Настоящая заявка является частичным продолжением заявки на патент США N 08/219965 от 30 марта 1994 г. и частичным продолжением заявки на патент США N 07/947294 от 18 сентября 1992 г., а также международной заявки N PCT/US 93/08803 от 1 сентября 1993 г. и частичным продолжением заявки на патент США N 08/377121 от 23 января 1995 г., которые приведены здесь для ссылки.
Область изобретения
Настоящее изобретение относится к устройству для накопления энергии, в частности к биполярному двухслойному устройству для накопления энергии конденсаторного типа, а также к усовершенствованным способам его изготовления.
Описание уровня техники
Устройство для накопления энергии
В последнее время проводились активные исследования в области разработки полезных и надежных устройств для накопления энергии, таких как конденсаторы или аккумуляторы.
Для аккумуляторов характерны большие возможности накопления энергии, но при низкой удельной мощности. В отличие от этого конденсаторы обладают очень высокими удельными мощностями при ограниченной плотности энергии. Кроме того, двухслойные конденсаторы с электродами на углеродной основе обладают высокой плотностью энергии, однако из-за своего высокого эквивалентного последовательного сопротивления имеют низкую допустимую мощность. Поэтому весьма желательно создание устройства для накопления энергии, обладающего как высокой плотностью энергии, так и высокой удельной мощностью.
В опубликованном обзоре Б.Е.Конвея в журнале J.Electrochem. Soc., vol. 138 (#6), p.1539 (June 1991) рассматривается переход от "суперконденсатора" к "аккумулятору" при электрохимическом накоплении энергии и приведены рабочие характеристики различных конденсаторных устройств.
В патенте Канады N 1196683, выданном в ноябре 1985 г. на имя Д.Крейга, рассматриваются устройства для накопления энергии, основанные на применении керамических обкладок с оксидным покрытием и псевдоемкости. Однако попытки практического использования таких устройств привели к получению конденсаторов с неустойчивыми электрическими характеристиками, которые часто оказываются ненадежными. Эти устройства невозможно зарядить до 1,0 В на ячейку и для них характерны неприемлемо большие токи утечки. Для этих устройств характерен очень низкий срок службы. Кроме того, эти устройства недостаточно эффективны.
В патенте США N 5121288 на имя М.Матрока и Р.Хакбарта обсуждается емкостной источник питания на основе патента Крейга. Рассмотрена конфигурация конденсатора в качестве источника питания для радиотелефона; однако описание конденсатора, закрепляющее права на него, отсутствует.
В патенте США N 5063340 на имя Дж.Каленовски рассматривается емкостной источник питания, включающий схему выравнивания заряда. Эта схема позволяет заряжать многоячеечный конденсатор, не создавая избыточного заряда в отдельных ячейках. Настоящее изобретение не требует схемы выравнивания заряда для полной зарядки многоячеечной колонки без создания избыточного заряда промежуточной ячейки.
Х. Ли и др. в журнале IEEE Transactions on Magnetics, vol.25 (#1), p.324 (January 1989) и Г.Баллэрд и др. (см. там же, стр. 102) рассматривают характеристики импульсной мощности высокоэнергетических двухслойных конденсаторов на керамическо-оксидной основе. В этих работах рассматриваются различные рабочие характеристики, но не рассматривается методология изготовления. Настоящее изобретение обеспечивает создание более надежного устройства с более эффективной конфигурацией.
Двухслойные конденсаторы на основе углеродных обкладок были существенно усовершенствованы на основе оригинальной работы Райтмира, патент США N 3288641. А. Йошида и др. в журнале IEEE Transactions on Components, Hybrids and Manufacturing Technology, vol. CHMT-10, #1, p.100-103 (March 1987) рассматривают электрический двухслойный конденсатор, содержащий волоконные обкладки из активированного угля и неводный электролит. Кроме того, описана компоновка этого двухслойного конденсатора. Объем этого устройства составляет порядка 0,4-1 см3 при удельном накоплении мощности около 1-10 Дж/см3.
Т. Судзуки и др. в журнале NEC Research and Development, N 82, pp.118-123, July 1986, описывают улучшенные характеристики саморазряда угольного электрического двухслойного конденсатора с применением пористого прокладочного материала толщиной около 0,004 дюйма (0,101 мм). Проблема, присущая прокладкам на угольной основе, заключается в низкой проводимости материала, что ведет к низкой плотности тока, получаемого от этих устройств. Вторая трудность заключается в том, что изготовление многоячеечных блоков не обеспечивает получение истинно биполярной конфигурации. Эти трудности ведут к неэффективной компоновке и к снижению показателей удельной мощности и плотности энергии.
Дополнительные представляющие интерес аналоги включают, например, следующие:
Состояние полупроводниковых микроисточников питания рассматривается С. Секидо в журнале Solid State Ionics, vol.9, 10, pp.777-782 (1983).
М. Фам-Ти и др. рассматривают в Journal of Materials Science Letters, vol. 5, p. 415 (1986) пороговое значение просачивания и оптимизацию поверхности раздела в двухслойных конденсаторах с твердым электролитом на углеродной основе.
В различных описаниях к патентам рассматривается изготовление обкладок конденсаторов с оксидным покрытием и применение этих обкладок в хлорощелочной промышленности для электрохимической выработки хлора (см., например, патент США N 5055169, выданный 8 октября 1991 г. на имя В.Хока и др., патент США N 4052271, выданный 4 октября 1977 г. на имя Х.Бира, патент США N 3562008, выданный 9 февраля 1971 г. на имя А.Мартинсонса и др.). Такие обкладки, однако, обычно не имеют большой площади поверхности, которая требуется для эффективной двухслойной обкладки конденсатора.
Было бы полезно иметь надежное и долговечное устройство для накопления энергии, а также усовершенствованные способы его изготовления. Было бы желательно также иметь усовершенствованное устройство для накопления энергии с плотностью энергии по меньшей мере 20-90 Дж/см3.
Компоновка устройств для накопления энергии
Как уже упоминалось выше, в последние годы проводились активные исследования, направленные на создание устройств для накопления электроэнергии с высокими плотностью энергии и удельной мощностью. Важное значение для достижения этой цели имеет эффективная компоновка активных материалов при максимальном использовании объема. Для электрической изоляции двух обкладок необходимо пространство, разделяющее две обкладки в конденсаторе или аккумуляторе. Однако для повышения эффективности компоновки это пространство или зазор должны быть сведены к минимуму. Поэтому было бы в высшей степени желательно разработать способ, обеспечивающий получение сепаратора пространства или зазора, обладающих практически неизменными и небольшими размерами (менее 5 миль (0,127 мм)).
Обычный способ обеспечения разделения обкладок в устройстве для накопления электроэнергии при наличии электролита (таком как аккумулятор или конденсатор) заключается в использовании ионопроницаемой электроизолирующей пористой мембраны. Эта мембрана обычно размещается между обкладками, обеспечивая требуемое пространство, разделяющее две обкладки. Для таких целей полезен пористый разделяющий материал, такой как бумага или стекло, который применяется в алюминиевых электролитических и двухслойных конденсаторах. Однако при толщине прокладки менее 1 или 2 милей (0,0254-0,0508 мм) обращение с материалом становится затруднительным, а прочность материала в конденсаторе обычно очень низка. Кроме того, открытые площади поперечного сечения этих пористых мембранных сепараторов составляют порядка 50-70%.
Как показано Санада и др. в IEEE, р.224-230, 1982 г. и Судзуки и др. в NEC Research and Development, N 82, pp.118-123, July 1986 г., в углеродных двухслойных конденсаторах применяют полимерные ионопроницаемые пористые сепараторы. Недостатком этого типа сепараторов является небольшая открытая площадь, что ведет к увеличению электросопротивления.
В патенте США N 4774193 на имя Дж.Уилфрида, выданном 27 сентября 1988 г. , описан способ использования фоторезиста для заполнения полостей в электроизолирующем слое для того, чтобы не допустить электрического контакта между двумя прокладками фотоэлемента.
Способ изготовления электролитического конденсатора с тонкой прокладкой с использованием раствора фоточувствительной полимерной смолы описан Маруямой и др. в патенте США N 4764181, выданном 16 августа 1988 г. Использование описанных способов нанесения раствора на пористую двухслойную обкладку конденсатора может привести к нежелательному заполнению пористой обкладки. Кроме того, к аналогам, представляющим общий интерес, относятся патенты США N 3718551, 4816356, 4052271, 5055169, 5062025, 5085955, 5141828 и 5268006.
Все заявки, патенты, статьи, ссылки, стандарты и т.п., упомянутые в настоящей заявке, включены в нее полностью в качестве аналогов.
Ввиду вышеуказанного, было бы очень полезно разработать способы, обеспечивающие получение гарантированного малого зазора между обкладками устройства для накопления электроэнергии с большой открытой площадью поперечного сечения. Настоящее изобретение предусматривает создание таких способов.
Сущность изобретения
Настоящее изобретение относится к новому устройству для накопления энергии, обладающему высокой плотностью энергии, высокой удельной мощностью и большим сроком службы.
Настоящее изобретение также относится к усовершенствованным устройствам для накопления электрической энергии и к способам изготовления, которые включают в себя покрытие краев пористых электродов органическим полимером в органическом растворителе и удаление растворителя. Такой способ снижает или исключает ток утечки (или шунтирования) и используется с любым типом способа конструирования, например влажным, сухим, с заливочным каналом и т.п.
Задачей изобретения является создание новых способов изготовления устройства накопления энергии.
Кроме того, задачей изобретения является создание надежного долговечного устройства накопления электроэнергии и усовершенствованных способов его изготовления.
А также задачей изобретения является обеспечение эффективной компоновки устройства для накопления энергии путем уменьшения зазора между анодом и катодом, что уменьшает электрическое сопротивление ионопроводящего электролита.
Указанный результат обеспечивается в устройстве для накопления энергии, таком как конденсатор, содержащем множество ячеек с биполярной конфигурацией. Ячейки уложены стопками и склеены вместе для придания устройству интегральной единой конструкции.
При этом каждая ячейка состоит из двух электропроводящих обкладок (электродов), находящихся на определенном расстоянии друг от друга. Ячейка включает также по меньшей мере одну прокладку из диэлектрика, вставленную между электропроводящими обкладками по периметру для разделения и электроизолирования указанных электродов.
Когда электропроводящие обкладки и прокладки скрепляются вместе, в каждой ячейке формируется по меньшей мере один заполняемый зазор. Каждая ячейка включает также обладающий большой площадью поверхности (пористый) электропроводящий слой покрытия, который формируется на одной (или более) поверхности каждой обкладки. Слой покрытия может иметь группу тесно расположенных периферийных микровыступов и группу реже расположенных микровыступов в срединной части. Эти микровыступы формируются с помощью новых методов трафаретной и фотолитографической печати. Эти микровыступы служат конструкционной опорой ячеек и образуют дополнительную изоляцию между обкладками.
Ионопроницаемая среда заполняет зазор в ячейке и поры в покрытии с большой площадью поверхности.
В настоящем изобретении также раскрываются материалы и способы краевой герметизации электродов, которые используются при изготовлении высокоэнергетичных устройств с высокой плотностью энергии.
Краткое описание чертежей
Указанные выше и другие признаки настоящего изобретения и приемы их осуществления поясняются изложенным ниже описанием, иллюстрируемым чертежами, на которых показано следующее:
фиг. 1 - вид в перспективе исходного блока 10 сухого устройства для накопления энергии, изготовленного в соответствии с настоящим изобретением;
фиг. 1А - вид в перспективе заполненного электролитом устройства для накопления энергии 10А, соответствующего изобретению;
фиг. 2 - вид в разрезе по линии 2-2 устройства для накопления энергии по фиг.1, на котором показан съемный шнур 117А;
фиг. 2А - другой вид в разрезе по линии 2А-2А устройства для накопления энергии по фиг.1;
фиг. 3 - перспективное изображение с разделением деталей исходного блока по фиг.1, иллюстрирующее три ячейки;
фиг. 4 - блок-схема операций по изготовлению устройства для накопления энергии 10А;
фиг.5 - вид сверху в плане слоя пористого покрытия с микровыступами, образующего часть устройства для накопления энергии по фиг.1-4;
фиг.6 - схематичное представление емкостной цепи, эквивалентной устройству 10А;
фиг. 7 - схема способа трафаретной печати, применяемого для получения выступов на слое покрытия в устройстве для накопления энергии согласно настоящему изобретению;
фиг. 8 - схематичный вид держателя электродов, используемого в способе изготовления, иллюстрируемом фиг.7;
фиг. 9 - схема фотолитографического способа изготовления микровыступов согласно настоящему изобретению;
фиг. 10 - вид в изометрии двух горячих валков, применяемых для раскатывания фоторезиста на обкладке перед применением фотолитографии;
фиг.11 - вид в изометрии маски, помещенной на фоторезист по фиг.10;
фиг. 12 - вид в изометрии, иллюстрирующий экспозицию незамещенных участков фоторезиста по фиг.10 и 11;
фиг. 13 - вид в поперечном разрезе обкладки, образующей часть устройства для накопления энергии, выполненный по линии 13-13 на фиг.3;
фиг. 14 - схематичное изображение в поперечном разрезе образующих одну ячейку двух биполярных обкладок с обладающим большой площадью поверхности пористым слоем покрытия, нанесенным на электропроводящую подложку;
фиг. 15 - схематичное представление рамки, применяемой для удержания тонких материалов основы в процессе нанесения покрытия методом погружения;
фиг. 15А - схематичное предоставление проволоки, применяемой в рамке по фиг.15.
Подробное описание предпочтительных вариантов осуществления изобретения
Определения
Определения следующих терминов не считаются исключительными.
Термин "шнур" относится к тонким полосам материала, применяемым в способе изготовления сухого исходного блока. После первоначального нагрева и удаления шнура остаются открытые заливочные отверстия. Шнур обычно тонкий, от 0,05 до 10 мил, предпочтительно от 0,1 до 8 мил с шириной от 1 до 50 мил, предпочтительно от 10 до 25 мил.
Термин "электропроводящий материал основы" относится к любому электропроводящему металлу или металлическому сплаву, электропроводящему полимеру, электропроводящей керамике, электропроводящему стеклу или их сочетаниям. Предпочтительным при изготовлении конденсаторных блоков является использование металла и металлических сплавов. Металлы предпочтительно включают, например, металлы нижеследующих предпочтительных оксидов металлов, перечисленных для указанных ниже вторых электропроводящих материалов. Материал основы должен обладать проводимостью более чем приблизительно 10-4 См/см.
Термин "второй электропроводящий материал" (обладающий большой площадью поверхности) относится к пористому покрытию обкладки, которое может иметь одинаковый или разный состав на каждой стороне материала основы. Предпочтительные оксиды металлов для настоящего изобретения включают независимо выбранные из числа олова, свинца, ванадия, титана, рутения, тантала, родия, осмия, иридия, железа, кобальта, никеля, меди, молибдена, ниобия, хрома, марганца, лантана или лантанидов или из сплавов и сочетаний, и могут также включать добавки типа кальция для повышения электропроводности.
Термин "электролит" относится к ионопроницаемому водному или неводному раствору или материалу, который создает возможность получения заряда в сухом исходном блоке.
"Cab-O-Sil″® относится к заполнителю из двуокиси кремния, поставляемому компанией Cabot Corporation, Таскола, шт.Иллинойс. Предлагаются различные размеры.
Термин "эпоксид" относится к обычному определению продукта, который является эпоксидной смолой, смешанной с конкретным отвердителем, обычно полиамином, или полиэпоксидом, смешанным с полиаминовым отвердителем.
MYLAR® относится к полиэфиру или к полиэтилентерефталату, поставляемому компанией DuPont, Inc., Уилмингтон, шт.Делавер. Обычно предлагается в форме листов различной толщины.
Термин "оксид металла" относится к любому электропроводящему оксиду металла.
Термин "смешанный оксид металла" относится к электропроводящему оксидному соединению, состоящему из двух или нескольких оксидов металла, которые могут быть дополнительно смешаны с непроводящим соединением.
"Фоторезист" является любым фотоотверждаемым материалом. Обычно им служат эпоксид или акрилат или их сочетания.
"ConforMASK" - негативно действующий фотополимер, поставляемый компанией Dynachem, Тастин, шт. Калифорния. Этот полимер должен использоваться при относительной влажности 50% или менее.
Сухой исходный блок устройства для накопления энергии
На фиг.1, 2 и 3 показан сухой исходный блок 10 устройства для накопления энергии, изготовленный согласно настоящему изобретению. Сначала устройство для накопления энергии компонуют в виде сухого исходного блока 10. После заполнения ячеек водным или неводным электролитом внешнюю поверхность герметизируют (оплавляют), например, нагреванием, ультрафиолетовым излучением для получения устройства 10А, которое затем электрически заряжают.
Исходный блок 10 устройства обычно включает множество ячеек, таких как ячейки 110, 112 и 114, которые формируют, готовят и собирают в соответствии с настоящим изобретением. На фиг.1А показан в сборе исходный блок устройства для накопления энергии 10А, состоящий из двенадцати наложенных друг на друга ячеек. Специалистам в данной области должно быть ясно, что возможно использование различного количества ячеек.
Для простоты иллюстрации на фиг.3 показано перспективное изображение исходного блока 10 с разделением деталей, на котором представлены только три типовые ячейки 110, 112 и 114. Ячейки имеют в общем сходное устройство и конструкцию, и поэтому подробно будут описаны только ячейки 114 и 112 со ссылками на фиг.2, 2А, 3 и 13.
Ячейка 114 включает первую электропроводящую внешнюю обкладку или торцевую пластину 111А и вторую внутреннюю электропроводящую биполярную обкладку 111В. Обе обкладки 111А и 111В разделены по кромкам двумя диэлектрическими или электроизолирующими прокладками 121 и 123.
Когда первая и вторая обкладки 111А и 111В, изолирующие прокладки 121 и 123 и слои из электропроводящего пористого материала (оксида) 119 и 120 скрепляют вместе, образуя ячейку 114, эти элементы образуют центральный заполненный воздухом зазор 130 (фиг.2А). Когда исходный блок 10 готов к использованию, зазор 130 заполняют электролитом (не показан), чтобы получить устройство 10А.
Для этой цели, как показано на фиг.2А в целях иллюстрации, между прокладками 21 и 123 формируют заливочное отверстие 122, позволяющее заполнить электролитом зазор 130. Заливочное отверстие 122 образуют с помощью планки или шнура 117А, который вставляют между прокладками 121 и 123 перед сплавлением или скреплением прокладок 121 и 123. Когда прокладки 121 и 123 нагревают, шнур 117А оказывается окруженным оплавленным материалом прокладок, что ведет к формированию краев заливочного отверстия 122. Две прокладки становятся оплавленной полимерной массой, покрывающей минимум поверхности активных электропроводящих слоев покрытия 119 и 120.
Нитриды металлов
Нитриды металлов или смеси нитридов металлов, известные из уровня техники, также используются для накопления энергии в данном устройстве путем замещения части из всех оксидов металлов или смесей оксидов металлов, как описано здесь. Нитриды металлов включают, например, любой из металлов Периодической Таблицы.
Mo2N - керамические электроды из нитрида молибдена (Мо2N) и карбида молибдена (Мо2С) представляют собой эффективные варианты осуществления изобретения для сверхконденсаторов. Оба типа керамики являются электропроводными, имеют очень высокую удельную площадь поверхности (более 100 м2/г), например от 50 до 250 м2/г, обладают механической и химической стабильностью, а также электромеханически стабильны в водных и неводных электролитах. Электролиты из Мо2N изготавливают путем пиролиза пульверизованного слоя или пиролитического гидролиза покрытия, полученного погружением, предшественника типа (МоСl2 + изопропиловый спирт) на металлические пленки или листы из титана, тантала или циркония, после чего следует нагрев до повышенных температур, например от 250 до 500oС, предпочтительно до 300oС в течение 1-20 часов, предпочтительно 5 часов, для формирования оксидных керамик, например МоО3 или MoO2 с аммонием NH3 при повышенных температурах, например более 300oС, предпочтительно от 300 до 500oС, в течение 1-20 часов, предпочтительно 5 часов, в печи с постоянной температурой. В дополнение к NH3 в качестве реагента для преобразования оксидов в нитриды может быть использована смесь газов N2+Н2.
Карбиды металлов
Карбиды металлов или смеси карбидов металлов, известные в уровне техники, также могут быть использованы для накопления энергии в данном устройстве накопления электрической энергии путем замены части или всех оксидов металлов или смесей оксидов металлов, которые здесь описаны. Карбиды металлов включают любые металлы Периодической Таблицы.
Карбиды металлов приготавливают путем адаптации процесса, описанного для нитридов металлов. Например, в случае Мо2С, если окись углерода СО замещается на NH3, то формируется карбид молибдена.
Рассмотрим более подробно обкладки 111А и 111В, способы изготовления которых будут описаны ниже. Одно из различий между обкладками 111А и 111В заключается в том, что обкладка 111А может включать вывод 160А, предназначенный для подсоединения к источнику энергии (не показан).
Еще одно, правда необязательное, различие между обкладками 111А и 111В заключается в том, что обкладка 111А включает один слой пористого электропроводящего покрытия, нанесенного на материал основы или основу 116, в то время как биполярная обкладка 111В включает два слоя пористого электропроводящего покрытия 120 и 131, которые нанесены на одну или две стороны материала основы или структуры 118. В таком виде обкладка 111В является истинно биполярной обкладкой. Следует учитывать, что обе стороны обкладки 111А могут быть покрыты пористыми электропроводящими слоями.
Еще одним необязательным различием между обкладками 111А и 111В является жесткость несущих структур 116 и 118. Обкладка 111А, которая служит наружной торцевой пластиной, должна предпочтительно обладать большей жесткостью так, чтобы придавать достаточную жесткость всей конструкции устройства для накопления энергии 10А. Обкладка 111В и другие аналогичные внутренние обкладки необязательно должны обладать такой же жесткостью, как наружная обкладка 111А. Тем не менее, при различных размерах устройства 10А требуются дополнительные несущие основы, и внутренние обкладки, например 111В, используются в качестве дополнительных несущих основ. В этом случае желательно повысить жесткость внутренних обкладок, например 111В.
В результате материал основы 116 оказывается толще материала основы 118. В предпочтительном варианте реализации толщина материала основы 116 составляет около 10 милей (0,0254 см), в то время как толщина материала основы 118 имеет величину около 1 миля (0,00254 см). Могут быть выбраны и другие значения.
Размеры обкладок 111А и 111В и остальных обкладок устройства для накопления энергии 10А определяются в зависимости от конкретных условий использования, без изменения сущности изобретения. Например, в одних случаях осуществляется миниатюризация устройства 10А, например при использовании в кардиодефибриляторе. В то же время в других случаях общий объем устройства достигает одного кубического метра и более, например для электромобилей. Размеры обкладок определяют общую емкость устройства для накопления энергии 10А.
В предпочтительном варианте реализации обкладки, например 111А и 111В, имеют прямоугольную форму. Однако эти обкладки и, следовательно, исходный блок могут иметь разнообразную иную форму, например круговую или квадратную и т. п. Важной особенностью исходного блока 10 является гибкость его конструкции, которая позволяет использовать его в различных областях.
Рассмотрим теперь более подробно слои покрытия 119 и 120, способ формирования которых будет описан ниже. В предпочтительном варианте реализации слой покрытия 119 имеет множество микровыступов, в то время как слой покрытия 120 не имеет таких выступов. Следует иметь в виду, однако, что слой покрытия 120 может быть выполнен так же, как и слой покрытия 119, без изменения сущности изобретения.
На фиг. 5 показан вид сверху слоя покрытия 119, который включает сетку микровыступов и который нанесен на внутреннюю сторону или плоскую сторону материала основы 116. Слой покрытия 119 является пористым с большой площадью поверхности, электропроводящим и относительно тонким. Сетка включает две группы микровыступов. Первая группа включает множество периферийных микровыступов 125, а вторая группа включает множество микровыступов 127, расположенных в срединной части.
В предпочтительном варианте реализации периферийные и срединные выступы 125 и 127 имеют сходную форму, обычно полусферическую. Однако настоящее изобретение предусматривает и иные формы, например прямоугольную форму, диаметр каждого выступа 125 и 127 составляет около 6 милей (0,01524 см). Некоторые случаи применения устройства 10 могут потребовать иной формы выполнения микровыступов 125 и 127. Расстояние между центрами периферийных выступов 125 составляет около 20 милей (0,0508 см), в то время как расстояние между центрами срединных выступов 127 составляет около 40 милей (0,1016 см).
Одна из причин более высокой плотности периферийных микровыступов 125 заключается в стремлении не допустить закорачивания кромок. Одна из причин более низкой плотности срединных микровыступов 127 заключается в создании просвета между обкладками 111А и 111В при минимальном маскировании поверхности обкладок. Для этого допускается, чтобы прокладка 121 покрывала по меньшей мере часть микровыступов 125, но предпочтительно не микровыступы 127.
Периферийные микровыступы 125 тесно расположены по внешней периферии слоя покрытия 119. Специалисту должно быть ясно, что возможно добавление дополнительных рядов в зависимости от размеров и назначения устройства 10. Срединные микровыступы 127 аналогичным образом тесно расположены в форме сетки в срединной части 132 слоя покрытия 119. Как показано на фиг.5, срединные микровыступы 127 окружены периферийными микровыступами 125.
Микровыступы 125 и 127 выполнены на слое покрытия 119 для того, чтобы обеспечить дополнительную несущую опору для первой и второй обкладок 111А и 111В, для того чтобы исключить электрический контакт вследствие оседания или прогиба обкладок.
На фиг. 5 показано также, что слой покрытия 119 включает множество зазоров, например от 133А до 123G, в которое помещают шнур, например 117А, для того чтобы в конечном счете образовать заливочное отверстие, например 122. Как показано для обкладок больших размеров, шнур только частично входит в срединную часть 132. При обкладках меньших размеров шнур проходит через всю их поверхность с концами, выступающими с противоположных сторон, образуя при этом одновременно заливочные отверстия 113С и 113D. В этом случае ширина шнура меньше или равна расстоянию между центральными микровыступами 127. Однако шнур больше расстояния между центрами периферийных микровыступов 125. Поэтому для исключения сжимания шнура микровыступами, препятствующего его извлечению, зазоры между периферийными микровыступами увеличивают там, где необходимо проложить шнур. Кроме того, ширина шнура может быть близка к величине расстояния между периферийными микровыступами, благодаря чему отпадает необходимость в конкретной адаптации схемы расположения микровыступов.
