% объема смеси на пленку, на которую после этого налагали вторую полиэтиленовую пленку толщиной 200 микрон. Контейнер с размерами 10•10•15 см был сконструирован из этой пленки с использованием традиционных технологий формирования.
Затем все углы контейнера были подвергнуты воздействию излучения от четырех ультрафиолетовых ламп мощностью 80 Вт/см, изготовленных Quantum S.R.L. , со скоростью 20 см/мин. При этом был получен стабильный в отношении размеров контейнер с упрочненными, но не хрупкими углами, пригодный для содержания в нем твердых или жидких пищевых продуктов.
ПРИМЕР 2
Абляционный полимер, состоящий из распыляемого жесткого силиконового материала промышленного типа, известного под названием СРС 1050, производимого GE, был распылен на пленку, применявшуюся в предыдущем примере. Количество распыляемой жидкости выбирали таким образом, чтобы создать на полиэтиленовой пленке агломерат примерно с 10% объема абляционного силикона. Затем на пленку, обработанную таким образом, была наложена дополнительная пленка, чтобы сформировать слоистую структуру, которая герметично удерживает силиконовый материал.
После того, как кромки двух пленок были приварены друг к другу, полученная таким образом пленка со слоистой структурой использовалась для формирования контейнера, который затем был помещен в печь с температурой более 100oC. Этим был вызван абляционный процесс образования газа под высоким давлением, который придавал жесткость всему контейнеру.
ПРИМЕР 3
Был использован способ согласно предыдущему примеру, но вместо абляционного силикона на полиэтиленовую пленку был нанесен полиуретан, который при его преобразовании в пену упрочнял контейнер.
ПРИМЕР 4
Сетка из микроскопических волокон толщиной 100-150 микрон с квадратными отверстиями порядка 1 мм была выполнена из никелево-титанового сплава, изготавливаемого Furukawa Company, при этом она проявляла значительную гибкость в случае ее мартенситной структуры при температуре окружающей среды. Эта сетка была нанесена на полиэтиленовую пленку толщиной 10-100 микрон, которая сохраняла свою гибкость.
Затем на эту пленку была наложена вторая пленка, чтобы получить слоистую пленку с общей толщиной порядка 300 микрон.
Это было выполнено для формирования контейнера, который затем был нагрет выше температуры аустенитного преобразования сетки из микроскопических нитей (порядка 75o) или 5 минут находился в печи. После аустенитного преобразования контейнер становился необратимо жестким. Сетка была нанесена на пленку только в тех зонах, которые соответствовали углам контейнера, причем эти углы обладали жесткостью, которая в четыре раза превышала жесткость остальных частей контейнера. Ширина зон с сеткой составляла порядка 2 мм, при этом в жестких зонах объем микроскопических нитей сетки не превышал 10% всего объема агломерата.
Некоторые предпочтительные способы конструирования контейнеров описаны ниже со ссылками на фигуры.
На фиг.1 схематически представлена гибкая пленка 2, на которую полиэтиленовую смолу и ее пассивный активатор наносят в виде полос 4 отмеренной протяженности, которые предназначены для формирования углов полученной упаковки (пример относится к упаковке в форме параллелепипеда).
Когда должна быть сформирована упаковка, предварительно обработанную гибкую пленку 2 разматывают и при ее разматывании постепенно подвергают воздействию тепловой энергии 6, которая обеспечивает структурирование смолы с последующим упрочнением ее и пленки, с которой она формирует агломерат.
Обработанная и частично упрочненная таким образом пленка сгибается в продольном направлении и соединяется вдоль ее продольных кромок для формирования непрерывного трубчатого элемента 8 определенного типа.
Затем ее сваривают вдоль поперечной линии и заполняют жидким, пастообразным, порошкообразным или гранулированным продуктом, после чего сваривают выше заполненной части и обрезают вдоль сварной полосы 14 для ее отделения в виде контейнера, который в заключение подвергают традиционным технологиям сгиба и/или формирования для придания желаемой окончательной конфигурации 18.
