Изобретение относится к области порошковой металлургии, в частности к способам изготовления изделий из магнитных материалов, используемых в качестве магнитопроводов электрических аппаратов, приборов и машин, работающих в переменных полях.
Известен способ изготовления изделий из магнитных материалов /авт.свид. 425734, кл. В 22 F 3/02, 1972/, заключающийся в том, что перед загрузкой на поверхность оболочки наносят промежуточный слой из легкоплавкого материала и обжатие порошка осуществляют при передаче давления через расплав материала этого слоя.
Однако при изготовлении изделий известным способом велики электрические потери и они обладают низкой магнитной проницаемостью.
Наиболее близким к изобретению является способ изготовления изделий из магнитных материалов /авт. свид. 933249, 07.06.1982, В 22 F 3/087/, заключающийся в том, что на внутреннюю поверхность оболочки наносят легко плавкий материал, осуществляют загрузку порошка и обжатие оболочки с порошком энергией импульсного магнитного поля. После прессования изделие с оболочкой смещают в осевом направлении и дополнительно воздействуют на оболочку импульсным магнитным полем.
Однако по такому способу изготовления изделия обладают большими электрическими потерями и низкой магнитной проницаемостью.
Технический результат - снижение электрических потерь и повышение магнитной проницаемости.
Технический результат достигается тем, что в способе изготовления изделий из магнитных материалов, включающем загрузку смеси порошка в электропроводящую оболочку, формование смеси энергией импульсного магнитного поля, снятие оболочки с изделия и последующее спекание, согласно изобретению вначале создают постоянное магнитное поле напряженностью (0,7-0,9)х106 А/м в диапазоне 1-3 с, затем снимают его в под действием разряжения энергии блока конденсаторов на индуктор, равной 140-160 кДж, длительностью импульса не более 4х10-5 с осуществляют предварительное формование смеси, далее создают постоянное магнитное поле напряженностью (1,5-1,9)х106 А/м в диапазоне 3-6 с, затем снимают его и под действием разряжения энергии блока конденсаторов на индуктор, равной 290-340 кДж, длительностью импульса не более 7х10-5 с производят окончательное формование прессовки, после чего создают постоянное магнитное поле напряженностью (1,1-1,4)х106 А/м в диапазоне 2-4 с, затем снимают его и под действием разряжения энергии блока конденсаторов на индуктор, равной 180-210 кДж, длительностью импульса не более 5х10-5 с производят калибровку прессовки, после этого снимают оболочку с прессовки и осуществляют спекание изделия в вакууме 0,065 Па при температуре 1750 К в течение не менее 2140 с.
Порошки железа марки ПЖЧ-1 и монокристаллического кремния в соотношении 97-3 /мac. %/ смешивают, отжигают при температуре 1200 К и затем заполняют смесью порошка пресс-форму. Вначале создают постоянное магнитное поле напряженностью (0,7-0,9)х106 А/м в диапазоне 1-3 с, затем снимают его и под действием разряжения энергии блока конденсаторов на индуктор, равной 140-160 кДж, длительностью импульса не более 4х10-5 с осуществляют предварительное формирование смеси, далее создают постоянное магнитное поле напряженностью (1,5-1,9)х106 А/м в диапазоне 3-6 с, затем снимают его и под действием разряжения энергии блока конденсатора на индуктор, равной 290-340 кДж, длительностью импульса не более 7х10-5 с производят окончательное формование прессовки, после чего создают постоянное магнитное поле напряженностью (1,1-1,4)х5>106 А/м в диапазоне 2-4 с, затем снимают его и под действием разряжения энергии блока конденсаторов на индуктор, равной 180-210 кДж, длительностью импульса не более 5х10-5с производят калибровку прессовки, после этого снимают оболочку с прессовки и осуществляют спекание изделия в вакууме 0,065 Пa при температуре 1750 К в течение не менее 2140 с.
Данный способ изготовления изделий из магнитных материалов иллюстрируется следующими примерами.