Слой покрытия 120 выполняет функции, сходные с функциями слоя 119, и нанесен на сторону обкладки 111В, обращенную к внутренней стороне первой обкладки 111А. В предпочтительном варианте реализации слой покрытия 120 не имеет микровыступов. Альтернативный вариант реализации исходного блока 10 предполагает одинаковое выполнение слоев покрытия 119 и 120 и наличие слоев микровыступов.
Прокладки 121 и 123 в целом идентичны и совмещены (расположены рядом и наложены) друг с другом. Для краткости более подробно будет описана только прокладка 121. Прокладка 121 включает сплошную периферийную часть и полую срединную часть.
В предпочтительном варианте реализации шнур 117А или его часть помещают между прокладками 121 и 123, протягивают через полую часть прокладок и выдвигают за пределы периферийной части. В другом варианте реализации шнур не проходит по центральной части прокладок, и только часть шнура зажимают между прокладками и выдвигают за обе кромки с одной стороны прокладки.
Следующая прилегающая ячейка 112, показанная на фиг.1, 2, 2А и 3, по конструкции сходна с ячейкой 114. Ячейка 112 включает в качестве первой обкладки биполярную обкладку 111В и вторую биполярную обкладку 111С. Обкладки 111В и 111С в общем идентичны и находятся на определенном расстоянии, будучи совмещены друг с другом.
Слой пористого покрытия 131, идентичный слою покрытия 119, нанесен на поверхность материала основы 118, обращенную к обкладке 111С. Слой покрытия 133, сходный со слоем покрытия 120, нанесен на материал основы или основу 140, образующую часть обкладки 111С.
Ячейка 112 включает также две прокладки 135 и 137, идентичные друг другу и прокладкам 121 и 123 ячейки 114. Шнур 117В образует заливочное отверстие 135 и 137.
Ячейка 110 по существу подобна ячейке 114 и включает первую биполярную обкладку 111Y, вторую обкладку 111Z, две прокладки 157 и 159, шнур 117С, вывод 160 и заливочное отверстие 162. Следует отметить, что на фиг.3, иллюстрирующей 3-ячеечное устройство, внутренняя обкладка 111Y эквивалентна обкладке 111С.
На фиг. 6 схематично показана емкостная цепь 200, которая обладает функциями, эквивалентными устройству 10А. В схеме 200 ячейка 114 показана в виде двух конденсаторов С1 и С2; ячейка 112 - в виде двух конденсаторов С3 и С4; и ячейка 110 - в виде двух конденсаторов С5 и С6. В результате устройство 10 в целом эквивалентно множеству последовательно соединенных конденсаторов, с двумя конденсаторами на каждую ячейку.
Пористое электропроводящее покрытие 119 вместе с ионопроницаемой средой (не показана) в ячейке 114 образуют конденсатор С1. Ионопроницаемая среда и покрытие 120 образуют конденсатор С2. Покрытие 131 и ионопроницаемая среда в ячейке 112 образуют конденсатор С3. Ионопроницаемая среда в ячейке 112 и покрытие 133 образуют конденсатор С4. Аналогичным образом ячейка 110 представлена конденсаторами С5 и С6.
Важной особенностью настоящего изобретения является биполярная конфигурация устройства для накопления энергии. Использование одной обкладки, такой как обкладка 111В, для формирования двух прилегающих друг к другу конденсаторов, таких как конденсаторы С2 и С3, приводит к получению биполярной обкладки В. Эта конструкция позволяет значительно уменьшить общие размеры устройства 10А.
Не детализируя теоретические рассуждения, можно объяснить работу емкостного устройства для накопления энергии на молекулярном уровне, что позволит понять огромное значение электрического двойного слоя. Для простоты при описании фиг. 14 будут использоваться ссылки на фиг.3, на которой используются те же цифровые обозначения позиций (а пористый металл является смешанным оксидом металла).
На фиг.14 в увеличенном масштабе схематически показан поперечный разрез кромки основы 118 и 148А и электропроводящих слоев покрытия (120, 131, 133, 133В).
Центральная основа 188 изображена как металл; это может быть любой материал, обладающий электропроводностью и обеспечивающий основу для покрытия. Пористое покрытие с большой площадью поверхности обеспечивает структуру и геометрическую форму для накопления энергии. Как можно видеть на фиг.14, слой 120 и т.п. имеет прерывистую поверхность со множеством трещин микропор и мезопор, обращающих большую площадь поверхности.
Таким образом, пористые покрытия 120 и 131 наносят на основу 118 для образования биполярной обкладки 111В, а покрытия 133 и 133В наносят на основу 148А для образования биполярной обкладки 111С. После сборки исходного блока 10 шнуры удаляют, образуя заливочные отверстия, и исходный блок 10 заполняют электролитом 190, заливочные отверстия, например 117D, закупоривают с получением в результате устройства 10А.
После этого устройство 10А заряжают электрически, в результате чего получают следующее.
Покрытие 120 приобретает отрицательный заряд. Электропроводящая основа 118 соответственно проводит электроны. Таким образом, пористое покрытие 131 становится положительно заряженным. Ионопроницаемый элекролит соответственно ионизируется для уравновешивания заряда в покрытии. На поверхности раздела электролит - электролит образуется двойной электрический слой, формирующий отдельные емкости цепи 200. Таким образом, поверхность покрытия 133 приобретает отрицательный заряд, а поверхность покрытия 133В приобретает положительный заряд. Большая площадь пористой поверхности оксида позволяет получить очень высокую эффективную площадь поверхности обкладки, в результате чего соответствующая емкость накопления энергии устройства резко возрастает.
Емкости согласно настоящему изобретению собираются из множества электродов, каждый из которых представляет собой тонкую (металлическую) подложку с тонким покрытием, в общем случае из хрупкого проводящего оксидного слоя. Такое оксидное покрытие содержит пористые кристаллиты с значительным межкристаллитным растрескиванием. Современные термопластичные материалы и способ их использования в некоторых блоках не обеспечивают полной герметизации трещин в покрытии вдоль периметра кромок обкладок. В результате жидкий электролит в каждом термопластически герметизированном устройстве просачивается к краям обкладок со временем или в условиях испытаний, вызывая электрическое закорачивание между соседними ячейками. Такая утечка сильно влияет на эффективность, надежность и срок службы устройства накопления энергии, т.е. конденсатора.
Целью изобретения является устранение этой проблемы химической и электрической утечки для улучшения надежности и срока службы устройства для накопления энергии.
Другой вариант осуществления описывает усовершенствования ячеек с электрической изоляцией и герметизацией за счет использования материала KRATON® в качестве материала для герметизации кромок обкладок и материала прокладок. Другие возможные варианты могут включать без каких-либо ограничений следующее:
1. модификации материала KRATON® с другими растворителями или полимерными растворимыми добавками;
2. другие пластические материалы в растворителе в виде дисперсии или суспензии;
3. жидкие фоторезистивные материалы, которые растворены в растворителях, например этиленгликоль, бутилацетат, ацетилцеллюлоза, или их комбинации;
4. эпоксид или смола, которые растворяют для получения растворов требуемой вязкости;
5. полимерные материалы в дисперсной форме, осаждаемые электролитическим путем, например электрофорезом;
6. электроизолирующие оксидные покрытия с добавками или без добавок полимеров для заполнения трещин и изоляции кромок;
7. термическое сокращение трещин и пор в покрытии за счет нагревания оксидного слоя лазером с использованием или без использования дополнительных материалов.
К другим применениям материала KRATON® или растворов материалов относятся следующие:
1. Для улучшения целостности и адгезии оксидного покрытия на электродах. Это улучшение достигается за счет покрытия всей поверхности электрода тонким слоем KRATON® в органическом растворителе, предпочтительно в виде слабого раствора.
2. Герметизация заливочных отверстий конденсаторных устройств жидкими растворами KRATON® после заполнения электролитом.
3. Применение раствора KRATON® с соответствующей вязкостью путем нанесения раствора в виде некоторой конфигурации, обеспечивающей формирование изолирующих сепараторов между обкладками или прокладками, допускающей при необходимости воздушную сборку.
Влажная сборка также возможна, если нет необходимости в заливочных отверстиях. Эластомер используется для герметизации уплотнительной кольцевой прокладки под давлением. После высыхания внешних поверхностей полностью готовый блок герметизируется по периметру, например прессованием под давлением с использованием эпоксида или раствора KRATON®.
Способы изготовления устройства для накопления энергии
Предпочтительный способ изготовления сухого исходного блока 10 и устройства для накопления энергии 10А, показанных на фиг.1-5, в принципе заключается в следующем.
(А) Приготовление материала основы
Материал основы можно протравливать или очищать разнообразными общепринятыми методами травления или очистки. Материал основы представляет собой любой электропроводящий материал, например углерод, керамика, металл, сплав, имеющий толщину от 0,01 до 100 милей, предпочтительно используют металл или сплавы при толщине предпочтительно от 0,1 до 50 милей, более предпочтительно от 1 до 10 милей.
В некоторых экспериментах при отсутствии травления поверхности металла она оказывается слишком гладкой. Такая гладкая поверхность не обеспечивает нужной адгезии с пористым покрытием. Травление создает подходящую шероховатую поверхность.
1. Мокрое травление
Предпочтительная процедура заключается в контакте металлической основы с водным раствором неорганической синильной кислоты, например серной кислоты, соляной кислоты, плавиковой кислоты, азотной кислоты, хлорной кислоты или их сочетаний. Травление обычно выполняют при повышенных температурах от 50 до 95oС (предпочтительно 75oС) в течение приблизительно от 0,1 до 5 часов (предпочтительно 0,5 часа) с последующим промыванием водой. Возможно травление кислотой при комнатной температуре. Возможно также травление щелочью или органической (например щавелевой) кислотой.
2. Сухое травление
Путем напыления, плазменной обработки и/или ионного травления получают шероховатую поверхность основы. Предпочтительной процедурой является аргонное травление распылением при разрежении приблизительно от 0,001 до 1 Торр при энергии около 1 КэВ с частотой 13,5 МГц. Обычно для очистки и придания шероховатой поверхности требуется плотность энергии 0,1-10 Вт/см2 в течение приблизительно 1-60 мин. Другой процедурой является плазменное травление основы с реактивным газом, таким как кислород, тетрафторметан и/или шестифтористая сера при разрежении около 0,1-30 Торр в течение приблизительно 1-60 мин.
3. Электрохимическое травление
Шероховатую поверхность получают путем электрохимической окислительной обработки в растворе хлорида или фторида.
(В) Нанесение покрытия на материал основы
Покрытие (например, оксид) является пористым и образовано большей частью микропорами (диаметром менее  ). На поверхности имеются большие трещины шириной 0,1-1 мкм, которые проникают на всю толщину покрытия. Однако более 99% площади поверхности приходится на эти микропоры. Средний диаметр этих микропор составляет около
). На поверхности имеются большие трещины шириной 0,1-1 мкм, которые проникают на всю толщину покрытия. Однако более 99% площади поверхности приходится на эти микропоры. Средний диаметр этих микропор составляет около  .
.
С помощью различных дополнительных приемов обработки структура пор может быть изменена с целью увеличения среднего размера пор. Так, например, обработка паром создает бимодальное распределение пор. В дополнение к микропорам создается узкое распределение мезопор (диаметром < ) с диаметром около
) с диаметром около  . У обработанных таким образом покрытий обкладок 85-95% площади поверхности приходится на микропористые структуры.
. У обработанных таким образом покрытий обкладок 85-95% площади поверхности приходится на микропористые структуры.
При иных способах изготовления обкладок распределение размеров пор может варьироваться. Эффективная площадь поверхности покрытия может в 1000, 10000 или 100000 раз превышать площадь поверхности обкладки в проекции как монолита. Размер пор, их распределение, площадь поверхности контролируются температурой пиролиза и/или высокотемпературной водной обработкой. Кроме того, использование поверхностно-активных веществ для образования мицелл или иных организованных структур в растворе для покрытия ведет к увеличению среднего размера пор до значений около  , причем на микропоры приходится только 5-10% площади поверхности.
, причем на микропоры приходится только 5-10% площади поверхности.
Как показано на фиг.13, обкладка 111А включает пористый и электропроводящий слой покрытия 119, который формируется по меньшей мере на одной стороне материала основы 116. Материал основы 116 является электропроводящим и достаточно жестким для того, чтобы поддерживать слой покрытия 119 и придавать достаточную конструкционную жесткость устройству 10.
Уникальные характеристики настоящего изобретения главным образом обусловлены новой конструкцией, как описано здесь. Ультраконденсатор, формируемый таким образом, уникален среди других устройств для накопления электроэнергии по ряду причин.
Он имеет следующие характеристики:
- в сто раз более высокую плотность мощности, чем в любых известных аккумуляторах;
- в пятьдесят раз более высокую плотность мощности, чем в обычном конденсаторе;
- скорость заряда и разряда менее 1 с по сравнению с часами для обычных батарей;
- очень высокий срок службы, порядка 300000 циклов заряда/разряда, в противоположность 1000 циклов для обычного аккумулятора;
- любое напряжение от 1,0 до сотен вольт по сравнению с менее чем 2 В для обычных батарей, например 12 В для обычной батареи свинцовых (кислотных) аккумуляторов, в то время как данное новое устройство может быть спроектировано практически с любой конфигурацией, размерами и формой.
Уникальное сочетание свойств обеспечивает улучшенные характеристики, в частности, за счет сочетания методологий конструирования, отдельных признаков, как представлено в настоящем описании, что совместно обеспечивает достижение указанных характеристик.
Одной из целей настоящего изобретения является оптимизация плотности энергии и удельной мощности устройства 10. Этот результат достигается путем уменьшения толщины материала основы 116 и максимизации площади слоя покрытия 119. Удельная мощность устройства 10 оптимизируется также за счет сохранения низкого сопротивления.
Площадь поверхности слоя покрытия 119 определяют с помощью методологии BET, хорошо известной в этой области техники. Увеличение поверхности, которое является показателем оптимизации площади поверхности слоя покрытия 119, определяют согласно следующей формуле:
Увеличение поверхности= (площадь поверхности ВЕТ/площадь проекции поверхности)
В настоящем изобретении показатели увеличения поверхности составляют от 10000 до 100000, т.е. обычно существенно превышают 50.
Слой покрытия 119 является пористым, и пористость может составлять от 5 до 95%. Характерные показатели пористости для эффетивного накопления энергии составляют приблизительно от 20 до 25%. Толщина покрытия от 1 до 200 мкм, предпочтительно в пределах от 5 до 50 мкм.
В обычных двухслойных конденсаторах основная часть сопротивления приходится на слой углеродного покрытия. В настоящем изобретении большая часть сопротивления обусловлена электролитом, который обладает более высоким сопротивлением, чем пористый проводящий слой покрытия.
После заполнения исходного блока устройства 10 электролитом он готов к зарядке, в результате которой получают устройство 10А. Основными критериями выбора электролита являются ионопроницаемость и биполярные характеристики. Граничный участок или поверхность раздела между обкладкой и электролитом обычно называют "двойным слоем", и он используется для описания конфигурации зарядов на этом участке. Более подробное описание теории двойного слоя можно найти в работе Bockris et al, "Modem Electrochemistry", vol.2, sixth print, chapter 7 (1977 г.).
Площадь поверхности слоя покрытия влияет на электрическую емкость устройства 10А. Если, например, показатель увеличения площади составляет от 1000 до 20000, а емкостная плотность двойного слоя составляет приблизительно от 10 до 500 мкФ/см2 площади поверхности раздела (т.е. площади поверхности BET), то емкостная плотность за счет увеличения поверхности составит приблизительно от 0,1 до 10 Ф/см2 проекции поверхности обкладки. Хотя покрытия с любым показателем увеличения поверхности используются в рамках настоящего изобретения, покрытия с большими площадями поверхности более предпочтительны ввиду увеличения емкостной плотности. Покрытия с площадями поверхности 10-100 м2/см3 являются предпочтительными, более предпочтительны значения 20-200 м2/см3 и наиболее предпочтительны около 100 м2/см3.
Хотя здесь приведено описание теории двойного слоя, следует понимать, что вместо нее могут быть использованы другие теории и модели, такие как модель инжекции протонов, без изменения сущности изобретения. Кроме того, точные значения пористости поверхности и толщины покрытия могут изменяться специалистами в данной области техники для удовлетворения определенных требований и достижения целей данного изобретения.
Электропроводящий материал покрытия с большой площадью поверхности (пористый) наносят на материал основы.
1. Способы нанесения покрытия из растворов
Материал пористого покрытия может быть получен из растворов различных активных продуктов предшествующей ступени реакции или золь-гелевого состава. Возможно применение многочисленных способов нанесения этих составов. Обычно для образования покрытия на основе применяют процессы отверждения, гидролиза и/или пиролиза. Пиролиз солей металлов обычно осуществляется в контролируемой атмосфере (азот, кислород, вода и/или другие инертные или окислительные газы) в печи или с помощью источника инфракрасного излучения.
(а) Нанесение покрытия методом погружения - обкладку или основу погружают в раствор или в золь-гель, нанося на основу покрытие, которое затем отверждают с помощью пиролиза или иных методов. Этот процесс может быть повторен для увеличения толщины слоя. Предпочтительная процедура заключается в погружении материала основы на раствор хлорида металла в спирте, сопровождающемся пиролизом при температуре приблизительно от 250 до 500oС в течение 5-20 мин в атмосфере с 5-100% кислорода.
Этот процесс повторяют до тех пор, пока не получат нужный вес покрытия. Заключительная процедура пиролиза осуществляется при температуре 250-450oС в течение 1-10 часов. Обычно для получения емкостной плотности около 1-10 Ф/см2 площади поперечного сечения обкладки на основу откладывают около 1-30 мг/см2 покрытия. Другая процедура заключается в приготовлении золь-геля с оксидами рутения, кремния, титана и/или других металлов и нанесения его на основу так же, как показано выше. Путем регулирования значения рН, концентрации воды, растворителя и/или присутствия таких добавок, как щавелевая кислота, формамид и/или поверхностно-активные вещества, можно регулировать частотные характеристики разряда покрытия.
Высокую относительную влажность в ходе операции пиролиза можно использовать для завершения превращения исходного материала в оксид при более низких температурах. Одна из процедур заключается в пиролизе при температуре около 300oС без контроля влажности. Однако дополнительная процедура заключается в поддержании относительной влажности на уровне выше приблизительно 50% в течение этого пиролиза при температурах ниже 350oС или ниже.
Предпочтительный способ нанесения покрытия погружением на тонкие (например 1 миль (0,0254 мм)) структуры основы заключается в использовании проволочной рамки 200 для удержания материала основы 118 в натяжении (фиг.15 и 15А).
Проволочная рамка 300 состоит по меньшей мере из двух проволок 301 и 301А, длина которых превышает ширину материала опоры 118. Каждая проволока 301 и 301А состоит из одного отрезка проволоки, туго свернутого по концам приблизительно на 360o, образуя два витка 302 и 303. Витки завернуты таким образом, что концы витков находятся примерно на высоте 1 см над плоскостью проволоки. Витки 302 и 303 пропускают соответственно через отверстия 304 и 305 в материалах основы. Отверстия 304 и 305 располагаются по двум углам, прилегающим к одной стороне материала основы.
Две дополнительные проволоки 301В и 301C могут быть аналогичным образом использованы на двух остальных сторонах материала основы для получения дополнительной опоры.
(b) Нанесение покрытия методом напыления
Раствор покрытия наносят на основу методом напыления, отверждают, могут в случае необходимости повторить операцию, чтобы увеличить толщину покрытия. Предпочтительной процедурой является нанесение покрывающего раствора на подложку при температуре 0-150oС с помощью ультразвукового или иного распылительного сопла при расходе порядка 0,1-5 мл/мин в газе-носителе, состоящем из азота, кислорода и/или других активных и инертных газов. Характеристики покрытия можно контролировать за счет парциального давления кислорода и других активных газов.
(c) Нанесение покрытия валиком
Исходный материал покрытия наносят валиком, отверждают и могут в случае необходимости повторить операцию, чтобы увеличить толщину покрытия. Виды покрытий, описанные выше для нанесения методом погружения, пригодны и в этом случае.
(d) Нанесение покрытия методом центрифугирования
Для нанесения исходного материала используют обычный метод центрифугирования и в случае необходимости повторяют операцию для получения требуемой толщины покрытия.
(e) Нанесение покрытия ракельным ножом
Для нанесения исходного материала используют ракельный нож с возможным повторением операции для достижения требуемой толщины покрытия.
2. Электрофорезное осаждение
Техникой электрофорезного осаждения наносят пористое покрытие или исходное покрытие с возможным при необходимости повторением операции для достижения требуемой толщины покрытия.
3. Химическое осаждение из паровой фазы
Методами химического осаждения из паровой фазы, известными из предшествующего уровня техники, наносят пористое покрытие или исходное покрытие.
(С) Предварительная обработка обкладок
Обнаружено, что существует возможность применения множества видов предварительной обработки или доводки с целью улучшения электрических характеристик покрытия (например, электрохимической инертности, проводимости, рабочих характеристик и т.п.). К этим видам обработки, например, относятся:
1. Паровая обработка
Обработка горячей водой или паром в контролируемой атмосфере может использоваться для уменьшения тока утечки. Процедура заключается в контакте обкладки с покрытием с насыщенным водой паром в замкнутом сосуде при температуре 150-325oС в течение 1-6 часов при атмосферном давлении.
2. Обработка химически активным газом
Обкладка с покрытием один или несколько раз вводится в контакт с химически активным газом, таким как кислород, озон, водород, перекиси, окись углерода, закись азота, двуокись азота, окись азота, при температуре от температуры окружающей среды до 300oС при пониженном давлении. Предпочтительная процедура заключается в контакте обкладки с покрытием со струей озона в воздухе при его содержании около 5-20 весовых процентов, при температуре от температуры окружающей среды до 100oС и при давлении 0,1-2000 Торр в течение 0,1-3 часов.
3. Обработка надкритической жидкостью
Обкладка с покрытием вводится в контакт с надкритической текучей средой, такой как двуокись углерода, органический растворитель и/или вода. Предпочтительная процедура заключается в обработке надкритической водой или двуокисью углерода в течение 0,1-5 часов с повышением сначала давления, а затем температуры до надкритических условий.
4. Электрохимическая обработка
Обкладки с покрытием помещают в сернокислый электролит и подвергают воздействию анодного тока, достаточного для выделения газообразного кислорода, и затем воздействию катодного тока. В одном из вариантов реализации обкладку подвергают воздействию тока плотностью 10 мА/см2 в 0,5-молярном растворе серной кислоты в течение приблизительно 5 минут с целью выделения газообразного кислорода. Затем обкладку переключают на катодный ток и потенциал разомкнутой цепи возвращают до значения приблизительно 0,5-0,75 В, предпочтительно 0,5-0,6 В и наиболее предпочтительно около 0,5 В (относительно NНЕ) с выделением газообразного водорода.
5. Обработка химически активной жидкостью
Обкладку с покрытием вводят в контакт с окисляющей жидкостью, такой как водные растворы перекиси водорода, озона, окиси сернистого алкила, перманганата калия, перхлората натрия, изотопов хрома (VI) или их сочетаний, при температурах в диапазоне от температуры окружающей среды до 100oС в течение 0,1-6 часов. Предпочтительный вариант предусматривает использование 10-100 мг/л водного раствора озона при 20-50oС в течение порядка 0,5-2 часов с последующей промывкой водой. Дополнительная процедура заключается в обработке обкладки с покрытием в растворе хромата или дихромата.
(D) Зазор между обкладками
Существует много способов для получения электроизоляции и правильного установления зазора между обкладками. Зазор между обкладками обычно составляет от 0,1 до 10 милей, предпочтительно в пределах 1-10 милей. Эти зазоры используют так, чтобы дополнительный электроизолирующий сепаратор малой толщины мог быть размещен между обкладками. Сепараторы могут представлять собой, например, воздушный промежуток, множество выступов, тонкий лист, проницаемую мембрану и т.п. Указанные способы включают, например, следующее:
1. Микровыступы
Сепараторы 125 и 127 между покрытиями 119 и 120 включают множество мелких (по площади и по высоте) выступов, т.е. 125 и 127, на поверхности, по меньшей мере с одной стороны обкладки. Эти микровыступы могут состоять из реактопластов, термопластмасс, эластомеров, керамики или иных электроизолирующих материалов.
Способы нанесения этих микровыступов включают, без каких-либо ограничений, следующие способы:
(a) Трафаретная печать
Микровыступы наносят на поверхность обкладки обычным способом трафаретной печати, который более подробно описан ниже в разделе "Трафаретная печать". Таким путем наносят различные эластомеры, реактопласты, фотоотверждаемые пластмассы и термопластмассы. Предпочтительным является использование кислотостойкого эпоксида или раствора VITON®.
(b) Химическое осаждение из паровой фазы
Микровыступы наносят также на поверхность обкладки путем осаждения двуокиси кремния, двуокиси титана и/или других изолирующих оксидов или материалов через маску.
(c) Фотолитография
Микровыступы получают также с помощью методов фотолитографии, которые более подробно описаны ниже в разделе "Фотолитографическое получение микровыступов".
2. Сепаратор в виде физически тонкого листа
Сепаратор между обкладками представляет собой тонкий, имеющий по существу открытую структуру материал, такой как стекло. Предпочтительным материалом является лист из пористого стекла толщиной 0,001-0,005 дюйма (0,00254-0,01270 см), поставляемый фирмой Whatman Paper Ltd., Клифтон, шт. Нью-Джерси.
3. Отливка сепаратора
Сепаратор между пористым материалом получают также путем литья тонкой, имеющей по существу открытую структуру пленки, такой как, например, NAFTON®, полисульфоны или различные аэро- или золь-гели.