Если упаковка должна быть выполнена так, чтобы она легко разрывалась вдоль ее отверстия для подачи содержимого, несмотря на значительную гибкость стенок упаковки, а следовательно, и трудности их разрыва, полиэтиленовую смолу и ее активатор также распыляют на зону, предназначенную для подающего отверстия. При этом та часть, которая упрочняется посредством структурирования, преобразуется в определенный вид ножа 20 и легко может быть надорвана путем простого надавливания пальцем на близлежащую стенку упаковки.
В измененном варианте осуществления, который на фигурах не показан, после того как на отмеренную протяженность зон рулона гибкой пленки, подлежащих упрочнению, было произведено распыление, пленку подвергают воздействию ультрафиолетового излучения, по меньшей мере в тех зонах, где ранее было произведено распыление, а затем ее сваривают вдоль продольных кромок для формирования трубки, которую затем штампуют для получения изделия, форма и размеры которого соответствуют получаемой упаковке. Получаемые таким образом изделия или пустые упаковки сохраняются "плоскими" и располагаются пачками или штабелями, которые в таком состоянии перемещаются к упаковочной машине.
В данном случае упаковку заполняют одну за другой, а затем закрывают и формируют для придания желаемой трехразмерной конфигурации, которая может быть результатом либо только самого заполнения, либо заполнения, сопровождаемого формированием.
На фиг.3 схематически представлен способ конструирования открытой упаковки, например лотков 22. В этом случае гибкую пленку 2, на которую был распылен полиэтилен и которая была повторно намотана, подают, как и в первом примере, к упаковочной машине, где в момент формирования упаковки ее разматывают и подвергают процессу термоформирования в соответствии с одной из традиционных технологий. В частности, такой процесс термоформирования содержит стадию, на которой гибкую пленку подогревают, последующую стадию, на которой ее подвергают ультрафиолетовому облучению, и конечную стадию, на которой подогретую и подвергнутую облучению пленку подвергают формированию, при этом формирование происходит в форме посредством вакуума или формовки дутьем, либо деформацией посредством матрицы и пуансона, и может обеспечивать получение за один раз одного лотка или одновременно нескольких лотков.
Независимо от используемого процесса формирования по окончании процесса получают лоток 22 из гибкого материала, углы которого, а возможно и его основание, упрочнены, а следовательно, могут обеспечивать стабильность лотка в отношении его размеров. Затем он может быть подан для выполнения последующих стадий, включающих в себя его заполнение, нанесение покрывающей пленки посредством сваривания и окончательной штамповки закрытого лотка.
На фиг.5 представлен еще один способ формирования контейнера.
Согласно этому способу на всю поверхность пленки 2 производят напыление упрочняющего вещества и его активатора, в момент упаковывания пленку сгибают в продольном направлении на две части и делают так, чтобы она проходила между двумя полуформами 24, содержащими большое количество обращенных друг к другу полостей, в течение этого прохождении две полы пленки 2 термически привариваются друг к другу вдоль кромок полостей, а внутренняя часть ограниченного при этом пространства заполняется воздухом или непосредственно пакуемым продуктом, с тем чтобы в любом случае вызвать растягивание двух пол пленки и приклеивание к вогнутой стенке обеих полостей. Две полуформы 24 частично нагреваются, то есть нагреваются в определенных зонах для достижения температуры, превышающей температуру, которая вызывает структурное преобразование затвердевшего вещества, в то время как остальные зоны двух полуформ удерживаются при температуре, которая ниже упомянутой температуры. В зависимости от положения этих зон получают разные упаковки.
Например, если нагретые зоны представляют собой кромки полости двух полуформ, полученная упаковка обладает гибкостью, за исключением полосы сваривания двух полуупаковок. Если вместо этого нагретые зоны представляют собой кромки полостей двух полуформ или другие полосы, поперечные полуупаковкам, они также будут упрочнены. Наконец, если нагреты только эти последние, упаковка будет упрочнена только в этом месте.