4. Воздушный зазор
Сепаратором между обкладками является также воздушный зазор, который затем заполняют неводным или водным электролитом.
(Е) Применение прокладок
Материалы, применяемые для изготовления прокладок, таких как прокладки 121, 123, 135, 137, 157 и 159, установленные по кромке активной поверхности обкладок, включают любой органический полимер, остающийся стабильным в электрохимической среде в условиях обработки. К подходящим полимерам относятся, например, полиимид, TEFZEL®, полиэтилен (высокой и низкой плотности), полипропилен, другие полиолефины, полисульфон, KRATON®, другие фторированные или частично фторированные полимеры или их сочетания. Прокладка может применяться как заранее изготовленное изделие, либо изготавливаться способом трафаретной печати, погружением кромок по периметру в раствор полимера или иными способами.
Конденсаторы, соответствующие настоящему изобретению, собирают из множества электродов, каждый из которых представляет собой тонкую (металлическую) подложку, которая покрыта тонкими, в общем случае хрупкими проводящими оксидными покрытиями. Оксидное покрытие содержит пористые зерна, обладающие значительным межкристаллитным растрескиванием. Современные термопластичные материалы и способы их использования в некоторых блоках не обеспечивают полной герметизации трещин в покрытии по периметру кромок электродов. В результате жидкий электролит в каждом термопластически герметизированном корпусе устройства стекает к кромкам электродов со временем или в условиях испытаний, что приводит к электрическому закорачиванию между соседними ячейками. Эта утечка сильно влияет на эффективность, надежность и срок службы устройства накопления электрической энергии, например конденсатора. Типовые значения толщины прокладок находятся в пределах от 0,1 до 20 милей, предпочтительно от 1 до 10 милей. Ширина кромки по периметру прокладки находится в пределах от 0,001 до 1 дюйма, предпочтительно от 90,01 до 0,5 дюйма, в зависимости от конечной площади обкладок, размера и формы. Вытаскиваемый шнур (контакт) тоньше, чем зазор между обкладками, обычно имеющий толщину в пределах 0,05-10 милей (в зависимости от зазора между обкладками), и если имеет некруговую форму, то ширина находится в пределах от 1 до 50 милей.
(F) Шнур для заливочного отверстия
Шнур (117А, 117В и 117С) для получения заливочных отверстий, таких как заливочные отверстия 122 и 142, выполняется из любого подходящего материала, обладающего некоторыми специфическими свойствами, т.е. он отличается от материала прокладки, имеет более высокую температуру плавления и не плавится, не течет и не прилипает к материалу прокладки при описанных здесь условиях нагрева. Обычно используют стекло, металл, керамику и органические полимеры или их сочетания.
(G) Сборка блоков
Колонну собирают, начиная с торцевой пластины, попеременно устанавливая материал прокладки, шнур, обкладку, прокладку, шнур, обкладку до тех пор, пока не будет получено нужное количество ячеек, и заканчивая второй торцевой пластиной и, возможно, прокладкой на верхней наружной поверхности колонны.
(Н) Завершение сборки (нагрев и охлаждение)
Колонну нагревают под давлением, чтобы вызвать оплавление прокладочного материала, слипание и герметизацию по периметру материалов обкладок по отношению к соседней обкладке колонны, создавая тем самым изолированные ячейки и единый блок. Все это выполняют в инертной атмосфере.
(a) Для нагрева колонны с целью оплавления материала прокладки используют радиочастотный индукционный нагрев.
(b) Для равномерного нагрева колонны с целью оплавления материала прокладки используют радиационный нагрев. Предпочтительным является использование излучения в диапазоне 1-100 мкм при плотности энергии 0,5-10 Вт/см2 в течение 1-20 мин.
(c) Для нагрева колонны с целью оплавления материала прокладок используют нагрев в печи за счет теплопроводности или конвекции, возможно в инертной атмосфере.
(1) Получение заливочного отверстия
Шнуры вытягивают для механического извлечения их из готового сухого исходного блока, имеющего по меньшей мере одно заливочное отверстие на ячейку. Полученное заливочное отверстие имеет размеры шнура обычно в пределах 0,05-10 милей по высоте (или в диаметре) и 1-50 милей по ширине.
(J) Дополнительная обработка
1. Для улучшения общих и долговременных электрических характеристик обкладок и полученного устройства полезно использование ряда методов обработки колонны или готовой колонны в сборке химически активными газами. Сюда относятся обработка перед операцией (Н) и/или после операции (I) водородом, окисью азота, окисью углерода, аммиаком и другими восстановительными газами или их сочетаниями при температуре от температуры окружающей среды до температуры плавления материала прокладок при пониженном давлении или разрежении.
2. Второй вид дополнительной обработки обычно выполняют для регулирования потенциала разомкнутой цепи обкладок после операции (F) и сборки обкладок в инертной атмосфере (например, аргона, азота). Это осуществляется с использованием катодного тока без выделения водорода.
(К) Заполнение сухого исходного блока
Сухой исходный блок заполняют ионопроницаемым водным или неводным электролитом.
Предпочтительным электролитом является приблизительно 30%-ный водный раствор серной кислоты, что связано с его высокой электропроводностью. Неводные электролиты, основанные на пропиленкарбонате или этиленкарбонате, также используются для достижения потенциалов, превышающих 1,2 В на ячейку.
Предпочтительная процедура заполнения сухого исходного блока жидким электролитом заключается в помещении исходного блока в камеру, создании в камере разрежения от приблизительно 1 Торр до 1 мкТорр, предпочтительно в пределах приблизительно от 250 мкТорр до менее чем 1 Торр, и подаче электролита; тем самым осуществляется заполнение зазоров в ячейках электролитом через заливочные отверстия. С другой стороны, исходный блок может быть помещен в электролит и подвергнут вакуумированию, вызывающему отсасывание газа из зазоров ячеек и его замещение электролитом.
Кроме того, могут использоваться электролиты, не являющиеся жидкостями (например, твердые или полимерные). В этом случае обкладку покрывают электролитом перед оплавлением и заливочное отверстие не требуется.
(L) Заливка заливочных отверстий
Заливочные отверстия заделывают путем оплавления дополнительной пленки из такого же или иного полимера, помещенной над отверстиями, чтобы получить герметизированное устройство. Обычно это выполняют индукционным нагревателем, осуществляющим местный нагрев пленки над заливочным отверстием.
(М) Термоциклирование
Устройство доводят до полной величины заряда обычно ступенчатым наращиванием заряда на 0,1 В на ячейку при зарядном токе около 4 мА/см2.
(N) Испытания
Способы подсоединения нагрузок
Применяются различные способы выполнения электрических соединений на торцевых пластинах сверхконденсатора, которые описаны ниже.
1. Выводы торцевых пластин (160 и 160А)
Торцевые пластины (111А и 111Z) вырезают таким образом, чтобы они выступали за пределы периметра обычной прокладки. Эти выступы допускают крепление провода или ленты. Обычно выступ имеет форму штыря, на котором удаляют весь материал покрытия (например, оксид), оголяя материал основы; к штырю точечной сваркой приваривают никелевую ленточку толщиной 5 милей (0,0127 см).
2. Серебряная эпоксидная смола
Покрытие удаляют с открытых поверхностей торцевых пластин или же торцевые пластины могут быть покрыты только с одной стороны. Электрические соединения с открытыми поверхностями в виде выводов из чистой никелевой фольги или медных пластинок получают путем прикрепления их электропроводящей серебряной эпоксидной смолой.
3. Ушки
Перед нанесением покрытия к толстым металлическим торцевым пластинам приваривают резьбовые металлические гайки. Электрическое соединение с металлическими гайками осуществляют путем ввинчивания винтов.
4. Прижимные контакты
Перед сборкой колонны устройства с торцевых пластин покрытие (например, оксид) удаляют или же покрытие на торцевые пластины может быть нанесено только на одну открытую сторону. Открытый материал основы, например титан, подвергают обратному напылению с целью очистки поверхности, причем следует соблюдать осторожность во избежание перегрева основы. Затем на чистую поверхность напыляют титан, чтобы нанести адгезивный слой, за которым следует золото. Золото служит контактной поверхностью с низким сопротивлением. Электрический контакт с этой поверхностью может быть сформирован запрессовкой или подсоединением проволоки.
5. Нанесение совместимой среды, например алюминия, золота, серебра и т. п., методом химического осаждения из паровой фазы или другими методами
Сопротивление устройства измеряют при частоте 1 кГц. Электрическую емкость устройства определяют, измеряя количество заряда в кулонах, необходимое для полного заряжения устройства при зарядном токе около 4 мА/см2 площади обкладки. Ток утечки измеряется как ток, требуемый для поддержания полного заряда спустя 30 минут процесса зарядки.
Эти устройства могут выполняться с различной конфигурацией в зависимости от конкретного применения. За счет рационального регулирования напряжения устройства, напряжения ячейки, площади обкладки и/или толщины покрытия изготавливают устройства с заданными рабочими характеристиками.
Емкостная плотность обкладки (С, измеряемая в Ф/см2) составляет приблизительно 1 Ф/см2 для каждых 10 мкм покрытия. Следовательно, для получения более высоких значений электрической емкости используют более толстое покрытие. Емкость устройства (С) равна емкостной плотности обкладки, умноженной на площадь обкладки (А, см2) и разделенной на удвоенное число ячеек (n) (формула 1).
Ток утечки (i") пропорционален площади обкладки А, в то время как эквивалентное последовательное сопротивление (ESR) обратно пропорционально площади обкладки (формула 2). Типовое значение i" составляет менее 20 мкА/cм2.
Общее количество ячеек в устройстве (n) равно суммарному напряжению устройства (V), разделенному на напряжение ячейки (V') (формула 3). Возможно использование напряжений ячеек до приблизительно 1,2 В при электролитах на водной основе.
Высоту устройства (h), зависящую от зазора ячейки (h') и толщины основы (h"), определяют по количеству ячеек и емкостной плотности обкладки в сантиметрах (формула 4).
Эквивалентное последовательное сопротивление устройства зависит от количества ячеек, умноженного на зазор ячейки (h'), умноженного на электрическое удельное сопротивление электролита (r), умноженного на коэффициент, приблизительно равный 2, и разделенного на площадь А (формула 5).
Форм.1 С=С'А/2n
Форм.2 i''αAα1/ESR
Форм.3 n=V/V'
Форм.4 n/cm=n(0,02C'+h'+h'')
Форм.5 ESR ~ 2nh'r/A
Устройства изготавливают так, чтобы они отвечали требованиям различных сфер применения с учетом требований к напряжению, энергии и сопротивлению. Приведенные ниже примеры не должны рассматриваться как ограничивающие объем изобретения.
Для применения в электромобилях используют устройство с энергией приблизительно от 100 кДж до 3 МДж. Устройство с большим напряжением (приблизительно от 100 до 1000 В) и большим накоплением энергии (1-5 Ф/см2) применяют с площадью обкладки приблизительно от 100 до 10000 см2.
Для применения в электрообогреваемом катализаторе, применяемом для уменьшения автомобильных выхлопов при холодном запуске двигателя, используется устройство с энергией от 10 до 80 кДж. Это устройство создает напряжение около 12-50 В при площади обкладок около 100-1000 см2 и накоплении энергии 1-5 Ф/см2. В случае необходимости можно изготовить устройство, состоящее из нескольких включенных параллельно устройств и отвечающее требованиям электропитания.
В дефибрилляторах используются устройства на 200-400 В с площадью обкладок от 0,5 до 10 см2 с 1-3 Ф/см2.
Для обеспечения непрерывности питания возможно использование различных конфигураций последовательного и параллельного включения устройств.
Трафаретная печать
Что касается способа трафаретной печати 250, иллюстрируемого с помощью фиг. 7 и 8, то основное назначение способа 250 заключается в формировании на поверхности слоев покрытия групп микровыступов 125 и 127, которые должны служить сепараторами в устройствах накопления энергии, таких как конденсатор или аккумулятор в общем случае и в сухом исходном блоке 10 устройства накопления энергии, в частности.
Подложка предпочтительно образована материалом тонкой обкладки, состоящей из материала основы, например титана, циркония или их сплавов, причем покрытие нанесено на одну или обе стороны. Подложка обычно имеет форму тонкой металлической пластины, что характерно для конденсаторов. Этот этап выполняется методами, раскрытыми в данном описании или известными из уровня техники.
Покрытие образует площадь для накопления заряда в устройстве и может быть пористым.
Кроме обкладок двухслойных конденсаторов, возможно использование аккумуляторных обкладок (например, свинцовых в свинцовом аккумуляторе) или обкладок электролитического конденсатора (например, из оксида алюминия или тантала).
Важно, чтобы плоские поверхности соседних подложек с покрытием или обкладок не соприкасались друг с другом и были разделены одинаковым расстоянием. Эпоксидные микровыступы обеспечивают нужное равномерное разделение.
Держатель образца
Тонкая плоская подложка с покрытием должна крепиться (или удерживаться) таким образом, чтобы обеспечить точность формирования микровыступов на плоской поверхности подложки. В случае тонких листов обкладок (0,1-5 милей (0,000254-0,0127 см) и особенно около 1 миля (0,00254 см)) держатель обкладки 275 особенно важен. В случае создания вокруг тонкого листа глубокого вакуума на тонком листе часто образуются обратные углубления, которые вызывают значительные нежелательные изменения в физических и электрических свойствах готового устройства.
Держатель обкладки 275 включает пористый керамический держатель 276. Вследствие того, что поры достаточно малы, не возникает углублений при создании умеренного или глубокого вакуума. Плоская керамическая поверхность керамического держателя 276 должна быть в тесном контакте с поверхностью обкладки 111В при условиях, не вызывающих деформирования металла и нарушения целостности покрытия. Разрежение, применяемое для пористой керамики, составляет по меньшей мере 635 мм рт.ст. Предпочтительно, чтобы разрежение составляло от 635 до 762 мм, в особенности 660-736 мм.
Кроме того, керамическая подложка должна быть заподлицо с поверхностью любого механического держателя, чтобы обеспечить равномерную экструзию через отверстия в экране. Это означает, что плоская поверхность держателя и поверхность покрытия для накопления электроэнергии различаются по высоте между собой приблизительно на величину отклонения в пределах +/- 0,127 мм или менее от уровня на каждые 152 мм.
Держатель обкладки 275 включает также металлическую рамку 277, которая также должна быть по возможности заподлицо (плоской), чтобы с одного конца обкладки до другого формировались выступы одинаковых размеров.
Держатель обкладки 275 является коммерчески доступным и поставляется различными фирмами, например Ceramicon Designs, Голден, шт.Колорадо. Держатель образца 276 можно изготовить, используя поставляемые промышленностью металлы, сплавы или керамику.
Обычно формируют листовые обкладки с покрытием размером 5 дюймов (127 мм) на 7 дюймов (177,8 мм).
Металлический держатель 277 имеет множество расположенных в ключевых точках штифтов, таких как три штифта 278, 279 и 280, которые используются для выравнивания и размещения обкладки 111В с помощью множества совпадающих со штифтами отверстий 281, 282 и 283 соответственно. Отверстия 281, 282 и 283 обычно расположены как можно ближе к периферийным кромкам обкладки 111В, чтобы сохранить полезную площадь поверхности обкладки. В другом варианте выравнивающие отверстия не используются, и штифты применяются для выравнивания кромок обкладки.
Трафарет (не показан) с определенной схемой прорезей разворачивают и крепят к обычной раме трафаретной печати (не показана). Сетку трафаретной печати удаляют.
Затем смешивают эпоксидные компоненты и жидкий эпоксид помещают на поверхность трафарета, разравнивая его в равномерно нанесенное покрытие. Это можно сделать прижимным брусом, ракельным ножом или резиновым валиком.
Обычно для получения ровного покрытия важно поддержание постоянной температуры и влажности.
Затем трафарет осторожно снимают, оставляя выступы текучего эпоксида на поверхности оксида. После этого эпоксидные выступы подвергают отверждению, используя температуру окружающей среды, ускоренный нагрев от 100 до 150oС или свет.
Затем обкладки с микровыступами объединяют с другими обкладками и собирают согласно мокрому или сухому процессу. Если используется сухой процесс, то сухой блок 10 заполняют электролитом, когда предстоит его зарядка.
Важно, чтобы отвержденный эпоксид не вступал в реакцию с жидким электролитом, который может использоваться при изготовлении конденсатора, имеющего множество слоев обкладок.
После этого отвержденные микровыступы выполняют свою функцию сохранения равномерного зазора между обкладками.
Очевидно, что из всего вышесказанного вытекают следующие возможности.
Увеличение или уменьшение толщины обкладки позволит увеличить или уменьшить зазор, связанный с микровыступами за счет изменений жесткости основы.
Возможно использование других реактопластов, термоэластомеров или фотоотверждаемых эпоксидов или производных эпоксидов.
Могут использоваться другие схемы расположения микровыступов, такие как квадраты, линии, кресты и т.п. Кроме того, увеличить механическую жесткость могут полосы по периметру.
Возможен нагрев трафарета в случае необходимости довести текучую эпоксидную смолу до температуры, при которой ее вязкость становится пригодной для печати за короткое время.
Эта операция нагрева, за которой следует трафаретная печать текучей эпоксидной смолой, должна выполняться быстро, поскольку время работы с эпоксидом значительно сокращено.
Устройства для накопления электроэнергии с микровыступами 125 и 127 могут использоваться как аккумуляторы, конденсаторы и т.п.
Фотолитографическое получение микровыступов
Задача данного способа заключается в получении групп микровыступов на поверхности или сплавов подложки обкладки с использованием фотолитографии, как показано на фиг.10, 11 и 12. Подложка имеет обычно форму тонкой пластины обкладки, обычной для конденсаторов.
На поверхность обкладки 111А помещают фоторезистивную пленку 381, для чего используют или метод вакуумного ламинирования, применяя поставляемый в промышленных масштабах аппликатор пленки Dynachem ConforMASK и вакуумный аппликатор Dynachem модели 724/730, или же пропуская фоторезистивную пленку 381 и обкладку 111А между двумя нагретыми валиками 384 и 385.
Экспозицию осуществляют, применяя стандартный экспонирующий источник ультрафиолетовых лучей мощностью 1-7 кВт, такой как ртутные лампы 389.
Аппликатор пленки ConforMASK разработан с использованием стандартных условий, таких как наличие 0,5-1,0% моногидрата карбоната калия или натрия или в проявочном баке, или в конвейерном водном проявителе. По желанию, после проявления обкладку с микровыступами можно нейтрализовать в разведенном 10%-ном растворе серной кислоты. Это позволяет удалить всю нежелательную непрореагировавшую пленку и оставить прореагировавшие микровыступы, прикрепленные к поверхности обкладки.
Для получения оптимальных физических и электрических характеристик полученный материал подвергают заключительному процессу отверждения, включающему как облучение ультрафиолетовым излучением, так и термообработку, и осуществляемому в обычных установках ультрафиолетового отвердения и конвекционных воздушных печах.
Множество обкладок собирают, чтобы получить, например, конденсатор, как было описано выше. Микровыступы обеспечивают нужное равномерное разделение.
Промышленное применение
Устройство для накопления энергии 10А имеет множество сфер применения, в первую очередь в качестве резервного источникам питания и/или конденсатора. Размеры составляют от 0,1 до 100000 В или 0,1-106 см3. Типовые диапазоны напряжений могут включать сочетания для использования в автомобилях и иных сферах.
Сферы применения приведены в табл. 2.
В некоторых сферах применения множество устройств соединяют последовательно и/или параллельно для того, чтобы получить нужные рабочие характеристики.
Изготовление сухого исходного блока
Приведенные ниже примеры предназначены только для описания и пояснения. Они никоим образом не должны ограничивать объем изобретения.
Пример 1
Изготовление сухого исходного блока
(А) Способ нанесения покрытия
Опорную поверхность готовили, протравливая титановый лист толщиной 1 миль (0,0254 мм) с помощью 35% HNO3 и 1,5% HF при температуре 60oС в течение 5 минут. Торцевые пластины изготовлены из титана толщиной 5 милей (0,127 мм).
Раствор для нанесения оксидного покрытия представлен раствором 0,2 М тригидрата треххлористого рутения и 0,2 М пентахлорида ниобия в трет-бутаноле (активный класс).
Покрытие на протравленные листы из титана наносят погружением в этот раствор при температуре и давлении окружающей среды. Лист с покрытием погружают полностью в раствор и держат в нем приблизительно 1 секунду и затем вынимают.
После каждого нанесения покрытия оксид просушивают в течение 10 минут при 70oС, пиролизуют в течение 10 минут при температуре 350oС и охлаждают при температуре окружающей атмосферы.
Нанесение покрытия погружением повторяют 10 раз (или любое другое желательное количество раз), поворачивая титановый лист таким образом, чтобы каждый раз погружать его другой стороной вниз. Достигается толщина покрытия около 10 мкм.
После полного нанесения покрытия лист в заключение подвергают отжигу при температуре 350oС в течение трех часов в окружающей атмосфере.
(B) Предварительная обработка обкладок
Обкладку с покрытием подвергают воздействию насыщенного пара в замкнутом сосуде при температуре 280oС в течение трех часов при возникающем внутри сосуда давлении.
(C) Обеспечение зазоров
Микровыступы наносили методом трафаретной печати на одной стороне обкладки, как описано более подробно ниже в разделе "Трафаретная печать". В качестве эпоксидного соединения использовали EP21AR фирмы Masterbond, Хакенсэк, шт.Нью-Джерси.
Эпоксидные выступы отверждали при температуре 150oС в течение 4 часов на воздухе. После этого обкладки с покрытием подвергали штамповке для получения нужной формы.
(D) Прокладка
На сторону обкладок с микровыступами поместили и подвергли расслаиванию импульсным нагревом модифицированный полиэтилен высокой плотности (ПЭВП) с улучшенным сопротивлением пробиванию и адгезией, толщиной 1,5 миля (0,0381 мм) и шириной 30 милей (0,762 мм) при наружном диаметре, соответствующем периметру обкладки. В качестве ПЭВП использовали изделие PJX 2242 фирмы Phillips-Joanna, Лэдд, шт.Иллинойс.
(Е) Шнур
Один шнур (пленка Dupont Т2 TEFZEL® 90ZM, разрезанная в направлении обработки) толщиной 0,9 миля (0,0229 мм) и шириной 10 милей (0,254 мм) помещают поперек прокладки и поверхности обкладки и выравнивают между микровыступами. Шнур располагают в одном из трех положений: в середине, слева от середины или справа от середины.
На первую прокладку укладывают вторую прокладку из ПЭВП, зажимая шнур между двумя прокладками.
Вторую прокладку подвергают импульсному нагреву, чтобы скрепить ее с первой прокладкой и зафиксировать шнур на месте.
(F) Сборка
Узлы, включающие обкладку, микровыступы, прокладку, шнур, прокладку, собирают в неметаллической (керамической) оснастке для совмещения, начиная с торцевой пластины толщиной 5 милей (0,127 мм), до получения нужного количества ячеек и оканчивая открытой торцевой пластиной толщиной 5 милей (0,127 мм) со шнурами, помещенными таким образом, чтобы они располагались в шахматном порядке: слева, в центре и справа в каждых трех последовательно расположенных узлах (при наблюдении с торца). Сверху к колонне посредством керамического цилиндрического блока прикладывают небольшое давление для обеспечения выравнивания и контактирования компонентов всей колонны.
(G) Оплавление
Для нагрева колонны применяют радиочастотный индукционный нагреватель (2,5 кВт). Колонну помещают в центре трехвитковой катушки диаметром 3 дюйма (76,2 мм) и нагревают в течение 90 секунд при установке мощности на 32%. Оплавленный блок охлаждают при температуре окружающей среды.
(Н) Удаление шнура
Шнуры механически удаляют, осторожно потянув за открытые концы шнура и оставляя открытые заливочные отверстия.
Пример 2
Альтернативное изготовление сухого исходного блока
(А) Способ нанесения покрытия
Опорную поверхность готовили, протравливая титановый лист толщиной 1 миль (0,0254 мм) с помощью 50% HCl при температуре 75oС в течение 30 минут. Торцевые пластины изготовлены из титана толщиной 2 миля (0,0508 мм).
Раствор для нанесения оксидного покрытия представлен раствором 0,3 М тригидрата треххлористого рутения и 0,2 М пентахлорида тантала в изопропаноле (активный класс).
Покрытие на протравленные листы из титана наносят погружением в этот раствор при температуре и давлении окружающей среды. Лист с покрытием погружают полностью в раствор, держат в нем в течение приблизительно 1 секунды и затем вынимают.
После каждого нанесения покрытия оксид просушивают в течение 10 минут при 70oС, пиролизуют в течение 15 минут при температуре 330oС в струе смеси из 50% по объему кислорода и 50% по объему азота при расходе 3 фут3 (85 дм3) и извлекают для охлаждения при температуре окружающей атмосферы.
Нанесение покрытия погружением повторяют 30 раз (или любое другое желательное число раз), поворачивая титановый лист и погружая его каждый раз другой стороной вниз.
После полного нанесения покрытия лист в заключение подвергают отжигу при указанных выше условиях в течение трех часов.
(С) Обеспечение зазора
Микровыступы из VITON® наносили методом трафаретной печати на одной стороне обкладки, как описано ниже более подробно в разделе "Трафаретная печать".
Выступы из VITON® отверждали при температуре 150oС в течение 30 минут на воздухе. После этого обкладки с покрытием подвергали штамповке для получения нужной формы.
(D) Прокладка
На обе стороны обкладки поместили и подвергли расслаиванию импульсным нагревом модифицированный полиэтилен высокой плотности (ПЭВП) с улучшенным сопротивлением пробиванию и адгезией, толщиной 1,0 миль (0,0256 мм) и шириной 20 милей (0,508 мм) при наружном периметре, соответствующем периметру обкладки. В ПЭВП использовали изделие PJX 2242 фирмы Phillips-Joanna, Лэдд, шт.Иллинойс.
(Е) Шнур
Один шнур в виде вольфрамовой проволоки с тефлоновым покрытием диаметром 1 миль (0,0254 мм) помещают поперек прокладки и поверхности обкладки и устанавливают между микровыступами. Шнур располагают в одном из трех положений: в середине, слева от середины или справа от середины.
(F) Сборка
Узлы, включающие обкладку, микровыступы, прокладку, шнур и прокладку, собирают, начиная с торцевой пластины толщиной 2 миля (0,0506 мм), до получения нужного количества ячеек и оканчивая открытой торцевой пластиной толщиной 2 миля (0,0508 мм) со шнурами, помещенными таким образом, чтобы они располагались в шахматном порядке: слева, в центре и справа в каждых трех последовательно расположенных узлах (при наблюдении с торца).
(G) Оплавление
Прокладку из ПЭВП оплавляют в атмосфере азота при температуре 125oС в течение 120 минут для оплавления термопласта. Блок охлаждают в атмосфере азота при температуре окружающей среды.
(Н) Удаление шнура
Шнур удаляют, осторожно потянув за открытые концы шнура и оставляя открытые заливочные отверстия.
Пример 3
Альтернативное изготовление сухого исходного блока
(A) Способ нанесения покрытия
Опорную поверхность готовили, протравливая титановый лист толщиной 1 миль (0,0254 мм) с помощью 50% HCl при температуре 75oС в течение 30 минут. Торцевые пластины изготовлены из титана толщиной 10 милей (0,254 мм).
Раствор для нанесения оксидного покрытия представлен раствором 0,2 М тригидрата треххлористого рутения и 0,2 М пентахлорида ниобия в изопропаноле (активный класс).
Покрытие на протравленные листы из титана наносят погружением в этот раствор при температуре и давлении окружающей среды. Лист с покрытием погружают полностью в раствор, держат в нем в течение приблизительно 1 секунды и затем вынимают.
После каждого нанесения покрытия оксид просушивают в течение 10 минут при 70oС, пиролизуют в течение 5 минут при температуре 300oС и извлекают для охлаждения при температуре окружающей атмосферы.
Нанесение покрытия погружением повторяют 10 раз (или любое другое желательное число раз), поворачивая титановый лист таким образом, чтобы каждый раз погружать его другой стороной вниз.
После полного нанесения покрытия лист в заключение подвергают отжигу при температуре 300oС в течение трех часов в окружающей атмосфере.
(B) Предварительная обработка обкладок
Обкладку с покрытием подвергают воздействию насыщенного пара в замкнутом сосуде при температуре 260oС в течение двух часов при возникшем внутри сосуда давлении.
(C) Обеспечение зазора
Микровыступы наносили методом трафаретной печати на одной стороне обкладки, как описано ниже в разделе "Трафаретная печать". В качестве эпоксидного соединения использовали EP21AR фирмы Masterbond, Хакенсэк, шт.Нью-Джерси.
Эпоксидные выступы отверждали при температуре 150oС в течение 4 часов на воздухе. После этого обкладки с покрытием подвергали штамповке для получения нужной формы.
(D) Прокладка
На сторону обкладок с микровыступами поместили и подвергли расслаиванию импульсным нагревом модифицированный ПЭВП с улучшенным сопротивлением пробиванию и адгезией, толщиной 1,5 миля (0,0381 мм) и шириной 30 милей (0,762 мм) при наружном периметре, соответствующем периметру обкладки. В качестве ПЭВП использовали изделие PJX 2242 фирмы Phillips-Joanna, Лэдд, шт. Иллинойс.
(Е) Шнур
Один шнур (TEFZEL®) толщиной 1 миль (0,0254 мм) и шириной 10 милей (0,254 мм) помещают поперек прокладки и поверхности обкладки и устанавливают между микровыступами. Шнур располагают в одном из трех положений: в середине, слева от середины или справа от середины.
На первую прокладку укладывают вторую прокладку из ПЭВП, зажимая шнур между двумя прокладками.
Вторую прокладку подвергают импульсному нагреву, чтобы скрепить ее с первой прокладкой и зафиксировать шнур на месте.
(F) Сборка
Узлы, включающие обкладку, микровыступы, прокладку, шнур и прокладку, собирают, начиная с торцевой пластины толщиной 10 милей (0,254 мм), до получения нужного количества ячеек и оканчивая открытой торцевой пластиной толщиной 10 милей (0,254 мм) со шнурами, помещенными таким образом, чтобы они располагались в шахматном порядке: слева, в центре и справа в каждых трех последовательно расположенных узлах (при наблюдении с торца).
(G) Оплавление
Прокладку оплавляют в атмосфере азота при температуре 160oС в течение 45 минут для оплавления термопласта. Блок охлаждают в атмосфере азота при температуре окружающей среды.
(Н) Удаление шнура
Шнур удаляют, осторожно потянув за открытые концы шнура и оставляя открытые заливочные отверстия.
Пример 4
Альтернативное изготовление сухого исходного блока
(А) Способ нанесения покрытия
Опорную поверхность готовили, протравливая титановый лист толщиной 1 миль (0,0254 мм) с помощью 50% HCl при температуре 75oС в течение 30 минут. Торцевые пластины изготовлены из титана толщиной 5 милей (0,127 мм).
Раствор для нанесения оксидного покрытия представлен раствором 0,2 М тригидрата треххлористого рутения и 0,2 М Ti (диизопропоксид)бис2,4-пентандионата в этаноле (активный класс).
Покрытие на протравленные листы из титана наносят погружением в этот раствор при температуре и давлении окружающей среды. Лист с покрытием погружают полностью в раствор, держат в нем в течение приблизительно 1 секунды и затем вынимают.
После каждого нанесения покрытия оксид просушивают в течение 10 минут при 70oС, пиролизуют в течение 5 минут при температуре 350oС и извлекают для охлаждения при температуре окружающей атмосферы.
Нанесение покрытия погружением повторяют 30 раз (или любое другое желательное число раз), поворачивая титановый лист таким образом, чтобы каждый раз погружать его другой стороной вниз.
После полного нанесения покрытия лист в заключение подвергают отжигу при температуре 350oС в течение трех часов в атмосфере кислорода.
(С) Обеспечение зазора
Микровыступы формировали методом термического напыления через маску на одну сторону обкладки термически отверждаемого органогалогенполимера, например тефлона фирмы E.I.DuPont de Nemours & Co., Уилмингтон, шт.Делавер.
Тефлоновые выступы отверждали при температуре 300oС в течение 0,5 часов на воздухе. После этого обкладки с покрытием подвергали штамповке для получения нужной формы.
(D) Прокладка
На сторону обкладок с микровыступами поместили и подвергли расслаиванию импульсным нагревом модифицированный ПЭВП с улучшенным сопротивлением пробиванию и адгезией, толщиной 1,5 миля (0,0381 мм) и шириной 30 милей (0,762 мм) при наружном периметре, соответствующем периметру обкладки. В качестве ПЭВП использовали изделие PJX 2242 фирмы Phillips-Joanna, Лэдд, шт.Иллинойс.
(Е) Шнур
Один шнур (TEFZEL®) толщиной 1 миль (0,0254 мм) и шириной 10 милей (0,254 мм) помещают поперек прокладки и поверхности обкладки и устанавливают между микровыступами. Шнур располагают в одном из трех положений: в середине, слева от середины или справа от середины.
На первую прокладку укладывают вторую прокладку из ПЭВП, зажимая шнур между двумя прокладками.
Вторую прокладку подвергают импульсному нагреву, чтобы скрепить ее с первой прокладкой и зафиксировать шнур на месте.
(F) Сборка
Узлы, включающие обкладку, микровыступы, прокладку, шнур и прокладку, собирают, начиная с торцевой пластины толщиной 5 милей (0,127 мм), до получения нужного количества ячеек и оканчивая открытой торцевой пластиной толщиной 5 милей (0,127 мм) со шнурами, помещенными таким образом, чтобы они располагались в шахматном порядке: слева, в центре и справа в каждых трех последовательно расположенных узлах (при наблюдении с торца).
(G) Оплавление
Прокладку оплавляют в атмосфере азота при температуре 190oС в течение 30 минут для оплавления термопласта. Блок охлаждают в атмосфере азота при температуре окружающей среды.
(Н) Удаление шнура
Шнур удаляют, осторожно потянув за открытые концы шнура и оставляя открытые заливочные отверстия.
Пример 5
Альтернативное изготовление сухого исходного блока
(А) Способ нанесения покрытия
Опорную поверхность готовили, протравливая циркониевый лист толщиной 0,8 миля (0,02032 мм) с помощью 1% HF и 20% HNO3 при температуре 20oС в течение 1 минуты. Торцевые пластины изготовлены из циркония толщиной 2 мил (0,0508 мм).
Раствор для нанесения оксидного покрытия представлен раствором 0,2 М тригидрата треххлористого рутения и 0,1 М пентахлорида тантала в изопропаноле (активный класс).
Покрытие на протравленные листы из циркония наносят погружением в этот раствор при температуре и давлении окружающей среды. Лист с покрытием погружают полностью в раствор, держат в нем в течение приблизительно 1 секунды и затем вынимают.
После каждого нанесения покрытия оксид просушивают в течение 10 минут при 85oС, пиролизуют в течение 7 минут при температуре 310oС и извлекают для охлаждения при температуре окружающей атмосферы.
Нанесение покрытия погружением повторяют 10 раз (или любое другое желательное число раз), поворачивая титановый лист таким образом, чтобы каждый раз погружать его другой стороной вниз.
После полного нанесения покрытия лист в заключение подвергают отжигу при температуре 310oС в течение трех часов в окружающей атмосфере.
(С) Обеспечение зазора
Микровыступы формировали методом термического напыления через маску на одну сторону обкладки термически отверждаемого органогалогенполимера, например тефлона фирмы E.I.DuPont de Nemours & Co., Уилмингтон, шт.Делавер.
Тефлоновые выступы отверждали при температуре 310oС в течение 1 часа на воздухе. После этого обкладки с покрытием подвергали штамповке для получения нужной формы.
(D) Прокладка
На сторону обкладок с микровыступами поместили и подвергли расслаиванию импульсным нагревом полипропиленовую прокладку толщиной 1,5 миля (0,0381 мм) и шириной 30 милей (0,762 мм) при наружном периметре, соответствующем периметру обкладки.
(Е) Шнур
Один шнур в виде вольфрамовой проволоки с тефлоновым покрытием диаметром 1 миль (0,0254 мм) помещают поперек прокладки и поверхности обкладки и устанавливают между микровыступами. Шнур располагают в одном из трех положений: в середине, слева от середины или справа от середины.
На первую прокладку укладывают вторую прокладку, зажимая шнур между двумя прокладками.
Вторую прокладку подвергают импульсному нагреву, чтобы скрепить ее с первой прокладкой и зафиксировать шнур на месте.
(F) Сборка
Узлы, включающие обкладку, микровыступы, прокладку, шнур и прокладку, собирают, начиная с торцевой пластины толщиной 2 миля (0,0508 мм), до получения нужного количества ячеек и оканчивая открытой торцевой пластиной толщиной 2 милей (0,0508 мм) со шнурами, помещенными таким образом, чтобы они располагались в шахматном порядке: слева, в центре и справа в каждых трех последовательно расположенных узлах (при наблюдении с торца).
(G) Оплавление
Прокладку оплавляют в атмосфере азота при температуре 195oС в течение 60 минут для оплавления термопласта. Блок охлаждают в атмосфере азота при температуре окружающей среды.
(Н) Удаление шнура
Шнур удаляют, осторожно потянув за открытые концы шнура и оставляя открытые заливочные отверстия.
Пример 6
Заполнение полостей в ячейках
Сухой исходный блок 10 можно заполнить электролитом с помощью следующей процедуры. Могут использоваться любые возможные конфигурации сухих исходных блоков.
(Н) Обратное заполнение
Шнуры извлекают вручную, чтобы открыть заливочные отверстия. Собранный блок помещают в вакуумную камеру, в которой на 5-60 минут создают разрежение до менее чем 35 Торр. Жидкий электролит в виде 3,8 М раствора H2SO4, деаэрированный азотом, вводят в камеру и он заполняет освобожденное пространство между обкладками.
(I) Заделка заливочных отверстий
Заполненный электролитом исходный блок извлекают из камеры. Его промывают деионизированной водой с целью удаления избыточного электролита и просушивают. На заливочные отверстия накладывают пленку из ПЭВП толщиной 1,5 миля (0,0381 мм) и с помощью импульсного нагрева заваривают отверстия.
(J) Приведение к требуемым техническим условиям
Устройство заряжают до полного заряда, начиная с 1 В на ячейку с приращением на 0,1 В на ячейку до получения заряда 1 В на ячейку.
(К) Испытание
Устройство испытывают обычным образом, при заряде 1 В на ячейку и токе утечки менее 25 мкА/см2 и емкостной плотности на ячейку приблизительно более 0,1 Ф/см2. Устройство на 10 В имеет высоту не более 0,05 дюйма (1,27 мм), устройство на 40 В имеет высоту не более 0,13 дюйма (3,3 мм) и устройство на 100 В имеет высоту не более 0,27 дюйма (6,8 мм).
Рабочие характеристики устройства с различной геометрической формой и конфигурацией при использовании сернокислого электролита приведены в табл. 1.
Пример 7
Другой вариант заполнения исходного блока
Сухой исходный блок 10 можно заполнить электролитом с помощью следующей процедуры. Могут использоваться любые возможные конфигурации сухих исходных блоков.
(Н) Обратное заполнение
Шнуры извлекают вручную, чтобы открыть заливочные отверстия. Собранный блок помещают в вакуумную камеру, в которой на 5-60 минут создают разрежение до менее чем 35 Торр. Жидкий неводный электролит в виде 0,5 М раствора KPF6 в пропиленкарбонате, деаэрированный азотом, вводят в камеру и он заполняет освобожденное пространство между обкладками.
(I) Заделка заливочных отверстий
Заполненный электролитом исходный блок извлекают из камеры. На заливочные отверстия накладывают пленку из ПЭВП толщиной 1,5 миля (0,0381 мм) и с помощью импульсного нагрева заваривают отверстия.
(J) Приведение к требуемым техническим условиям
Устройство заряжают до полного заряда, начиная с 1 В на ячейку с приращением на 0,1 В на ячейку до получения заряда 1 В на ячейку.
(К) Испытание
Устройство испытывают обычным образом, при заряде 1,5 В на ячейку и токе утечки менее 100 мкА/см2 и емкостной плотности на устройство из 10 ячеек приблизительно 4 мФ/см2.
Пример 8
Условия дополнительной обработки устройства
В табл. 3 приведен перечень электрических характеристик устройств при использовании различных методов дополнительной газовой обработки для регулирования потенциала покоя таким образом, чтобы обеспечивалась зарядка многоячеечного устройства, заполненного 4,6 М сернокислым электролитом по меньшей мере до 1 В на ячейку, и наблюдалось снижение тока утечки. Такая обработка осуществляется до, в течение и/или после оплавления материала прокладки. Для обработки газом при температурах ниже тех, которые используются для оплавления прокладок, атмосферу во время оплавления во время оплавления заменяли инертными газами, такими как азот или аргон. Для обработки после оплавления материала прокладок перед обработкой удаляли выводы. В процессе обработки атмосферу периодически откачивали и заменяли химически активным газом.
Формирование микровыступов методом трафаретной печати
Пример 9
Нанесение эпоксидных микровыступов методом трафаретной печати на пористое покрытие на тонкой подложке
(A) Приготовление трафарета
Сетку из нержавеющей стали с ячейками 325 меш растягивают на стандартной раме для трафаретной печати. К этой сетке по кромке приклеивают (эпоксид Dexter 608 чистый) лист толщиной менее 1-1,5 миля (0,0254-0,0381 мм) с отверстиями диаметром 6,3 миля (0,16 мм), просверленными или протравленными по определенной схеме. Сетчатый трафарет снимают с участка, закрытого латунным листом, оставляя кромку латунного листа, приклеенную к сетчатому трафарету, прикрепленному к раме.
(B) Удерживание образца
Для удерживания материала с пористым оксидным покрытием толщиной 1 миль (0,0254 мм) во время печати применяется создание разрежения под пористой пластиной держателя из окиси алюминия со средним размером пор 10 мкм.
(C) Эпоксид
Двухкомпонентный эпоксид Master Bond EP21AR доводят до нужного значения вязкости (тиксотропный, от 300000 до 400000 сП) путем добавления кремниевого заполнителя. Эпоксид с заполнителем, обладающий нужной вязкостью, поставляется компанией Master Bond, Хакенсэк, шт.Нью Джерси. Эпоксид приготовляют в соответствии с инструкциями. Срок годности текучего материала составляет около 30 минут.
(D) Параметры установки трафаретной печати
Скорость валика: 25,4-50,2 мм/с
Отделение: 20-30 милей (0,508-0,762 мм)
Для равномерного нанесения покрытия важны постоянство температуры и влажности эпоксида. Типичными условиями являются относительная влажность приблизительно 40-70% и температура около 20-25oС.
(Е) Отпечатанный эпоксидный рисунок
Формируется сетка эпоксидных выпуклостей в основном высотой по 1 милю (0,0254 мм) и диаметром около 7,5 милей (0,19 мм). Типичный рисунок на обкладке состоит из сетки микровыступов, расположенных на расстоянии 40 милей (1,016 мм) между центрами. Кроме того, плотность микровыступов по периметру обкладки увеличивается за счет уменьшения расстояния между центрами до 20 милей (0,508 мм). Нанесенную трафаретной печатью эпоксидную конфигурацию отверждают при температуре 150oС в течение как минимум 4 часов.
Пример 10
Формирование эпоксидных микровыступов методом трафаретной печати
(А) Приготовление трафарета
Сетку из нержавеющей стали с ячейкой 230 или 325 меш (203•254 мм), установленную на стандартной раме для трафаретной печати, без эмульсии на поверхности, используют в качестве базового узла. К этой сетке по кромке приклеивают нанесенным на обратную сторону листа эпоксидом Dexter 608 чистым компании Dexter трафарет (молибденовый 6,0•8,5) 152•216 мм с просверленными, протравленными или пробитыми отверстиями. MYLARR наносят на форму для трафаретной печати и прикладывают давление для разравнивания эпоксида.
Затем сетку слегка ударяют, эпоксид оказывается на верхней поверхности сетки, лист MYLAR® размещается по его площади и эпоксид разравнивается. После этого лист MYLAR® с верхней стороны сетки удаляют. После этого форму для трафаретной печати помещают на 5 минут в печь с температурой 120oС и атмосферой окружающей среды для отверждения эпоксида. С другой стороны, возможно отверждение эпоксида при выдерживании его при температуре окружающей среды в течение 30-60 минут.
После извлечения из печи для трафаретной печати немедленно производится осторожное отделение MYLAR от обратной стороны. Сетчатый экран с верхней стороны после этого обрезают острым ножом, стараясь не разрезать трафарет. После удаления сетки с рисунка трафарета на обрезанный периметр сетки и трафарета, покрытый MYLAR, наносят устойчивый термореактивный адгезив (например, эпоксидную смолу) и эпоксид разравнивают, чтобы обеспечить скрепление кромки сетки с трафаретом. Эпоксид подвергают отверждению в печи в течение 5 минут. Полученное изделие является трафаретом, растянутым сеткой и готовым для печати.
(В) Удерживание образца
Для удерживания материала с пористым оксидным покрытием толщиной 1 миль (0,0254 мм) во время печати применяется создание разрежения под пористой керамической (Ceramicon Designs, Голден, шт. Колорадо) пластиной держателя (например, фиг. 8) со средним диаметром пор 4,50-6 мкм и пористости 36,5% (допустима пористость 30-60%). Керамическую пластину режут на нужные размеры (соответствующие размерам и форме подложек, на которые намечено наносить печать). Эту керамическую пластину затем вставляют в алюминиевую (стальную и т. п.) раму 277, скрепляя ее эпоксидом (или другим адгезивом), которая может быть поставлена на установку для трафаретной печати. Затем керамическую пластину тщательно выравнивают заподлицо с металлической рамой. После этого добавляют установочные штифты 278, 279 и 280, предназначенные для удержания подложки 111А в должном положении посредством отверстий 281, 282 и 283.
(C) Эпоксид - Master Bond EP21AR (двухкомпонентный эпоксид из полиаминового отвердителя - 33% по весу и жидкой эпоксидной смолы - 67% по весу и вязкостью от 150000 до 600000 сП). Эпоксид приготовляют в соответствии с инструкциями. Срок годности текучего материала составляет около 30 минут.
(D) Параметры установки трафаретной печати
Скорость валика: 25,4-50,2 мм/с (зависит от вязкости эпоксида)
Отделение: 20-30 милей (0,508-0,762 мм) (зависит от натяжения сетки и соответственно регулируется)
(Е) Отпечатанный эпоксидный рисунок
Образуется сетка эпоксидных выпуклостей в основном высотой по 1-1,25 миля (0,0254-0,0316 мм) и диаметром около 7,5 милей (0,19 мм). Типичный рисунок на обкладке состоит из сетки микровыступов, расположенных на расстоянии 40 милей (1,016 мм) между центрами. Кроме того, плотность микровыступов по периметру обкладки увеличивается за счет уменьшения расстояния между центрами до 20 милей (0,508 мм). Нанесенную трафаретной печатью эпоксидную конфигурацию отверждают при температуре 150oС в течение 4-12 часов в окружающей атмосфере.
Пример 11
Альтернативные параметры трафаретной печати
(A) Разделительные выступы
Разделительные выступы имеют высоту от 0,001 до 0,004 дюйма (0,0254-0,1016 мм) и ширину от 0,006 до 0,012 дюйма (0,1524-0,3038 мм). Разделительные выступы могут иметь форму точек, квадратов, прямоугольников или сочетания этих форм. Ширина выступов увеличивается при увеличении их высоты.
(B) Рисунок сепаратора
На подложке обкладки применяют два рисунка - участка активного поля и связующего граничного участка. На активном поле разделительные выступы располагаются на расстоянии 0,40•0,40 дюймов (1,06•1,06 мм) между центрами и обычно представлены точками. На связующем граничном участке плотность выступов выше и составляет 0,020•0,020 дюймов (0,508•0,508 мм) между центрами. Ряды прямоугольников чередуются с сеткой точек.
(C) Приготовление сетчатого трафарета
Разработку конфигурации сепаратора осуществляют с помощью системы автоматизированного проектирования (САП). Электронные данные в САП преобразуются в файл графопостроения Гербера. Эти данные графопостроения используются при изготовлении сетчатого трафарета для создания оригинала, необходимого для производства трафарета нужной толщины для установки трафаретной печати.
(D) Вакуумная пластина для обкладки (держатель изделия)
Пористую керамическую пластину (материал Р-6-С компании Ceramicon Designs, Голден, шт. Колорадо), обрезанную по кромке на 0,050 по сравнению с обкладкой, устанавливают и крепят эпоксидом к алюминиевой пластине, размеры которой соответствуют устройству для трафаретной печати. Верхнюю и нижнюю поверхности шлифуют, выравнивая и делая параллельными. Множество штифтов вставляют по центрированной кромке обкладки, образуя угловой упор для помещения подложки обкладки.
(Е) Эпоксид
Двухкомпонентный эпоксид Master Bond EP21AR доводят до нужного значения вязкости (тиксотропный, от 300000 до 400000 сП) путем добавления кремнеземного заполнителя. Эпоксид с заполнителем, обладающий нужной вязкостью, поставляется компанией Master Bond, Хакенсэк, шт.Нью-Джерси. Эпоксид приготовляют в соответствии с инструкциями. Срок годности текучего материала составляет около 30 минут.
(F) Параметры трафаретной печати
Установка трафаретной печати на толстой пленке
Диаметр валика - 45-100 - тип А
Скорость валика - 25,4-50,2 мм/с
Давление валика - 4,5-6,7 кг
Остановка опускания валика - От 0,354 до максимума
Отделение - 10-30 милей (0,254-0,762 мм)
Формирование микровыступов методом фотолитографии
Пример 12
Фотолитографическое получение микровыступов горячим прокатыванием
(A) Вырезают плотно прилегающий фотошаблон толщиной 1,5 миля (0,038 мм) Confor MASKR 2000, размеры которого соответствуют размерам обкладки.
(B) Наносят фоторезистивную пленку 381, поместив пленку Confor MASK на материал основы обкладки 111А после удаления антиадгезионной пленки 382 между фоторезистивной пленкой 381 и обкладкой 111А и пропускания слоистого материала между нагретыми валками (384 и 385) при температуре 150oF (65oC) для склеивания фоторезистивной пленки 381 с поверхностью обкладки 111А. Затем снимают полиэфирную защитную пленку 382А с наружной стороны фоторезистивной пленки 381.
(C) На фоторезист 381 помещают негативную маску 387 с рядами прозрачных отверстий (просветов 388). Типовой рисунок состоит из сетки отверстий диаметром 6 милей (0,152 мм) при расстоянии между центрами 40 милей (1 мм) и при более высокой плотности (20 милей (0,508 мм) между центрами) для трех рядов по периметру обкладки.
(D) Пленку 381 экспонируют через отверстия 388 и маску 387 в течение приблизительно 20 секунд перед обычным источником ультрафиолетовых лучей. Например, ртутными лампами 389. Затем маску снимают.
(Е) Неэкспонированную поверхность фоторезиста проявляют или промывают в бачке с 2% карбонатом калия в течение 1,5 минут.
(F) Затем поверхность обкладки с микровыступами промывают деионизированной водой, на 1,5 минут помещают в бачок с 10%-ным раствором серной кислоты и в заключение промывают деионизированной водой.
(G) Сначала микровыступы 13 экспонируют в ультрафиолетовых лучах. Заключительное отверждение микровыступов (отклонений) осуществляется в конвекционной печи в течение 1 часа при температуре 300oF (149oС).
Готовую обкладку 111А используют непосредственно или подвергают дополнительной обработке, описанной выше.
Пример 13
Вакуумное нанесение фоторезиста
(A) Вырезают плотно прилегающий фотошаблон толщиной 2,3 миля (0,058 мм) Confor MASKR 2000, размеры которого несколько превышают размеры обкладки.