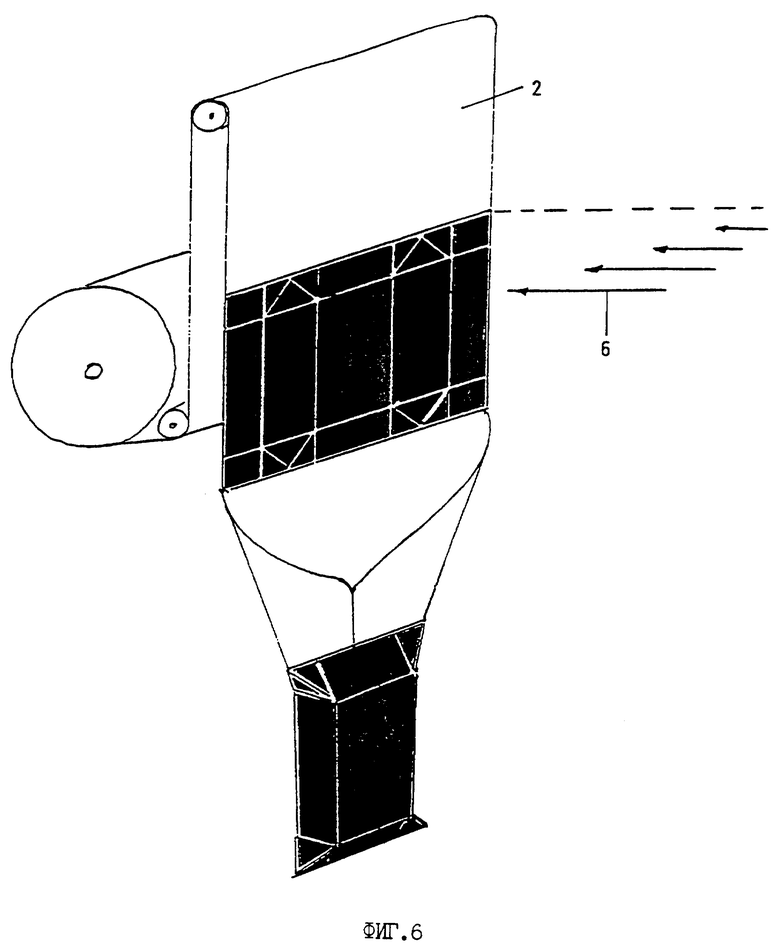
В случае всех схематически представленных способов окончательное изделие обладает жесткостью вдоль определенных полос и гибкостью вдоль всей стенки, ограниченной упомянутыми полосами, кроме того, посредством распыления лака на добавочные зоны те же самые технологии позволяют получить упаковки, имеющие весьма жесткие стенки, которые могут сочетаться друг с другом по углам, с тем чтобы их можно было вновь сделать плоскими после использования, так чтобы они вновь занимали весьма незначительное пространство. На фиг.6 схематически представлен способ получения упаковки, аналогичной упаковке согласно фиг. 1, но с жесткими и гибкими зонами, расположенными в обратном порядке по отношению к тому, как они получены согласно только что описанному способу.
В случае еще одного способа согласно изобретению вместо нанесения упрочняющей смолы и ее активатора путем их распыления по всей поверхности гибкой пленки, вторую гибкую пленку, изготавливаемую из структурно преобразуемого вещества, подсоединяют к пленке 2 и затем подают энергию только к тем зонам, которые должны быть упрочнены (например посредством излучения на отмеренной протяженности).
В случае еще одного варианта способа один из двух компонентов в двухкомпонентной полимеризационной системе наносят на гибкую пленку, а второй компонент наносят во время формирования упаковки. Для получения локальной жесткости этой упаковки один из двух компонентов должен быть нанесен только на отмеренной протяженности.