(B) Наносят фоторезистивную пленку 381 в вакууме на обкладку 111А и на несущую опорную пластину, используя стандартные рабочие условия (160oС, 0,3 мбар) и применяя для этого вакуумный аппликатор Dunachem модели 724 или 730. Снимают полиэфирную защитную пленку 382А.
(C) На фоторезист 381 помещаю негативную маску 387 с рядами прозрачных отверстий (просветов 388). Типовой рисунок состоит из сетки отверстий диаметром 6 милей (0,152 мм) при расстоянии между центрами 40 милей (1 мм) и при более высокой плотности (20 милей (0,508 мм) между центрами) для трех рядов по периметру обкладки.
(D) Пленку 381 экспонируют в течение приблизительно 20-40 секунд перед неколлимированным источником ультрафиолетовых лучей мощностью 3-7 кВт.
(Е) Неэкспонированную поверхность фоторезиста проявляют или промывают с использованием 2% карбоната калия в конвейерном дождевальном устройстве, вслед за чем следует промывка деионизированной водой и турбинное просушивание.
(F) Заключительное отверждение микровыступов осуществляется в два этапа. Сначала микровыступы 13 экспонируют в ультрафиолетовых лучах в установке Dunachem UVCS 933, после чего их помещают на 75 минут в печь с принудительной воздушной циркуляцией и температурой 300-310oF (149-154oС).
Готовую обкладку используют непосредственно или подвергают дополнительной обработке, описанной выше.
Пример 14
Поверхностно-активные вещества для контроля пористости
К 1 л изопропанола при перемешивании и небольшом нагреве добавили 32 г цетилтриметилбромида аммония. Приблизительно через час в прозрачный раствор добавили 73 г ТаCl5 и 47 г RuCl3•Н2O. Стандартная процедура нанесения покрытия происходит с промежуточным пиролизом при температуре 300oС в течение 5 минут и при заключительном пиролизе при температуре 300oС в течение 3 часов. Средний диаметр пор возрастает приблизительно до 45  . После дополнительной обработки паром при температуре 260oС и давлении 680 фунт/дюйм2 (4,688 МПа) в течение 2 часов средний диаметр пор возрастает до 120
. После дополнительной обработки паром при температуре 260oС и давлении 680 фунт/дюйм2 (4,688 МПа) в течение 2 часов средний диаметр пор возрастает до 120  .
.
Для изменения диаметра пор в полученном покрытии может также использоваться 25%-ный водный раствор цетилтриметилхлорида аммония.
Пример 15
Термоэластомерная прокладка
Альтернативный вариант изготовления заключается в помещении между двумя прокладками из полиэтилена высокой плотности термоэластомерной прокладки (например, KRATON®). Характеристики устройства сходны с описанными выше.
Пример 16
Включение второго материала для поглощения возрастающего объема электролита
В каждую ячейку добавляют пористый гидрофобный материал для поглощения любого возрастания объема электролита, вызванного повышением температуры.
Этот материал помещают в ячейку или в виде прокладочного материала по внутреннему периметру прокладки из ПЭВП или в форме дисковой сменной части сепаратора.
Обычно для этих целей применяют материал РТЕЕ компании W.L.Gore & Associates. Inc. , толщиной 0,0254-0,0762 мм. Предпочтительно давление воды на входе в материале РТЕЕ составляет приблизительно от 138 до 689 кПа.
Пример 17
Попеременная предварительная обработка обкладки
После того как на обкладках сформированы выступы, установлены прокладки и вытягиваемые шнуры или контактные выводы (после операции Е), обкладки помещают в 1 М раствор серной кислоты и устанавливают значение потенциала разомкнутой цепи приблизительно равным 0,5 В (относительно ННЕ) с использованием катодного тока без выделения водорода. Электроды переносят погруженными в деионизированную воду в инертную атмосферу (например, аргон), где их просушивают и собирают.
Пример 18
Прокладки из термоэластомера I
а. Подготовка обкладок
Подложки толщиной 1,3 миль покрывают 15 слоями трихлоридгидрата рутения (0,4 миль) и пентахлорида тантала (0,4 миль) в растворе изопропанола по стандартной методике, описанной здесь для способов нанесения покрытия погружением и пиролиза. Эти подложки затем разрезают на обкладки толщиной 5,0•3,2 дюйма. Выполняется заключительная обработка паром этих обкладок, как описано выше, при температуре 300oС в течение 3 часов.
b. Герметизация краев
Края обкладок методом погружения покрывают по периметру на толщину 5 мм с помощью 5% (по весу) раствора KRATON (FG 1901 Shell, Хьюстон, шт.Техас) в виде смеси 90,0% (по весу) толуола и 10% изопропанола.
После выдерживания при температуре и давлении окружающей среды в течение 3 часов обкладки нагревают до 100oС в течение 2 часов для удаления растворителя.
с. Сборка блоков
Прокладки по форме оконной рамы шириной 3,0 мм и с внешними размерами, соответствующими размеру обкладок, вырезаются из ПЭВП толщиной 6 миль. Блок из 8 ячеек собирают путем соответствующего размещения обкладок с присоединенными восемью шнурами толщиной 1,0 миль из материала TEFZEL, за которыми следуют прокладки из ПЭВП. Внутри рамки прокладки из ПЭВП помещают сепаратор из стекла толщиной 1,0 миль и затем помещают следующую обкладку. Эту процедуру повторяют до получения собранного блока из 8 ячеек, для чего требуется 9 обкладок. Вся сборка размещается внутри оснастки из двух плоскопараллельных пластин. Устройство термически оплавляют при 190oС в течение 30 минут для расправления ПЭВП и герметизации кромок при охлаждении до окружающей температуры. После охлаждения до окружающей температуры вытягивают контактные выводы, обеспечивающие создание заливочных отверстий. Устройство заполняют электролитом, как описано выше.
d. Результаты испытаний
Устройство испытывается обычным способом, при приложении 1 В на ячейку. Данное устройство имеет значение эквивалентного последовательного сопротивления (ЭПС) 14,0 мОм, емкость 4,975 Ф и ток утечки 2,9 мА. Устройство подвергается затем испытанию циклированием. Удовлетворительные характеристики получены для 100000 циклов.
Пример 19
Прокладки из термоэластомера II
Выполняют этапы (а) и (b) примера 18.
с. Сборка блоков
Блок из 4 ячеек изготавливают путем сборки обкладок с прикрепленными шнурами толщиной 1,0 миль, после чего наносят толстую полосу раствора KRATON с помощью шприца по периметру плоской поверхности обкладки на расстоянии 3,0 мм от края обкладки. Сепаратор из стекла толщиной 1,0 миль помещают внутрь этой рамки, образованной полосой из KRATON, после чего размещают следующую обкладку. Эту процедуру повторяют до тех пор, пока не будет получен блок из 4 ячеек, для чего требуется 5 обкладок. Этот блок помещают в оснастку из двух плоскопараллельных пластин. Это устройство выдерживают при внешних условиях в течение 12 часов. Затем устройство нагревают конвекцией при 100oС в течение 2-3 часов для удаления растворителя. После охлаждения механически удаляют вытаскиваемые контактные выводы и создают тем самым заливочные отверстия. Устройство заполняют электролитом, как описано выше. Заливочные отверстия герметизируют с использованием раствора KRATON в условиях внешней среды.
d. Результаты испытаний
Устройство испытывают обычным способом путем приложения напряжения 1 В на ячейку. Результаты испытаний сверхконденсатора сравнимы с результатами, полученными в примере 18.
Пример 20
Прокладки из термоэластомера III
а. Подготовка обкладок
Подложки толщиной 1,1 миль покрывают 15 слоями 0,8 М смеси оксидов металлов согласно примеру 18 по стандартной методике, описанной здесь для способов нанесения покрытия погружением. Эти подложки затем разрезают на обкладки толщиной 5,0•3,2 дюйма. Выполняется заключительная обработка паром этих обкладок, как описано выше. Изолирующие сепараторы из эпоксида вводятся по методу трафаретной печати, как описано в совместно поданной заявке на патент США N 07/947414 от 18 сентября 1992.
b. Герметизация краев
Края обкладок методом погружения покрывают по периметру на глубину 5 мм с помощью 5% (по весу) раствора KRATON в виде смеси 90,0% (по весу) толуола и 10% изопропанола с использованием трех погружений. Дополнительные слои 20%-ного раствора KRATON наносят несколько раз для получения прокладки толщиной 5 миль на каждой стороне периметра обкладки до глубины примерно 5,0 мм. После выдерживания при температуре и давлении окружающей среды в течение 12 часов обкладки нагревают до 100oС в течение 3 часов для удаления растворителя.
с. Сборка блоков и оплавление
Блок из 6 ячеек собирают путем соответствующего размещения обкладок с присоединенными шнурами толщиной 1,0 миль, за которыми следуют соседние обкладки. Эту процедуру повторяют до получения собранного блока из 6 ячеек, для чего требуется 7 обкладок. Вся сборка размещается внутри оснастки из двух плоскопараллельных пластин. Устройство термически оплавляют для расплавления KRATON и образования герметизации при 170oС и 10-50 пси. После охлаждения до окружающей температуры вытягивают контактные выводы, обеспечивающие создание заливочных отверстий. Устройство заполняют электролитом, как описано выше. Заливочные отверстия герметизируют с помощью KRATON, как описано в примере 19.
d. Результаты испытаний
Устройство испытывается обычным способом, при приложении 1 В на ячейку. Данное устройство имеет значение эквивалентного последовательного сопротивления (ЭПС) 10,0 мОм, емкость 5,133 Ф и ток утечки 2,4 мА. При продолжении испытаний спустя 48 часов был получен ток утечки 0,24 мА.
Пример 21
Прокладки из термоэластомера IV
а. Подготовка обкладок
Подложки из титана толщиной 2 миль покрывают 10 слоями 0,8 М смеси оксидов металлов согласно примеру 18 по стандартной методике, описанной здесь для способов нанесения покрытия погружением. Эти подложки затем разрезают на обкладки толщиной 5,0•7,0 дюйма. Изолирующие выступы (сепараторы) из эпоксида вводятся по методу фотообработки, как описано в совместно поданной заявке на патент США N 07/958506 от октября 1992.
b. Герметизация краев
Края обкладок методом погружения покрывают по периметру на глубину 5 мм с помощью 5% (по весу) раствора KRATON в виде смеси 90,0% (по весу) толуола и 10% изопропанола с использованием трех погружений. После выдерживания при температуре и давлении окружающей среды в течение 3 часов обкладки нагревают до 100oС в течение 1 часа для удаления растворителя. Выполняют заключительную электрохимическую обработку этих обкладок, как описано выше.
с. Сборка блоков и оплавление
Прокладки по форме оконной рамы шириной 3,0 мм и с внешними размерами, соответствующими размеру обкладок, вырезаются из ПЭВП толщиной 6 миль. Блок из 15 ячеек собирают путем соответствующего размещения обкладок с присоединенными шнурами толщиной 1,0 миль, за которыми следует прокладка из ПЭВП и следующая обкладка. Эту процедуру повторяют для получения собранного блока из 15 ячеек, для чего требуется 16 обкладок. Вся сборка размещается внутри оснастки из двух плоскопараллельных пластин. Устройство термически оплавляют для расплавления ПЭВП и герметизации кромок в контролируемой атмосфере. После охлаждения до окружающей температуры вытягивают контактные выводы, обеспечивающие создание заливочных отверстий. Устройство заполняют электролитом, как описано выше.
d. Результаты испытаний
Устройство испытывается обычным способом, при приложении 1 В на ячейку. Данное устройство имеет значение эквивалентного последовательного сопротивления (ЭС) 13,0 Ом, емкость 7,1 Ф и ток утечки 5,4 мА. Эти свойства получены спустя один час испытаний.
Пример 22
Окрашивание кромок и герметизация
а. Подготовка обкладок
Подложи из Ti толщиной 2 миль покрывают 15 слоями 0,8 М раствора смеси оксида рутения и оксида тантала по стандартной методике, описанной в примере 4 для способов нанесения покрытия. Эти подложки затем разрезают на обкладки толщиной 5,0•3,2 дюйма. Выполняется заключительная обработка паром этих обкладок, как описано в примере 3. Изолирующие сепараторы из эпоксида вводятся по методу трафаретной печати, как описано в патенте США N 5055169.
b. Герметизация краев
Края обкладок методом погружения покрывают по периметру на глубину 5 мм с помощью 5% (по весу) раствора KRATON в смеси 90,0% (по весу) толуола и 10% изопропанола с использованием трех погружений. Дополнительные слои 20%-ного раствора KRATON наносят несколько раз для получения прокладки толщиной 5 миль на каждой стороне периметра обкладки до глубины примерно 5,0 мм. После выдерживания при температуре и давлении окружающей среды в течение 12 часов обкладки нагревают до 100oС в течение 3 часов для удаления растворителя.
с. Сборка блоков
Блок из 32 ячеек собирают путем соответствующего размещения обкладок с присоединенными шнурами толщиной 1,0 миль, за которыми следуют соседние обкладки. Эту процедуру повторяют до получения собранного блока из 32 ячеек, для чего требуется 33 обкладки. Вся сборка размещается внутри оснастки из двух плоскопараллельных пластин. Устройство термически оплавляют при температуре от 20 до 200oС для расплавления KRATON и образования герметизации в инертной атмосфере. После охлаждения до окружающей температуры вытягивают контактные выводы, обеспечивающие создание заливочных отверстий. Устройство заполняют электролитом, как описано выше. Заливочные отверстия герметизируют с помощью KRATON, как описано в примере 19.
d. Результаты испытаний
Устройство испытывается обычным способом, при приложении 1 В на ячейку. Данное устройство имеет значение эквивалентного последовательного сопротивления (ЭПС) 10,0 мОм, емкость 5,133 Ф и ток утечки 2,4 мА. Эти результаты получены спустя один час испытаний.
Пример 23
Нитрид металла
(a) Подготавливают раствор (или суспензию) МоСl5 примерно 10% по весу в изопропаноле. Тонкий лист титана покрывают погружением, сначала высушивают в воздухе, затем при 70oС в течение 10 минут. Обкладки затем нагревают в воздухе или в кислороде при 300oС в течение 5 часов и образуют МоО3 или МоО2. Лист покрывают, высушивают и нагревают несколько раз для получения требуемой толщины МоО3 или МоO2. Дополнительно обкладки могут затем подвергать отжигу при 300oС в течение 3 часов. Пиролизованная обкладка охлаждается до окружающей температуры и затем нагревается в потоке аммиака при 1 атм и 350oС в течение 5 часов. Получают обкладку, покрытую Мо2N. Если конденсатор изготавливают по влажному методу, сухому методу или по методу с использованием заливочных отверстий, как описано выше в примерах 1-22, при заполнении соответствующим электролитом получают эффективное высокоэнергетичное устройство накопления энергии, имеющее большой срок службы.
(b) Если пример 23(а) повторяют, как описано, но при замене аммиака на N2 и Н2, то также получают обкладку с покрытием из Мо2N и соответствующее эффективное устройство для накопления энергии.
Пример 24
Карбид металла
(а) Подготавливают раствор (или суспензию) МоСl5 примерно 10% по весу в изопропаноле. Тонкий лист титана покрывают погружением, сначала высушивают в воздухе, затем при 70oС в течение 10 минут. Обкладки затем нагревают в воздухе или в кислороде при 300oС в течение 5 часов и образуют МоО3 или МоО2. Лист покрывают, высушивают и нагревают несколько раз для получения требуемой толщины МоО3 или МоО2. Дополнительно обкладки могут затем подвергать отжигу при 300oС в течение 3 часов. Пиролизованная обкладка охлаждается до окружающей температуры и затем нагревается в потоке окиси углерода при 1 атм и 350oС в течение 5 часов. Получают обкладку, покрытую Мо2С. Если конденсатор изготавливают по влажному методу, сухому методу или по методу с использованием заливочных отверстий, как описано выше в примерах 1-22, при заполнении соответствующим электролитом получают эффективное высокоэнергетичное устройство накопления энергии, имеющее большой срок службы.
АА. В одном из вариантов АА настоящее изобретение относится к сухому исходному блоку устройства для накопления энергии, содержащему
по меньшей мере первую ячейку для накопления энергии, которая включает в сочетании:
а) первую электропроводящую обкладку;
б) вторую электропроводящую обкладку, причем первая и вторая обкладки разделены первым определенным заранее расстоянием; и
в) первое диэлектрическое прокладочное средство, проложенное между первой и второй обкладкой для разделения и электрической изоляции первой и второй обкладок;
в которой после скрепления вместе первой обкладки, второй обкладки и первого прокладочного средства с вырезом посередине для формирования первой ячейки между ними образуется заполненный воздухом зазор.
ВВ. В одном из вариантов настоящее изобретение относится к сухому исходному блоку согласно варианту АА, в котором первая ячейка, кроме того, содержит
а) первый электропроводящий слой покрытия с большой площадью удельной поверхности, образованный на одной поверхности первой обкладки так, что первый слой покрытия помещен между первой обкладкой и первым прокладочным средством; и
б) второй электропроводящий слой покрытия с большой площадью удельной поверхности, образованный на одной поверхности второй обкладки так, что второй слой покрытия помещен между второй обкладкой и первым прокладочным средством;
в) слой, включающий множество выступов на первом слое покрытия, на втором слое покрытия или на их сочетании; и
в котором указанные выступы служат конструкционной опорой для первой ячейки и обеспечивают дополнительную изоляцию между первой и второй обкладками.
СС. В одном из вариантов настоящее изобретение относится к сухому исходному блоку согласно варианту ВВ, в котором первая ячейка имеет первое заливочное отверстие, выполненное в прокладочном средстве и предназначенное для пропуска электролита в указанный заливочный зазор.
DD. В одном из вариантов настоящее изобретение относится к сухому исходному блоку согласно варианту СС, в котором первая ячейка содержит первый шнур, который вставлен в первое заливочное отверстие, и
в котором при извлечении первого шнура заливочное отверстие открывается с возможностью доступа в заливочный зазор.
ЕЕ. В одном из вариантов настоящее изобретение относится к сухому исходному блоку согласно варианту АА, который дополнительно содержит по меньшей мере вторую ячейку, причем первая и вторая ячейки предназначены для соединения с образованием единой целостной структуры исходного блока.
FF. В одном из вариантов настоящее изобретение относится к сухому исходному блоку согласно варианту ЕЕ, в котором вторая электропроводящая прокладка является биполярной обкладкой, относящейся к первой и второй ячейке;
вторая ячейка включает третью электропроводящую обкладку, расположенную противоположно относительно первой электропроводящей обкладки, причем первая и вторая электропроводящие обкладки разделены между собой вторым заранее определенным расстоянием.
GG. В одном из вариантов настоящее изобретение относится к сухому исходному блоку согласно варианту FF, в котором на второй плоской поверхности второй обкладки сформирован третий слой покрытия так, что второй слой покрытия размещен между второй обкладкой и вторым прокладочным средством, а вторая ячейка имеет множество отдельных выступов, расположенных на каждой поверхности обкладки.
НН. В одном из вариантов настоящее изобретение относится к сухому исходному блоку согласно варианту GG, в котором вторая ячейка включает электропроводящее покрытие с большой площадью удельной поверхности, которое сформировано на одной поверхности третьей обкладки, причем этот четвертый слой покрытия размещен между третьей обкладкой и вторым прокладочным средством.
II. В одном из вариантов настоящее изобретение относится к сухому исходному блоку согласно варианту НН, в котором вторая ячейка имеет второе заливочное отверстие, выполненное во втором прокладочном средстве.
JJ. В одном из вариантов настоящее изобретение относится к сухому исходному блоку согласно варианту II, дополнительно включающему наружное контактное средство для подсоединения к источнику питания.
КК. В одном из вариантов настоящее изобретение относится к сухому исходному блоку согласно JJ, в котором первый и третий слои покрытия содержат каждый дополнительный слой, включающий множество выступов по периферии и множество отдельных выступов, расположенных посередине в форме сетки.
LL. В одном из вариантов настоящее изобретение относится к сухому исходному блоку согласно варианту КК, в котором диаметр каждого выступа составляет около 6 милей (0,15 мм);
расстояние между центрами периферийных выступов составляет около 20 милей (0,508 мм);
расстояние между центрами срединных выступов составляет около 40 милей (1,02 мм);
причем периферийные и срединные выступы выполнены из диэлектрика.
ММ. В одном из вариантов настоящее изобретение относится к сухому исходному блоку согласно варианту FF, в котором упомянутые первое и второе заранее установленные расстояния равны.
NN. В одном из вариантов настоящее изобретение относится к сухому исходному блоку согласно варианту АА, в котором первое и второе прокладочные средства включают каждое две диэлектрических прокладки, которые совмещены одна с другой, а первый шнур расположен между прокладками, образуя первое заливочное отверстие.
OO. В одном из вариантов настоящее изобретение относится к сухому исходному блоку согласно варианту FF, в котором первая, вторая и третья обкладки имеют сходную прямоугольную форму.
PP. В одном из вариантов настоящее изобретение относится к исходному блоку конденсатора, содержащему по меньшей мере первую ячейку, причем указанный конденсатор содержит
а) первую электропроводящую обкладку;
б) вторую электропроводящую обкладку, причем первая и вторая обкладки разделены первым заранее установленным расстоянием; и
в) первое диэлектрическое прокладочное средство, проложенное между первой и второй обкладкой для разделения и электрической изоляции первой и второй обкладок;
причем в первой ячейке, сформированной скреплением вместе первой обкладки, второй обкладки и первого прокладочного средства, между образован заполненный воздухом зазор.
QQ. В одном из вариантов настоящее изобретение относится к исходному блоку конденсатора согласно варианту РР, в котором первая ячейка дополнительно содержит
а) первый электропроводящий слой покрытия с большой площадью удельной поверхности, образованный на одной поверхности первой обкладки так, что первый слой покрытия размещен между первой обкладкой и первым прокладочным средством; и
б) второй электропроводящий слой покрытия с большой площадью удельной поверхности, образованный на одной поверхности второй обкладки так, что второй слой покрытия размещен между второй обкладкой и первым прокладочным средством;
в) слой, включающий множество отдельных выступов, которые служат конструкционной опорой для первой ячейки и обеспечивают дополнительную изоляцию между первой и второй обкладками.
RR. В одном из вариантов настоящее изобретение относится к исходному блоку конденсатора согласно варианту QQ, дополнительно содержащему по меньшей мере вторую ячейку;
при этом первая и вторая ячейки предназначены для соединения и скрепления с образованием единой целостной структуры конденсатора, при этом вторая электропроводящая обкладка является биполярной обкладкой, относящейся к первой и ко второй ячейке, вторая ячейка включает третью электропроводящую обкладку, расположенную противоположно относительно первой электропроводящей обкладки, а первая и вторая электропроводящие обкладки разделены между собой вторым заранее определенным расстоянием.
SS. В одном из вариантов настоящее изобретение относится к электропроводящему слою покрытия, выполненному в виде пористого слоя с большой площадью поверхности и предназначенному для использования в устройстве для накопления энергии, таком как конденсатор и подобные ему устройства.
ТТ. В одном из вариантов настоящее изобретение относится к слою покрытия согласно варианту SS, в котором пористый слой нанесен на основу и выполнен из оксида металла или смеси оксидов металлов, и имеет большую площадь эффективной поверхности, состоящей в основном и микро- и мезопор.
UU. В одном из вариантов настоящее изобретение относится к способу накопления энергии с использованием сухого исходного блока согласно любому из вариантов с АА по ТТ, в котором исходный блок заполняют жидким ионопроницаемым электролитом, герметизируют и электрически заряжают.
VV. В одном из вариантов настоящее изобретение относится к способу изготовления сухого исходного блока, включающему операции по формированию устройства согласно варианту АА.
WW. В одном из вариантов настоящее изобретение относится к способу изготовления сухого исходного блока, включающему операции по формированию по меньшей мере первой ячейки путем
а) разнесения первой электропроводящей обкладки с второй электропроводящей обкладки на первое заранее определенное расстояние; и
б) помещения первого диэлектрического прокладочного средства между первой и второй обкладками для разделения и электрического изолирования первой и второй обкладок;
причем после скрепления вместе первой обкладки, второй обкладки и первого прокладочного средства для формирования первой ячейки между ними образуют заливочный зазор.
XX. В одном из вариантов настоящее изобретение относится к способу изготовления исходного блока конденсатора, включающему операции по формированию по меньшей мере первой ячейки путем
а) разнесения первой электропроводящей обкладки с второй электропроводящей обкладки на первое заранее определенное расстояние; и
б) помещения первого диэлектрического прокладочного средства между первой и второй обкладками для разделения и электрического изолирования первой и второй обкладок;
причем после скрепления вместе первой обкладки, второй обкладки и первого прокладочного средства для формирования первой ячейки между ними образуют заливочный зазор.
YY. В одном из вариантов настоящее изобретение относится к способу изготовления исходного блока конденсатора, включающему операции по формированию по меньшей мере первой ячейки путем
а) разнесения первого электропроводящего слоя с второго электропроводящего слоя на первое заранее определенное расстояние; и
б) помещения первого диэлектрического прокладочного средства между первым и вторым электропроводящими слоями для разделения и электрического изолирования первого и второго проводящих слоев;
причем после скрепления вместе первого электропроводящего слоя для накопления электрического заряда, второго электропроводящего слоя для накопления электрического заряда и первого прокладочного средства для разделения электропроводящих поверхностей для формирования первой ячейки между ними образуют заливочный зазор.
ZZ. В одном из вариантов настоящее изобретение относится к способу изготовления сухого исходного блока согласно варианту WW, включающему
а) формирование первого пористого электропроводящего слоя покрытия с большой площадью удельной поверхности на одной поверхности первой обкладки так, что этот первый слой покрытия оказывается помещен между первой обкладкой и прокладочным средством;
б) формирование второго пористого электропроводящего слоя покрытия с большой площадью удельной поверхности на одной поверхности второй обкладки так, что этот второй слой покрытия оказывается помещен между второй обкладкой и первым прокладочным средством; и
в) формирование множества отдельных микровыступов на первом слое покрытия, причем микровыступы придают конструкционную прочность первой ячейке и создают дополнительную изоляцию между первой и второй обкладками.
АВ. В одном из вариантов настоящее изобретение относится к способу изготовления разделительной сетки микровыступов на поверхности, используемых при изготовлении одно- или многослойных устройств для накопления электрического заряда, включающему
а) получение электроизолирующего материала, по существу инертного к условиям электролита для получения тиксотропного состава при температуре в диапазоне от температуры окружающей среды до 75oС и при давлении окружающей среды;
б) получение тонкого материала обкладки, состоящего из тонкого плоского электропроводящего металлического листа, покрытого с одной или обеих сторон электропроводящим углеродом, пористым оксидом металла, пористой смесью оксидов металлов или другим покрытием, и закрепление плоской обкладки в подходящем держателе;
в) помещение на плоскую тонкую обкладку тонкого плоского сетчатого трафарета или трафарета с мелкими отверстиями;
г) нанесение на верхнюю наружную поверхность тонкого сетчатого трафарета текучего состава из операции (а) таким образом, чтобы небольшие количества состава проходили через шаблон и соприкасались с наружной поверхностью тонкой обкладки, и могли бы проникать до наружной поверхности пористого покрытия обкладки при нажиме на поверхность трафарета, вызывающем соприкосновение трафарета с поверхностью обкладки;
д) извлечение образца из установки трафаретной печати; и
е) отверждение нанесенного материала таким образом, чтобы отдельные микровыступы в общем сохраняли свою форму и размеры.
АС. В одном из вариантов настоящее изобретение относится к способу согласно варианту АВ, причем устройство может быть аккумулятором или конденсатором.
AD. Усовершенствованный способ изготовления сухого исходного блока устройства для накопления электроэнергии для хранения электрического заряда при условии соприкосновения поверхностей обкладок с неводным или водным электролитом согласно изобретению включает:
а) приготовление тонкого, существенно плоского листа из электропроводящего материала основы с нанесенным на каждую плоскую сторону одинаковым или различным тонким слоем второго электропроводящего материала с большой площадью удельной поверхности, с обеспечением при необходимости условия, при котором обе плоские стороны электропроводящей основы имеют торцевые поверхности по периметру, при этом
(i) на них либо нанесен тонкий слой второго электропроводящего материала,
(ii) либо с них частично удален слой второго электропроводящего материала,
(iii) либо удален второй электропроводящий материал;
б) создание ионопроницаемого или полупроницаемого пространственного сепаратора, устойчивого к воздействию водного или неводного электролита, полученного путем
(i) осаждения по существу одинаковых по высоте групп электроизолирующих микровыступов на поверхности по меньшей мере одной стороны тонкого слоя второго электропроводящего материала,
(ii) помещения тонкого предварительно вырезанного ионопроницаемого или полупроницаемого сепаратора на одну поверхность второго электропроводящего материала, или
(iii) заливки тонкого ионопроницаемого или полупроницаемого слоя на поверхность по меньшей мере одной стороны электропроводящего материала, или
(iv) создания в качестве сепаратора тонкого воздушного зазора;
в) соприкосновение поверхности по периметру одной или обеих сторон тонкого листа из операции (б) с одним или несколькими тонкими слоями синтетического органического полимера, служащего прокладочным материалом и выбранного из группы, состоящей из полимерных термопластов, термоэластомеров и реактопластов;
г) помещение на или внутрь прокладочного материала и желательно поперек тонкого листа по меньшей мере одного тонкого шнура, обладающего более высокой температурой плавления (Тm), превышающей температуру плавления полимерного материала прокладки и не плавящегося, не текущего и не пристающего к прокладке в условиях обработки;
д) изготовление колонны с чередующимися и повторяющимися слоями из плоских изделий из листа, покрытого покрытием с большой площадью удельной поверхности, и разделителя, изготовленного в течение операции (г), причем торцевые листы могут иметь более толстую основу;
е) нагрев колонны, изготовленной в процессе операции (д), до достаточно высокой температуры и приложение давления, достаточного для того, чтобы вызвать оплавление синтетического прокладочного материала, его течение, слипание и заваривание кромок колонны с образованием сплошной цельной колонны чередующихся электропроводящих листов, покрытых вторым электропроводящим материалом и ионопроницаемым разделителем, возможно, таким образом, что прокладочный материал образует непрерывный цельный полимерный кожух;
ж) охлаждение полученной в процессе операции (е) цельной колонны, возможно в атмосфере инертного газа и под небольшим давление; и
з) извлечение по меньшей мере одного тонкого шнура из отличающегося материала, помещенного между слоями, с образованием по меньшей мере одного небольшого отверстия между слоями электропроводящего листа, покрытого вторым электропроводящим материалом.
АЕ. В одном из вариантов настоящее изобретение относится к способу согласно варианту AD, в котором микровыступы состоят из керамики, органических эластомеров, термопластов, реактопластов или их сочетаний.
AF. В одном из вариантов настоящее изобретение относится к способу согласно варианту АЕ, в котором или после операции (д) и перед операцией (е) или после операции (з) цельную колонну подвергают следующей обработке:
и) вакуумирование сухого исходного блока для практически полного удаления остаточных газов;
к) помещение сухого исходного блока в атмосферу одного или нескольких восстановительных газов при давлении, близком к давлению окружающей среды;
л) нагрев блока и восстановительного газа до температуры приблизительно от 20 до 150oС в течение периода приблизительно от 0,1 до 5 часов;
м) вакуумирование сухого исходного блока;
н) замена восстановительной атмосферы инертным газом;
о) при необходимости по меньшей мере однократное повторение операций (и), (к), (л), (м) и (н).
АG. В одном из вариантов настоящее изобретение относится к способу согласно варианту AD, в котором или после операции (д) и перед операцией (е) или после операции (з) цельную колонну подвергают следующей обработке:
и) вакуумирование сухого исходного блока для практически полного удаления остаточных газов;
к) помещение сухого исходного блока в атмосферу одного или нескольких восстановительных газов при давлении, близком к давлению окружающей среды;
л) нагрев блока и восстановительного газа до температуры приблизительно от 20 до 150oС в течение периода приблизительно от 0,1 до 5 часов;
м) вакуумирование сухого исходного блока;
н) замена восстановительной атмосферы инертным газом;
о) при необходимости по меньшей мере однократное повторение операций (и), (к), (л), (м) и (н).
АН. В одном из вариантов настоящее изобретение относится к способу согласно варианту AF, в котором разрежение в процессе операций (и), (м) и (о) составляет приблизительно от 1 Торр до 1 мкТорр.
А'А'. В одном из вариантов настоящее изобретение относится к способу согласно варианту AF, в котором восстановительный газ выбирают из числа водорода, окиси углерода, окиси азота, аммиака или их сочетаний, а инертный газ выбирают из числа гелия, неона, азота, аргона или их сочетаний, при этом блок помещают последовательно в один или несколько восстановительных газов и один или несколько инертных газов.
AI. В одном из вариантов настоящее изобретение относится к способу согласно варианту AD, в котором в процессе операции (б) прокладочный материал помещают сверху устройства, причем прокладочный материал между обкладками имеет достаточный избыточный объем, чтобы после нагрева в процессе операции (е) избыточный материал прокладки выдавливался по периметру основы, образуя бесшовную сплошную цельную поверхность по кромке колонны.
AJ. В одном из вариантов настоящее изобретение относится к способу согласно варианту AD, в котором
в ходе операции (а) на основе по поверхностям кромок наносят второй электропроводящий материал;
в процессе операции (б) на поверхности второго электропроводящего материала формируют микровыступы;
в операции (в) в качестве прокладочного материала выбирают термопласт;
в операции (д) материал основы торцевых пластин выбирают с большой толщиной;
в операции (е) прокладочный материал используют в избыточном количестве для создания сплошного цельного кожуха;
в процессе операции (ж) колонну охлаждают при температуре окружающей среды и в операции (з) используют шнур, состоящий из металла, керамики, органического полимера или их сочетаний.
АК. Усовершенствованный способ изготовления устройства для накопления электроэнергии для хранения электрического заряда согласно изобретению включает
вакуумирование сухого исходного блока согласно варианту AD;
помещение вакуумированного сухого исходного блока в электролит, являющийся водным раствором неорганической кислоты или неводной органической ионопроницаемой средой на время, достаточное для обратного заполнения пространства между листами основы через заливочное отверстие;
удаление электролита с наружной поверхности и
заделку и заваривание заливочных отверстий.
AL. Усовершенствованный способ изготовления сухого исходного блока устройства для накопления электроэнергии для хранения электрического заряда при условии соприкосновения поверхностей обкладок с неводным или водным электролитом согласно изобретению включает
а) получение тонкого плоского металлического листа основы, когда металл выбран из числа титана, циркония, железа, меди, свинца, олова, никеля, цинка или их сочетаний, толщиной приблизительно от 0,1 до 10 милей (0,00254-0,254 мм) с нанесенным на каждую плоскую сторону тонким слоем по меньшей мере одного оксида металла с большой площадью удельной поверхности, независимо выбранного из числа оксидов металлов из группы, состоящей из олова, свинца, ванадия, титана, молибдена, рутения, тантала, родия, осмия, иридия, железа, кобальта, никеля, меди, молибдена, ниобия, хрома, марганца, лантана или группы лантанидов или же их сплавов или сочетаний, возможно содержащего небольшую долю добавок, предназначенных для улучшения электропроводности,
в котором толщина тонкого слоя оксида металла составляет приблизительно от 0,1 до 200 мкм,
и дополнительно с обеспечением того, что обе плоские стороны электропроводящей основы имеют краевые поверхности по периметру, с которых удален оксид металла;
б) создание ионопроницаемого пространственного сепаратора, устойчивого к воздействию водного или неводного электролита, полученного одним из следующих способов:
(i) осаждения сетки по существу одинаковых по высоте групп электроизолирующих дискретных микровыступов, устойчивых к воздействию водного и неводного электролита, имеющих высоту приблизительно от 0,1 до 10 милей (0,00254-0,254 мм) на поверхности одной или обеих сторон тонкого слоя пористого оксида металла,
(ii) помещения тонкого предварительно вырезанного ионопроницаемого или полупроницаемого сепаратора толщиной приблизительно от 0,1 до 10 милей (0,00254-0,254 мм) на одну плоскую поверхность слоя оксида металла,
(iii) заливки тонкого ионопроницаемого или полупроницаемого сепаратора толщиной приблизительно от 0,1 до 10 милей (0,00254-0,254 мм) по меньшей мере на одну поверхность второго электропроводящего материала, или
(iv) создания в качестве сепаратора тонкого воздушного зазора;
в) соприкосновение поверхности по периметру одной или обеих сторон тонкого листа из операции (б) с одним или несколькими тонкими слоями синтетического органического полимера, служащего прокладочным материалом и выбранного из группы, состоящей из полиимидов, TEFZELR, KRATONR, полиэтиленов, полипропиленов, других полиолефинов, полисульфонов, других фторированных или частично фторированных полимеров или их сочетаний;
г) помещение на или внутрь прокладочного материала и желательно поперек тонкого листа по меньшей мере одного тонкого шнура, обладающего более высокой температурой плавления (Тm), превышающей температуру плавления полимерного материала прокладки и не плавящегося, не текущего и не пристающего к прокладке в условиях обработки;
д) изготовление колонны с чередующимися и повторяющимися слоями из тонких плоских изделий из листа, покрытого оксидом металла, и разделителя, изготовленного в течение операции (г), причем торцевые листы могут быть покрыты только с одной стороны и иметь более толстую основу;
е) нагрев колонны, изготовленной в процессе операции (д), до температуры 0-100oС, превышающей температуру плавления прокладочного материала, для того чтобы вызвать его течение, слипание и заваривание кромок колонны с образованием сплошной цельной колонны чередующихся электропроводящих листов и разделителей, обеспечивая при необходимости непрерывный цельный полимерный кожух;
ж) охлаждение полученной в процессе операции (е) цельной колонны, возможно в атмосфере инертного газа при температуре окружающей среды;
з) извлечение по меньшей мере одного тонкого шнура, помещенного между слоями, с образованием по меньшей мере одного небольшого отверстия между пористыми электропроводящими слоями.
AM. В одном из вариантов настоящее изобретение относится к способу согласно варианту AL, в котором в процессе операции (б) прокладочный материал помещают сверху устройства, причем прокладочный материал между обкладками имеет достаточный избыточный объем, чтобы после нагрева в процессе операции (е) избыточный материал прокладки выдавливался по периметру основы, образуя бесшовную сплошную цельную поверхность по кромке колонны.
AN. В одном из вариантов настоящее изобретение относится к способу согласно варианту AL, в котором
в ходе операции (а) на основе по поверхностям кромок наносят второй электропроводящий материал;
в процессе операции (б) на поверхности второго электропроводящего материала формируют микровыступы;
в операции (в) в качестве прокладочного материала выбирают термопласт;
в операции (д) материал основы торцевых пластин выбирают с большой толщиной;
в операции (е) прокладочный материал используют в избыточном количестве для создания сплошного цельного кожуха;
в процессе операции (ж) колонну охлаждают при температуре окружающей среды;
в операции (з) используют шнур, состоящий из металла, керамики, органического полимера или их сочетаний.
АО. В одном из вариантов настоящее изобретение относится к устройству для накопления энергии, изготавливаемому с использованием исходного блока согласно варианту AD и с дополнительным осуществлением следующих операций:
добавление электролита для заполнения вакуумированных заливочных зазоров,
заделку заливочных отверстий,
электрическую зарядку устройства для накопления электроэнергии,
причем это устройство предназначено для использования в качестве источника электроэнергии в сферах применения, независимо выбранных из числа следующих:
обеспечение пиковых потребностей в энергии в сферах применения с изменяющимся потреблением мощности при подзарядке в моменты снижения потребления (т.е. служит средством преобразования питающей мощности, расположенным между электрическим генератором и электрической сетью пользователей);
обеспечение потребностей в питании в сферах применения, в которых источник электроэнергии может быть отключен и требуется дополнительный источник питания для питания в промежуточные интервалы времени, позволяющий при отключении обеспечить источник непрерывного питания, как в случае с отключением компьютерной памяти при "серых" и "бурых" отключениях электроэнергии, или питание при периодических заходах в тень орбитальных спутников;
обеспечение импульсного питания с сферах применения, требующих средств с большой силой тока и/или запасом энергии в качестве источника питания для катализа с резистивным нагревом, для питания дефибрилляторов или других устройств регулирования ритма сердечной деятельности, или для создания импульсного источника питания в электромобиле, в котором аккумулятор или двигатель внутреннего сгорания может подзаряжать устройство;
обеспечение питания в сферах применения, требующих быстрой подзарядки при длительном выделении энергии, таких как хирургические инструменты, отсоединенные от электрического шнура; и
обеспечение переносного источника питания для использования в средствах связи.
АР. В одном из вариантов настоящее изобретение относится к фотолитографическому способу получения микровыступов на подложке с большой площадью удельной поверхности для обеспечения пространственного разделения в устройстве для накопления энергии, включающему
а) получение неэкспонированной фоторезистивной пленки, которая существенно инертна в отношении последующего воздействия электролита и становится электроизолирующей после отверждения;
б) получения тонкого материала обкладки, состоящего из тонкого плоского электропроводящего металлического листа, покрытого с одной или обеих плоских сторон электропроводящим пористым оксидом металла, смесью оксидов металлов или углеродом;
в) нанесение фоторезистивной пленки на одну или обе плоские стороны материала обкладки;
г) помещение на фоторезист маски с множеством мелких отверстий;
д) экспонирование фоторезиста перед источником света с интенсивностью и в течение времени, достаточными для практического отверждения открытого воздействию света фоторезистивного материала через отверстия в маске для получения отвержденных микровыступов после удаления маски;
е) проявление фоторезистивной пленки для сохранения множества дискретных микровыступов на поверхности материала обкладки и удаления непрореагировавшей пленки; и
ж) дальнейшее отверждение оставшегося экспонированного материала, благодаря чему микровыступы практически сохраняют свою форму и размеры.
AQ. В одном из вариантов настоящее изобретение относится к способу согласно варианту АР, в котором в процессе операции (б) оксидом металла покрывают обе стороны обкладки,
в процессе операции (в) пленку наносят на одну плоскую сторону с помощью нагретого валика,
в процессе операции (е) при проявлении используют разведенное водное основание и
в процессе операции (ж) для отверждения микровыступов используют свет, тепло или их сочетание.
AR. В одном из вариантов настоящее изобретение относится к способу согласно варианту AQ, в котором в процессе операции (в) фоторезист наносят в вакууме.
AS. В одном из вариантов настоящее изобретение относится к сухому исходному блоку согласно варианту АА, в котором первая обкладка включает первый электропроводящий пористый слой покрытия с большой удельной поверхностью, формируемый на одной из ее поверхностей так, что первый слой покрытия проложен между первой обкладкой и прокладочным средством, а вторая обкладка является биполярной обкладкой.
AT. В одном из вариантов настоящее изобретение относится к сухому исходному блоку согласно варианту AS, в котором вторая обкладка включает первый электропроводящий пористый слой покрытия с большой площадью удельной поверхности, формируемый на одной из ее поверхностей так, что этот второй слой покрытия проложен между второй обкладкой и первым прокладочным средством.
AU. В одном из вариантов настоящее изобретение относится к сухому исходному блоку согласно варианту AT, в котором первая обкладка включает разделительное средство, образованное на первом слое покрытия и предназначенное для поддержания раздельности первой и второй обкладок.
AV. В одном из вариантов настоящее изобретение относится к сухому исходному блоку согласно варианту AU, в котором вторая обкладка включает второй электропроводящий пористый слой покрытия с большой площадью удельной поверхности, выполненный на ее второй поверхности.
AW. В одном из вариантов настоящее изобретение относится к сухому исходному блоку согласно варианту AU, в котором первый слой покрытия первой обкладки и первый и второй слои покрытия на второй обкладке выбраны из группы, состоящей из оксидов металлов, смесей оксидов металлов, нитридов металлов и полимеров.
AX. В одном из вариантов настоящее изобретение относится к сухому исходному блоку согласно варианту AU, в котором разделительное средство включает множество выступов, предназначенных для придания конструкционной прочности первой ячейке и обеспечения дополнительной изоляции между первой и второй обкладками.
AY. В одном из вариантов настоящее изобретение относится к устройству для накопления энергии согласно варианту СС, включающему ионопроницаемую среду в зазорах ячеек сухого исходного блока при заделанных заливочных отверстиях.
AZ. В одном из вариантов настоящее изобретение предусматривает дополнительное включение пористого гидрофобного полимерного материала в заливочном зазоре каждой ячейки в процессе ее изготовления согласно варианту АА для компенсации повышения гидростатического давления при повышении температуры.
ААА. В одном из вариантов настоящее изобретение относится к гидрофобному полимерному материалу согласно варианту AZ, содержащему политетрафторэтилен и имеющему давление воды на входе в пределах от 760 до 7600 Торр.
ВВВ. В одном из вариантов настоящее изобретение относится к способу согласно варианту АВ, в котором материал, используемый при трафаретной печати, является термо- или фотоотверждаемой смолой.
ССС. В одном из вариантов настоящее изобретение относится к способу согласно варианту AL, в котором в процессе операции (а) производят доводку пористой обкладки путем обработки
а) паром при температуре приблизительно от 150 до 300oС в течение приблизительно от 0,5 до 4 часов;
б) химически активным газом или химически активной жидкостью при температуре приблизительно от 80 до 140oС в течение приблизительно от 0,2 до 2 часов, или
в) анодным током, достаточным для выделения кислорода в течение приблизительно от 1 до 60 минут,
при последующем воздействии катодного тока без выделения газообразного водорода до доведения значения потенциала разомкнутой цепи приблизительно от 0,5 до 0,75 В (для стандартного водородного электрода).
DDD. В одном из вариантов настоящее изобретение относится к способу согласно варианту АВ, в котором после операции (в) или между операциями (г) и (д) в варианте AL осуществляют доводку пористого покрытия путем воздействия катодного тока до доведения значения потенциала разомкнутой цепи приблизительно от 0,5 до 0,75 В (для стандартного водородного электрода).
ЕЕЕ. В одном из вариантов настоящее изобретение относится к сухому исходному блоку согласно варианту СС, в котором подложка обкладки является металлом или металлическим сплавом толщиной от 1 до 10 миль, а пористое покрытие с высоким значением площади поверхности представляет собой смесь оксидов металлов.
FFF. В одном из вариантов настоящее изобретение относится к способу согласно варианту AD, в котором
в операции (а) в качестве материала основы использован титан, в качестве смеси оксидов металлов - оксиды рутения и тантала толщиной от 5 до 25 мкм, причем кромки по периметру пористых обкладок приводят в контакт с разведенным раствором KRATONR в неводном органическом растворителе и высушивают для обеспечения герметизации и электрической изоляции ячейки;
в операции (б) сепаратор выполняют в виде множества микровыступов;
в операции (в) в качестве материала прокладки выбирают KRATON® или полиэтилен высокой плотности;
в операции (г) вытягиваемый шнур изготавливают из TEFZEL®.
GGG. В одном из вариантов настоящее изобретение относится к усовершенствованному способу изготовления устройства для накопления электрической энергии согласно варианту DDD, включающему
вакуумирование сухого исходного блока согласно варианту AD;
приведение вакуумированного исходного блока в контакт с электролитом, выбранным из водной неорганической кислоты или неводной органической ионопроводящей среды, в течение времени, достаточном для заполнения пространства между листами опоры, с использованием заливочного отверстия;
удаления электролита с внешней поверхности и
заделку и герметизацию заливочных отверстий.
В то время как здесь были показаны и описаны только несколько вариантов осуществления изобретения, специалистам в данной области техники должно быть ясно, что возможны различные модификации и изменения усовершенствованного способа изготовления устройства для накопления электроэнергии, такого как аккумулятор или конденсатор, обладающего повышенной долговечностью и характеристиками зарядки и перезарядки, и низким током утечки, а также самого устройства без отклонения от сущности и объема настоящего изобретения. Все такие модификации и изменения охватываются прилагаемой формулой изобретения.