Изобретение относится к способу получения предметов, стабильных в отношении размеров и конструкции, в частности контейнеров одноразового использования, начиная с гибкой пленки, а также к предмету, полученному таким способом. Способ включает подготовку гибкой пленки, которая по меньшей мере в тех зонах, которые в полученном предмете должны быть жесткими, соединена со структурно преобразуемым веществом, инертным по отношению к пленке, и по меньшей мере с одним его пассивным активатором, формируют предмет из пленки, подготовленной таким образом, и на любой стадии формирования предмета прикладывают энергию, соответствующую упомянутому активатору для структурного преобразования вещества и превращения упомянутых зон из гибких в по существу жесткие. Полученные таким образом предметы обладают стабильностью в отношении размеров, при этом имеют малый вес и низкую стоимость, а также поддаются смятию после использования, что облегчает их утилизацию. 3 с. и 42 з.п. ф-лы, 6 ил.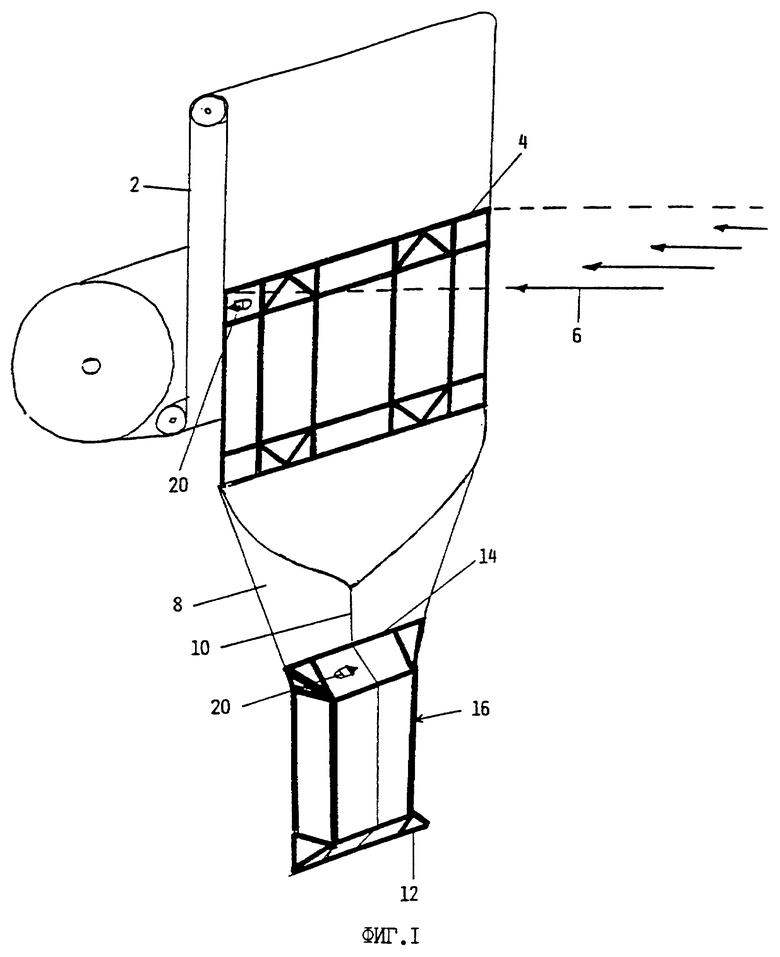
Приоритет по пунктам:
17.04.1997 по пп. 1, 13-18, 27-29, 32, 38-44;
25.06.1997 по пп. 2-12, 19-26, 33-37, 45.
| US 3648834 А, 14.03.1972 | |||
| Устройство для изготовления, наполнения продуктом и запечатывания пакетов из материала,включающего термопластик | 1983 |
|
SU1422989A3 |
| Устройство для изготовления, наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1989 |
|
SU1671519A1 |