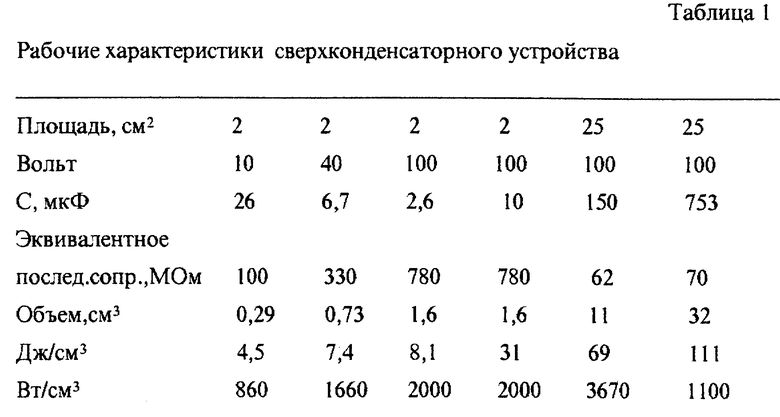
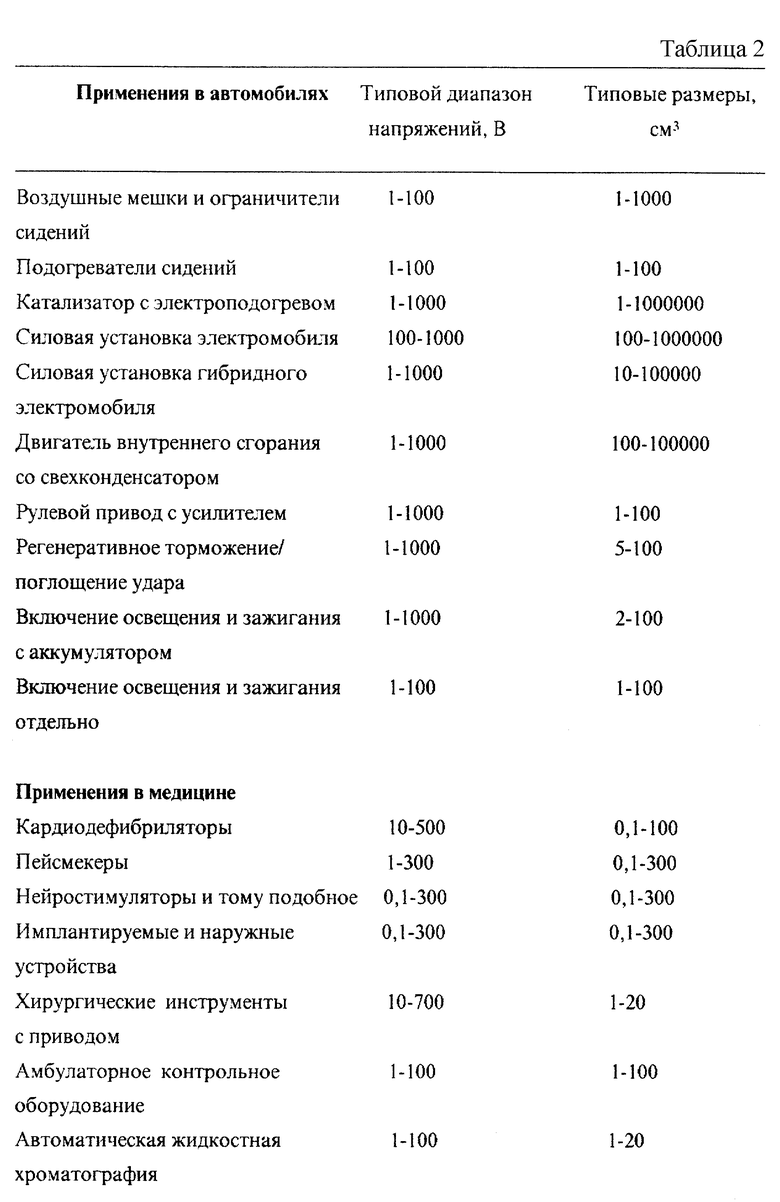
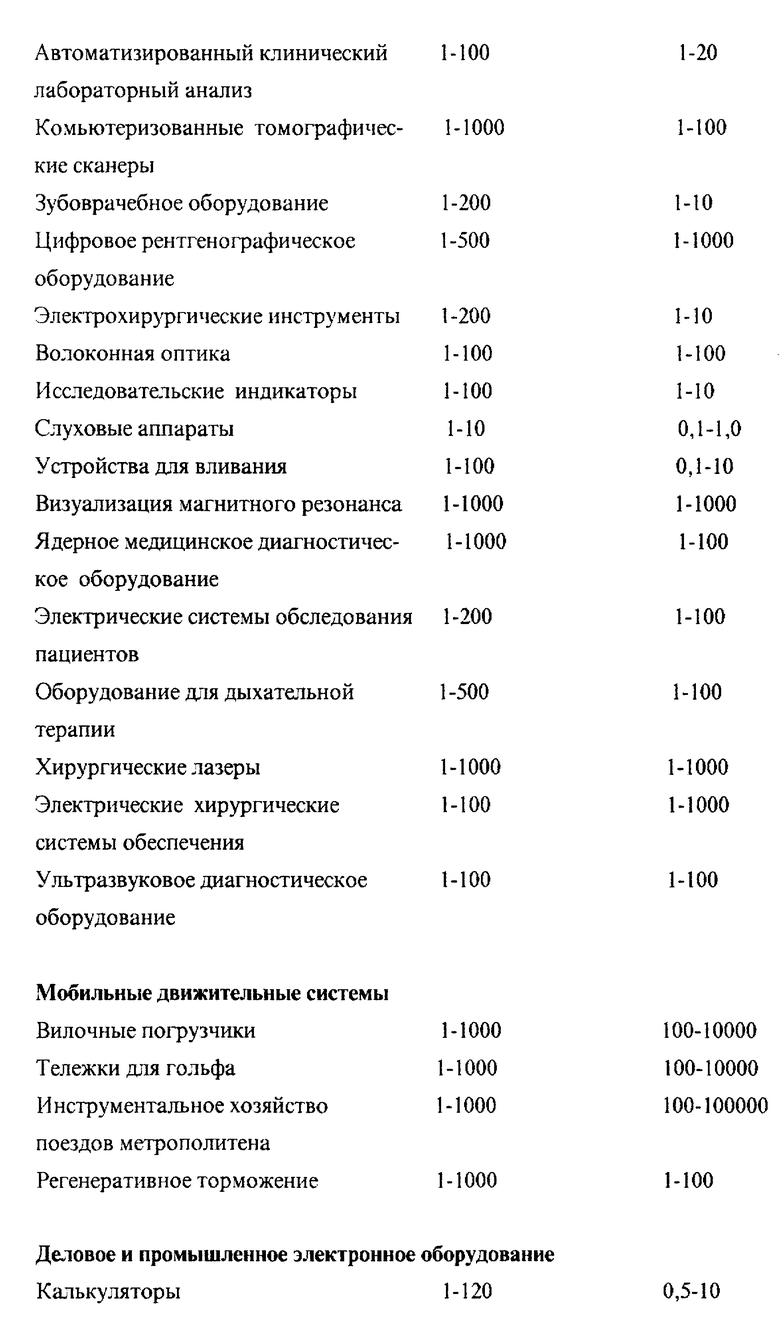
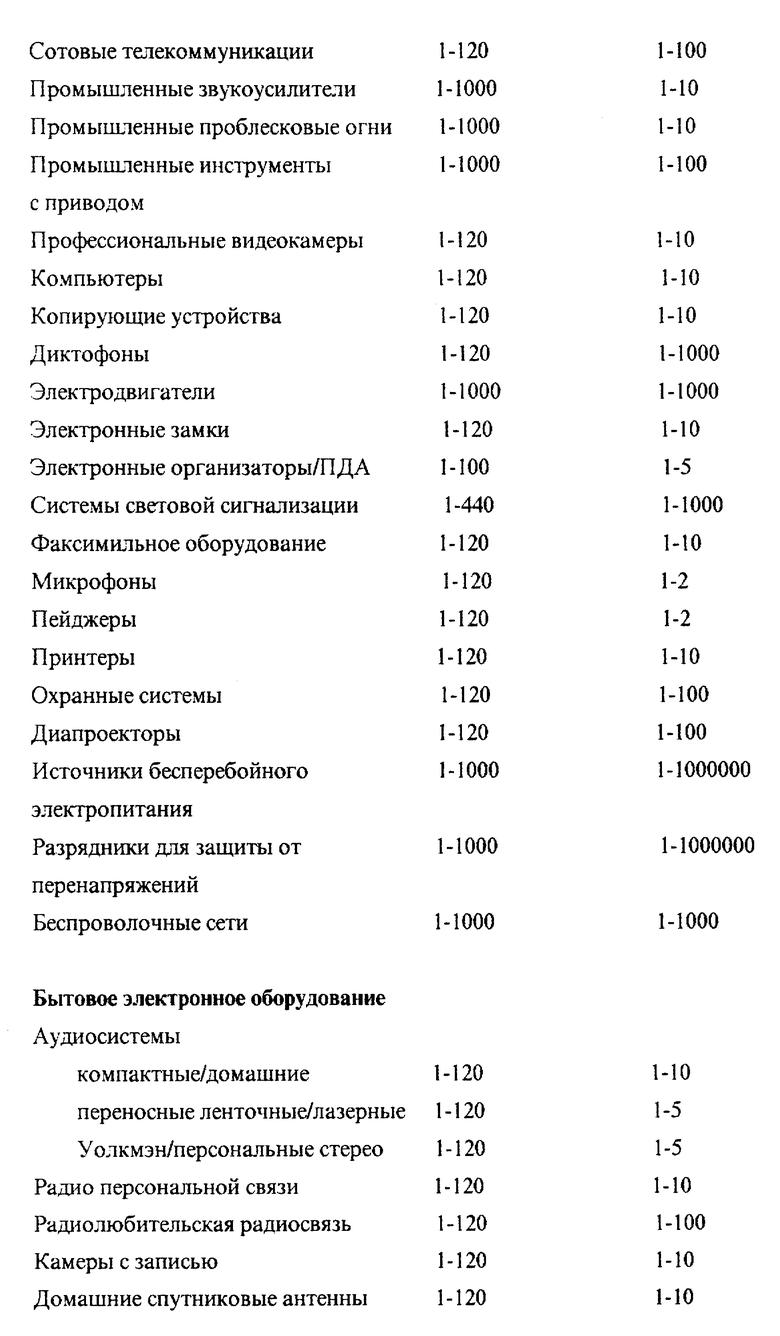
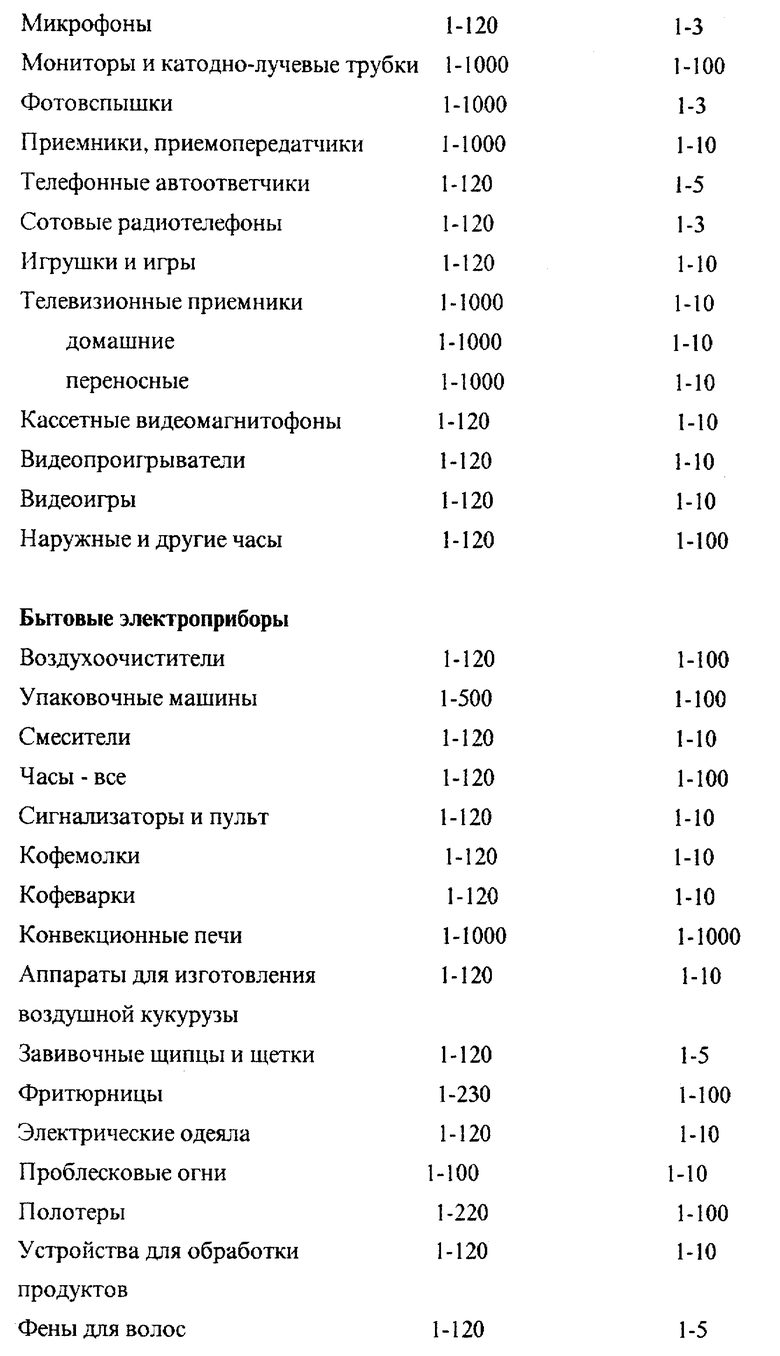
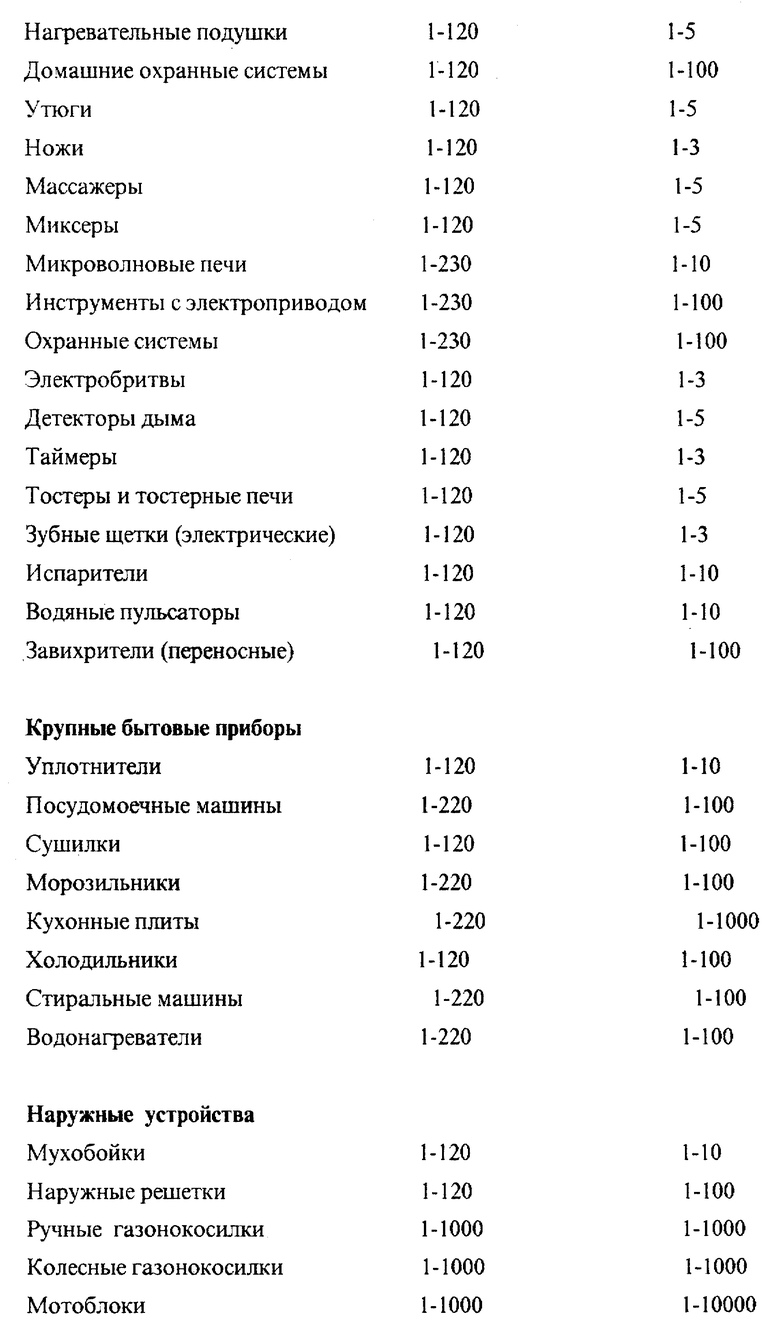
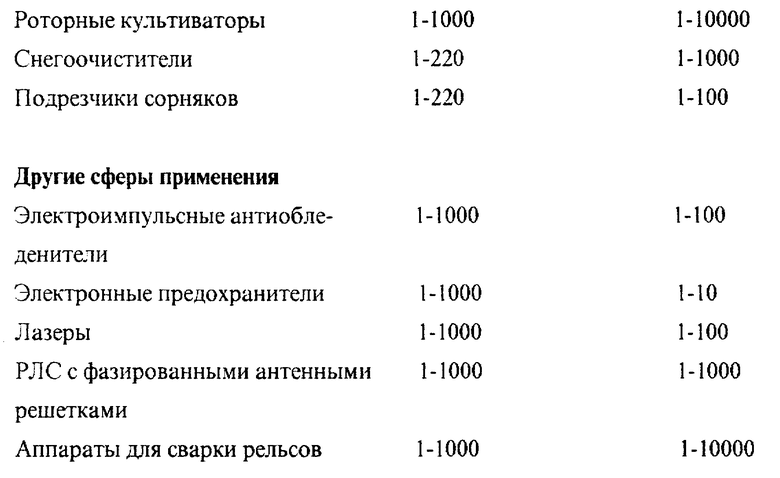
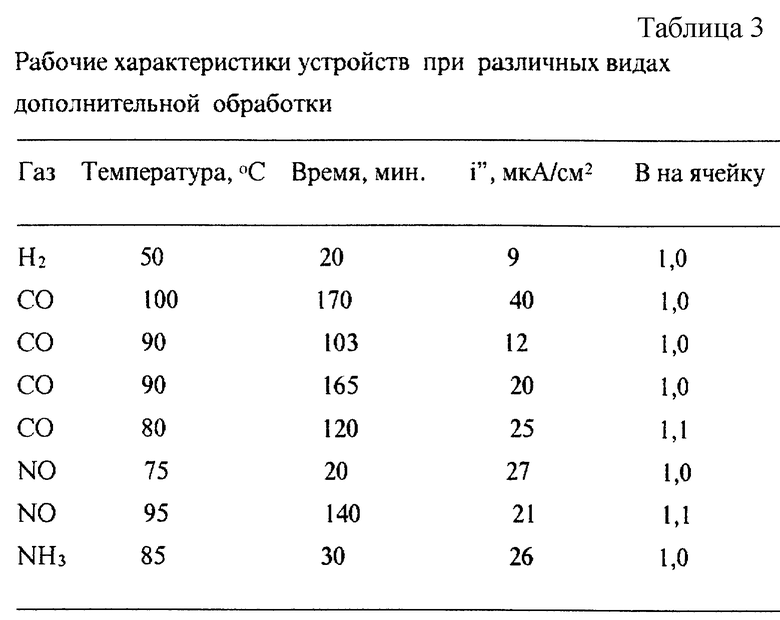
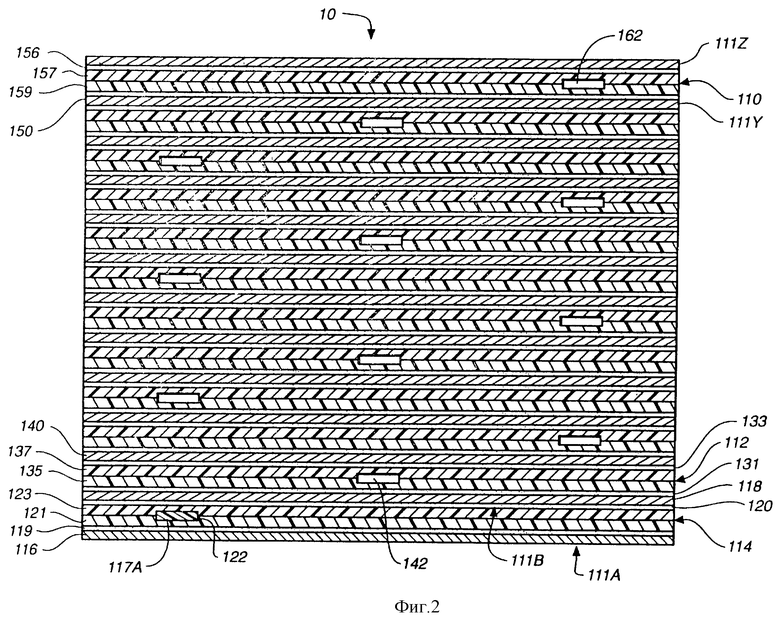
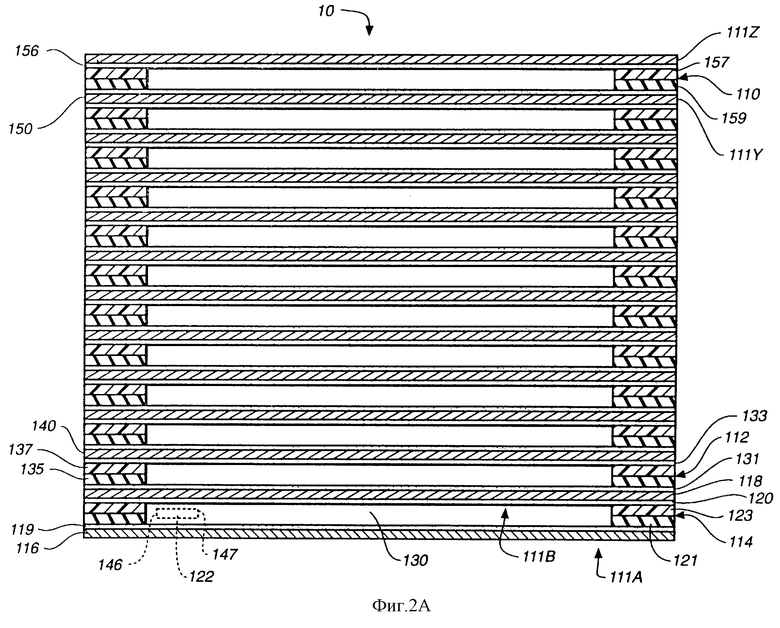
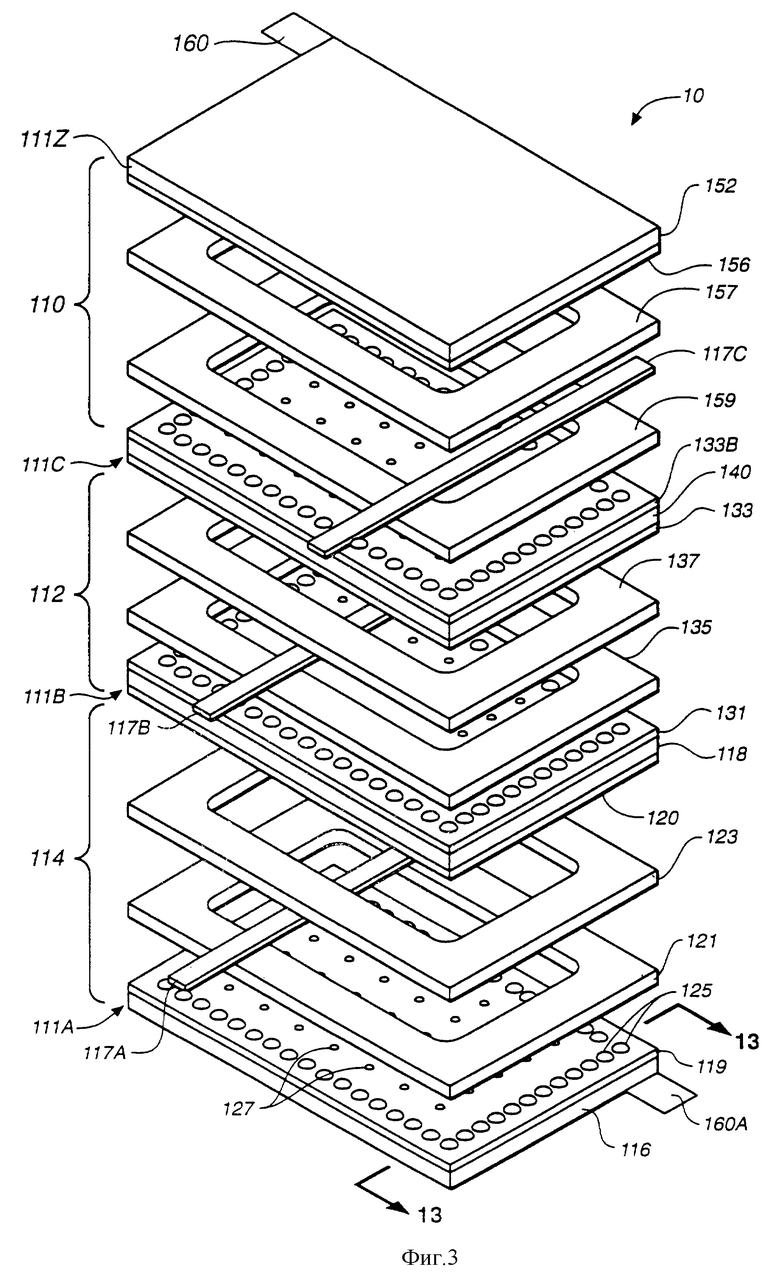
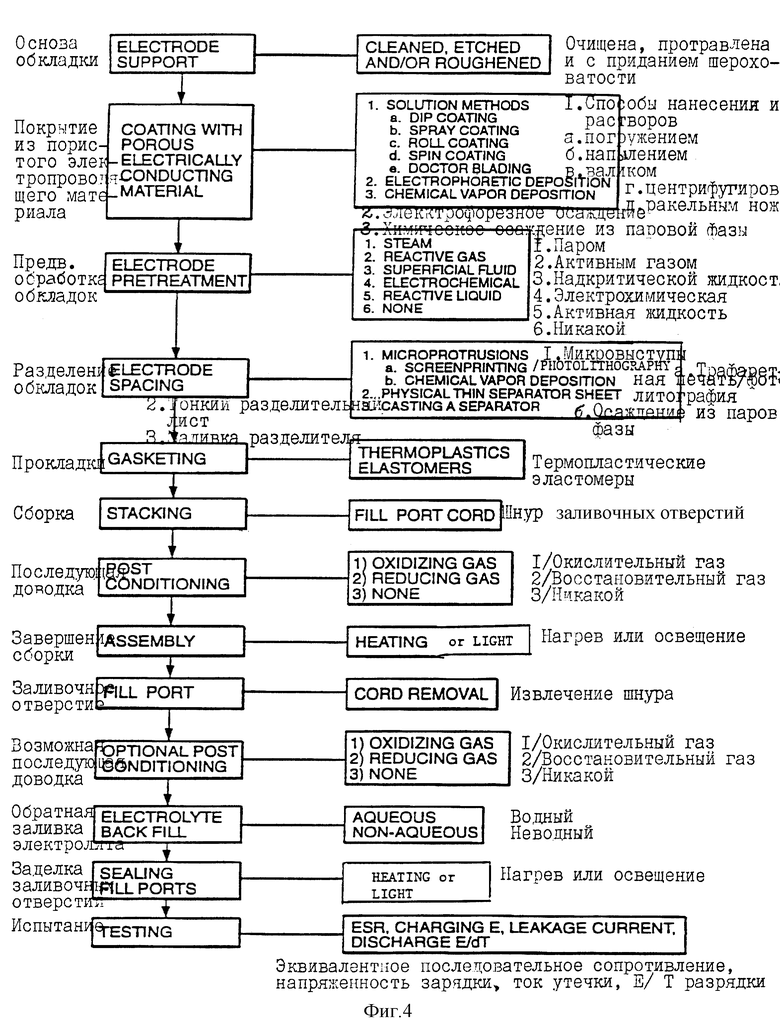
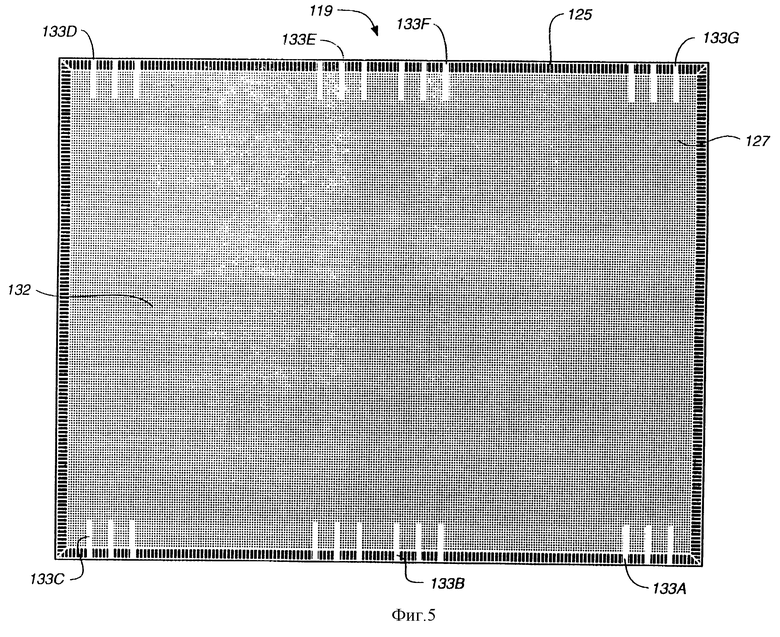
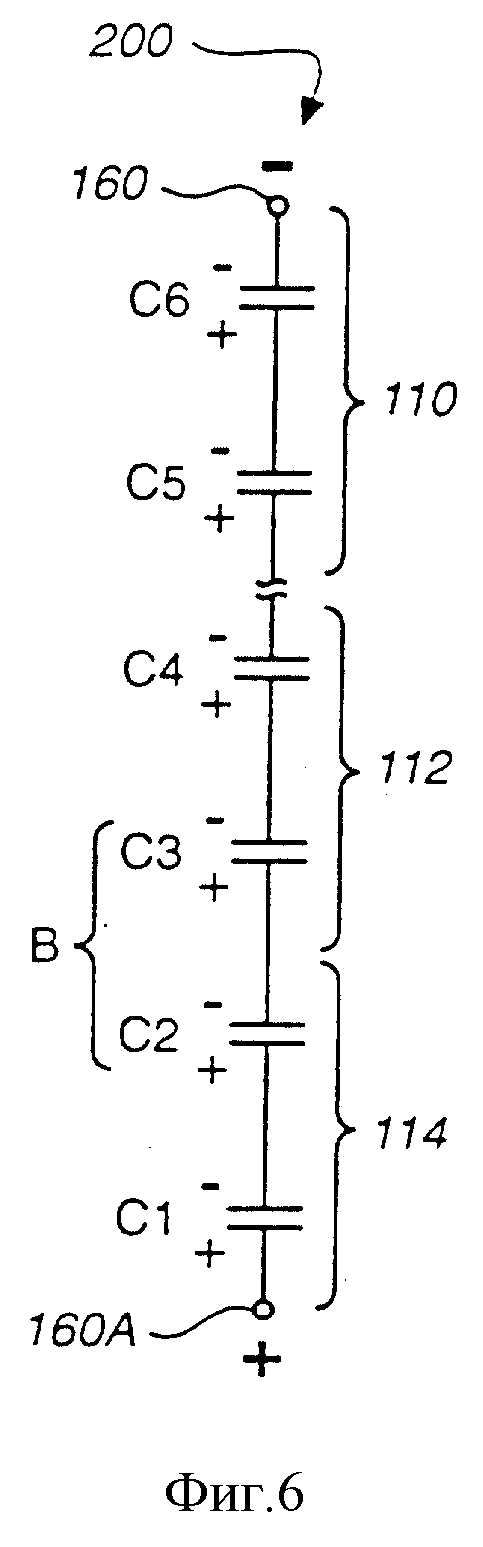
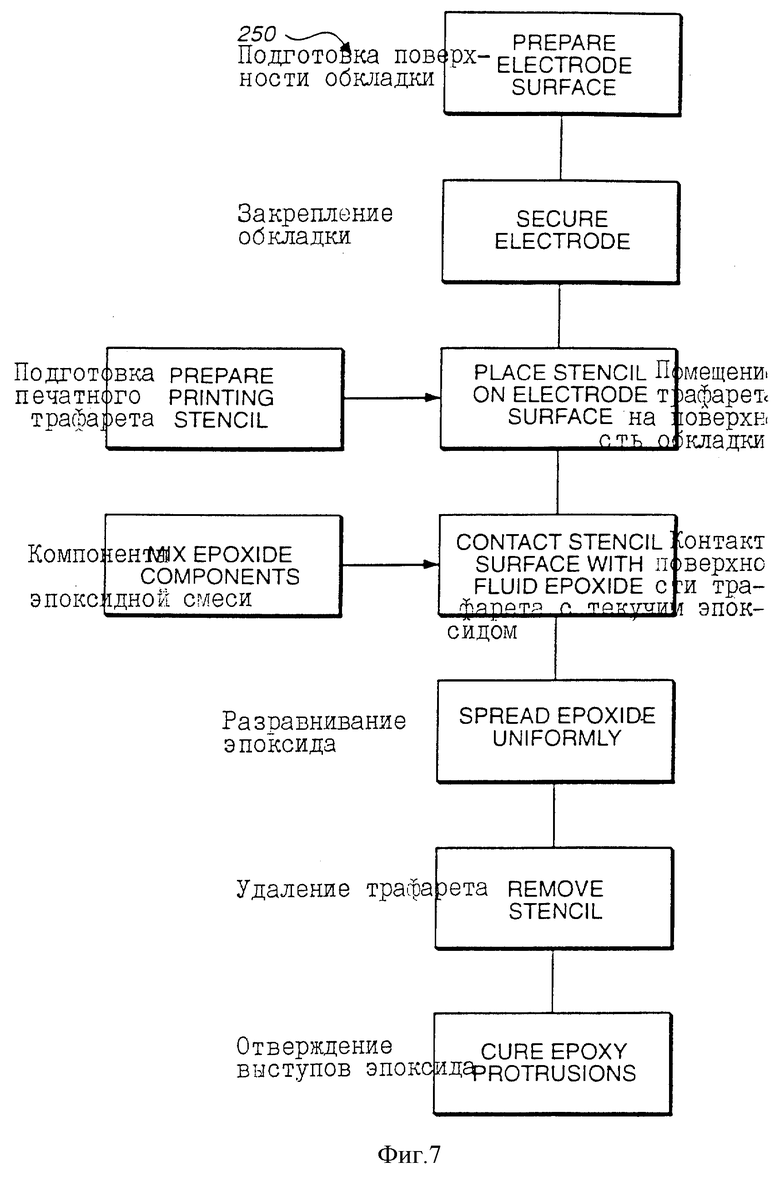
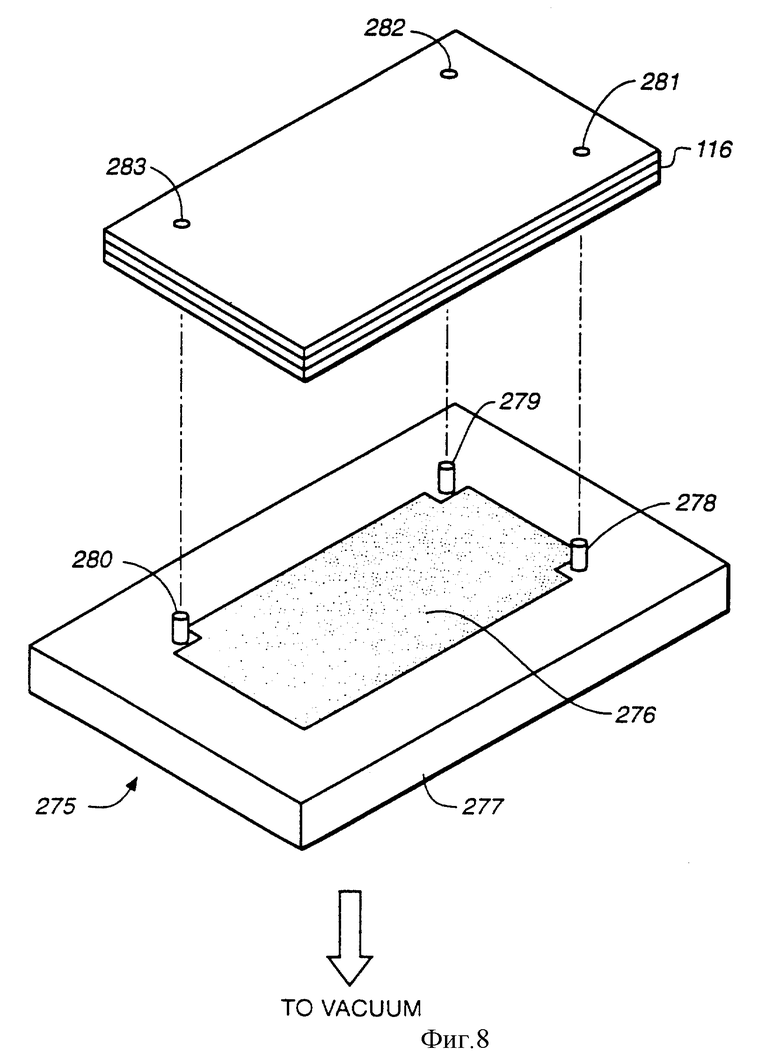
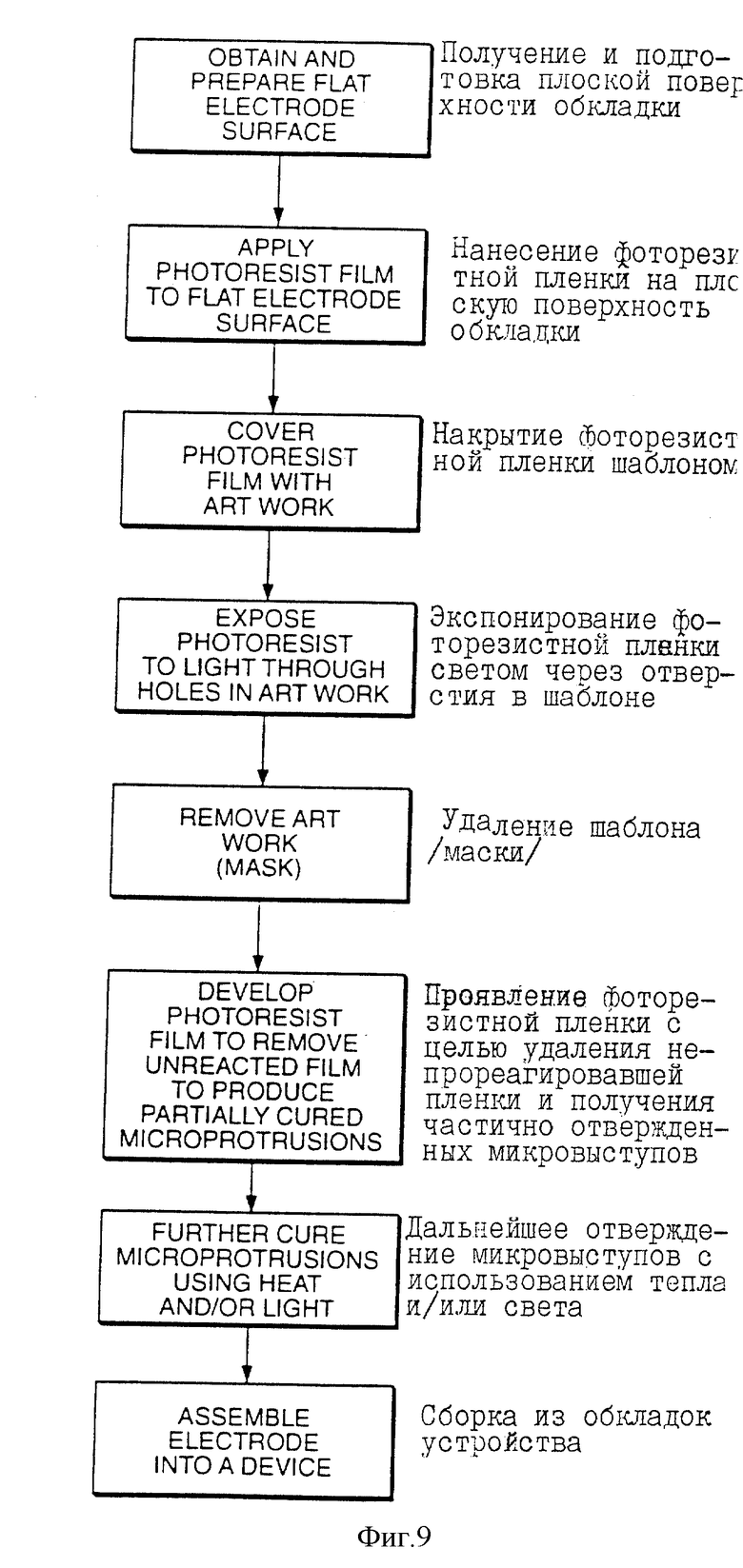
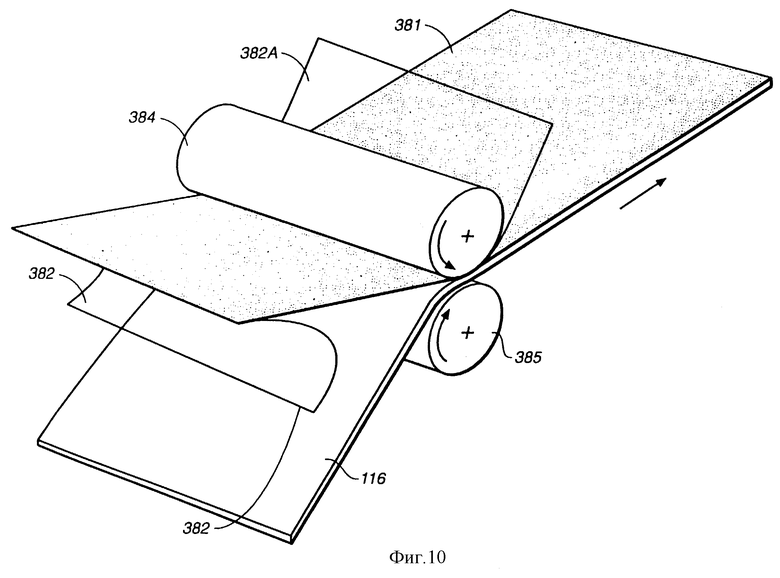
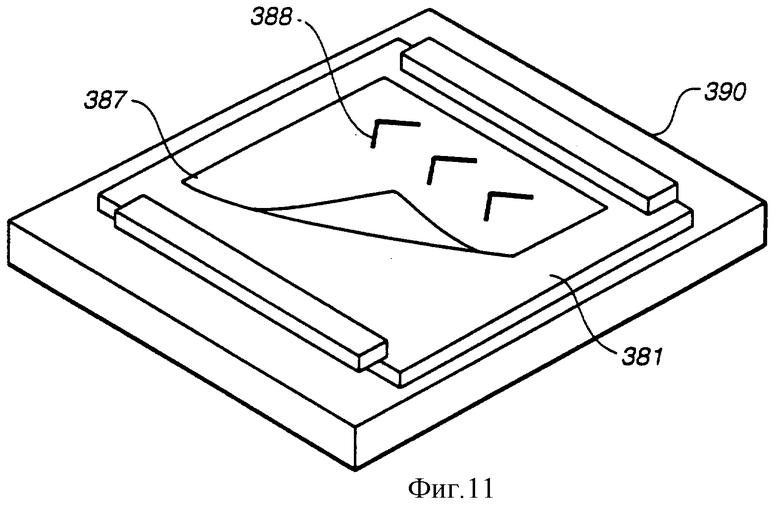
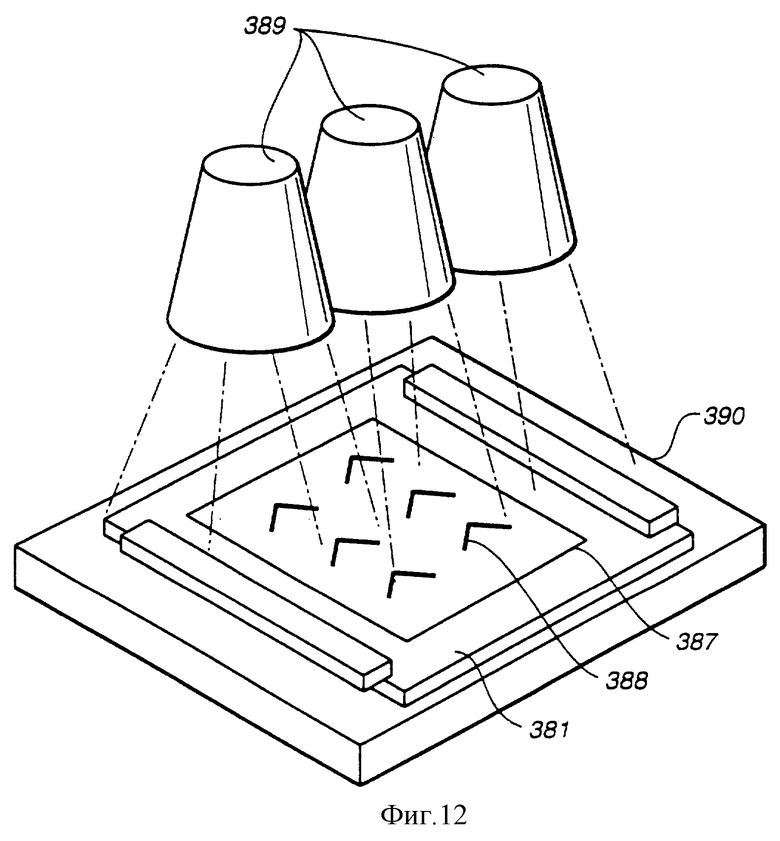
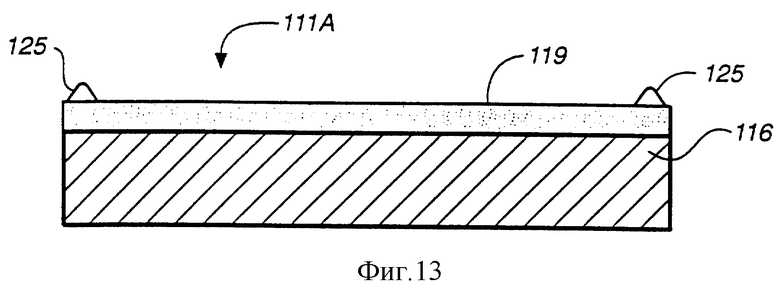
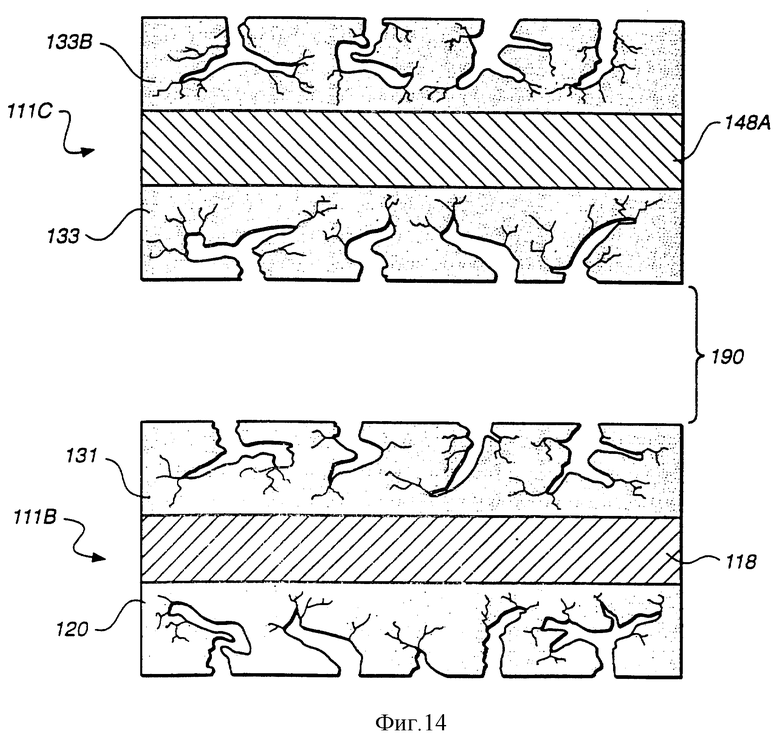
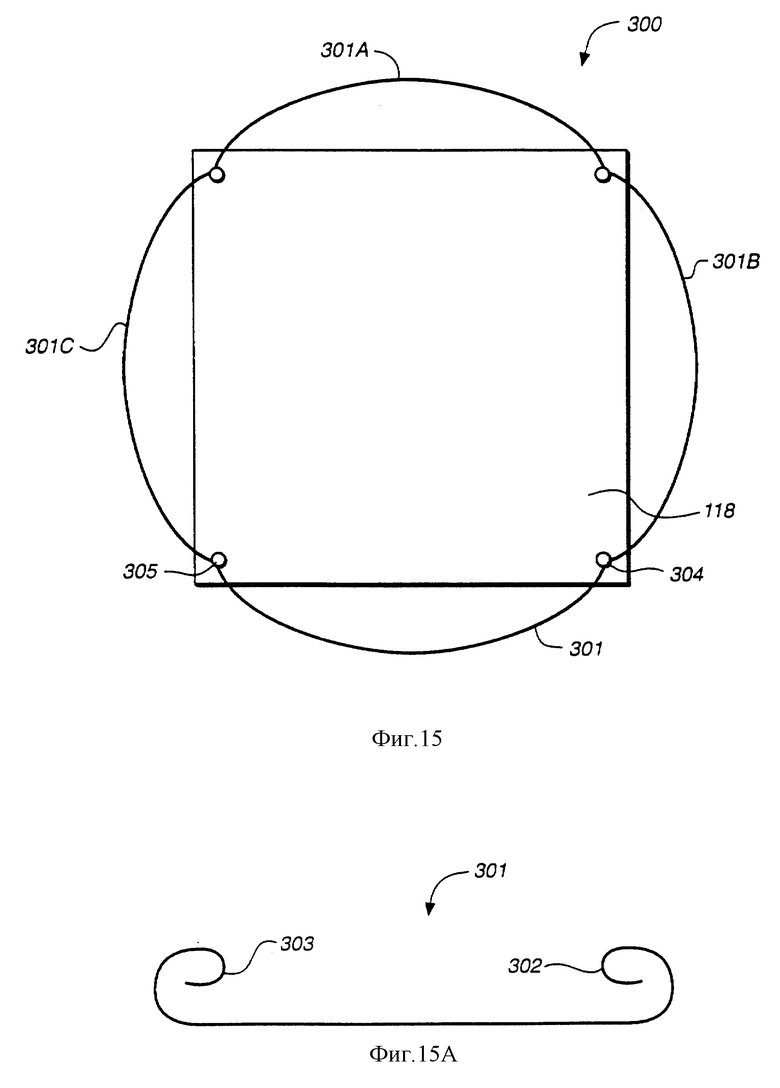
Изобретение может быть использовано в электротехнике. Сухой исходный блок 10 включает множество ячеек 110, 112, 114 с истинно биполярной конфигурацией, собранных и сцепленных вместе, с обеспечением целостности и единства конструкции устройства. Каждая ячейка 114 включает две электропроводящие обкладки 111А, 111В, разнесенные на определенное расстояние. Ячейка 114 включает также две идентичные диэлектрические прокладки 121, 123, совмещенные между собой и помещенные между обкладками 111А, 111В для разделения и электроизолирования обкладок. Каждая ячейка 114 имеет также пористый и электропроводящий слой покрытия 119, 120, который формируется на одной поверхности каждой обкладки. Слой покрытия 119 включает группу тесно расположенных периферийных микровыступов 125 и группу реже расположенных срединных микровыступов 127. Эти микровыступы 125, 127 придают ячейкам конструкционную жесткость и обеспечивают дополнительно изоляцию обкладок. В результате добавления электролита в зазор сухого исходного блока 10 и последующей заделки заливочных отверстий получается устройство для накопления энергии 10А типа конденсатора. Для герметизации краев обкладок из пористых оксидов металлов, нитридов металлов или карбидов металлов используют органические полимеры в органических растворителях. Изобретение обеспечивает снижение или полное исключением тока утечки. 3 с. и 22 з.п. ф-лы, 15 ил., 3 табл.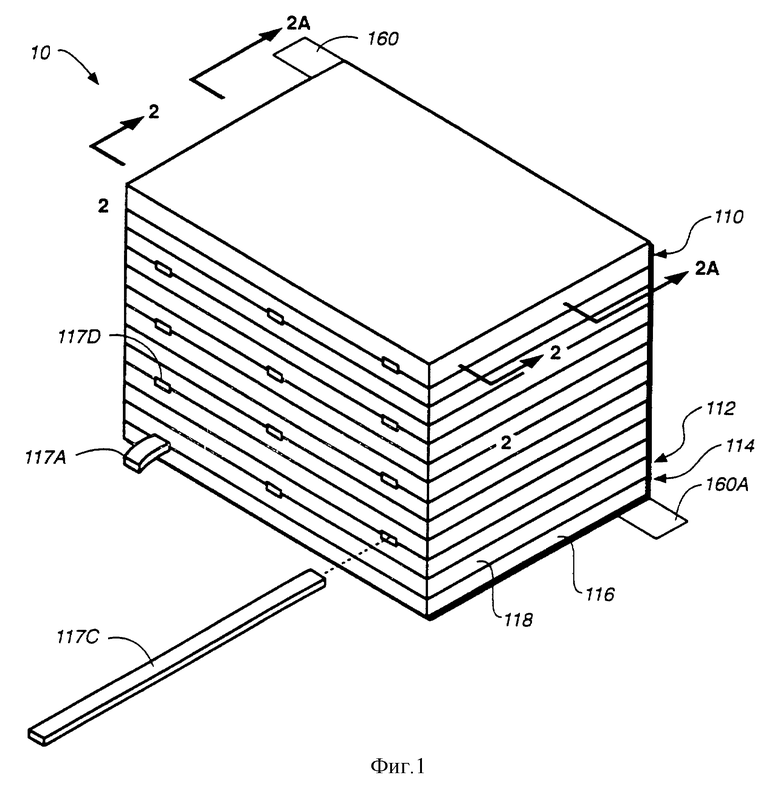
Приоритет по пунктам:
23.01.1995 по пп. 1-10,12,13,15-25;
30.03.1994 по пп. 11,14.
| US 5141828 А, 25.08.1992 | |||
| УСТРОЙСТВО для ПОДАЧИ СИГАРЕТ К УПАКОВОЧНЫММАШИНАМ | 0 |
|
SU272926A1 |
| Способ получения полимерного пленочного диэлектрика | 1959 |
|
SU132399A1 |
| Органическое связующее проводниковых и диэлектрических паст | 1989 |
|
SU1689996A1 |
| US 4937096 А, 26.06.1990 | |||
| US 3634736 А, 11.01.1972 | |||
| US 3656027 А, 11.04.1972 | |||
| US 4198444 А, 15.04.1980 | |||
| Устройство для перегрузки материалов | 1961 |
|
SU150054A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