Пример 1. Смесь из 97 г порошка железа и 3 г порошка кремния отжигают при температуре 1200 К. Прессование смеси порошка производилось в матрице пресс-формы с наружным диаметром 42х10-3 м, длиной 58х10-3м. Зазор между оболочкой и стенкой матрицы составляет 4х10-3м, который заполняется порошком из бункера-питателя. После заполнения смесью порошка полости пресс-формы питатель отводится в сторону и закрывается торцовыми крышками. Собранную прecc-форму помещают в индуктор. Создают постоянное магнитное поле напряженностью 0,7х106 А/м в диапазоне 1-3 с, затем снимают его и под действием разряжения энергии блока конденсаторов на индуктор, равной 140 кДж, длительностью импульса не более 4х10-5с осуществляют предварительное формование смеси, далее создают постоянное магнитное поле напряженностью 1,5х108 А/м в диапазоне 3-6 с, затем снимают его и под действием разряжения энергии блока конденсаторов на индуктор, равной 290 кДж, длительностью импульса не более 7х10-5 с производят окончательное формование прессовки, после чего создают постоянное магнитное поле напряженностью 1,1х106 А/м в диапазоне 2-4 с, затем снимают его и под действием разряжения энергии блока конденсаторов на индуктор, равной 180 кДж, длительностью импульса не более 5х10-5 с производят калибровку прессовки, после этого снимают оболочку с прессовки и осуществляют спекание в вакууме 0,065 Пa при температуре по меньшей мере 1750 К в течение не менее 2140 с.
Полученный железокремнистый магнитопровод имеет следующие свойства: электрические потери 13,4-18,4 Вт/кг и магнитная проницаемость 3620-3730.
Пример 2. Смесь исходных компонентов отжигают и подготавливают их к прессованию по примеру 1. Создают постоянное магнитное поле напряженностью 0,8х106 А/м в диапазоне 1-3 с, затем снимают его и под действием разряжения энергии блока конденсаторов на индуктор, равной 150 кДж, длительностью импульса не более 4х10-5 с осуществляют предварительное формование смеси, далее создают постоянное магнитное поле напряженностью 1,7х106 А/м в диапазоне 3-6 с, затем снимают его и под действием разряжения блока конденсаторов на индуктор, равной 315 кдж, длительностью импульса не более 7х10-5 с производят окончательное формирование прессовки, после чего создают постоянное магнитное поле напряженностью 1,25х106 А/м в диапазоне 2-4 с, затем снимают его и под действием разряжения энергии блока конденсатор на индуктор, равной 195 кДж длительностью импульса не более 5х10-5 c производят калибровку прессовки. Спекание изделия осуществляют по примеру 1.
Полученный железокремнистый магнитопровод имеет следующие свойства: электрические потери 11,7-14,3 Вт/кг и магнитная проницаемость 4070-4370.
Пример 3. Смесь исходных компонентов отжигают и подготавливают их к прессованию по примеру 1. Создают постоянное магнитное поле напряженностью 0,9х106 А/м в диапазоне 1-3 с, затем снимают его и под действием разряжения энергии блока конденсаторов на индуктор, равной 160 кДж, длительностью импульса не более 4х10-5 с осуществляют предварительное формование смеси, далее создают постоянное магнитное поде напряженностью 1,9х106 А/м в диапазоне 3-6 с, затем снимают его и под действием разряжения энергии блока конденсаторов на индуктор, равной 340 кДж, длительностью импульса не более 7•10-5 с производят окончательное формование прессовка, после чего создают постоянное магнитное поле напряженностью 1,4х106 А/м в диапазоне 2-4 с, затем снимают его к под действием разряжения энергия блока конденсаторов на индуктор, равной 210 кДж, длительностью импульса не более 5х10-5 с производят калибровку прессовки. Спекание изделий осуществляют по примеру 1. Полученный железокремнистый магнитопровод имеет следующие свойства: электрические потери 12,6-16,3 Вт/кг и магнитная проницаемость 3830-3960.
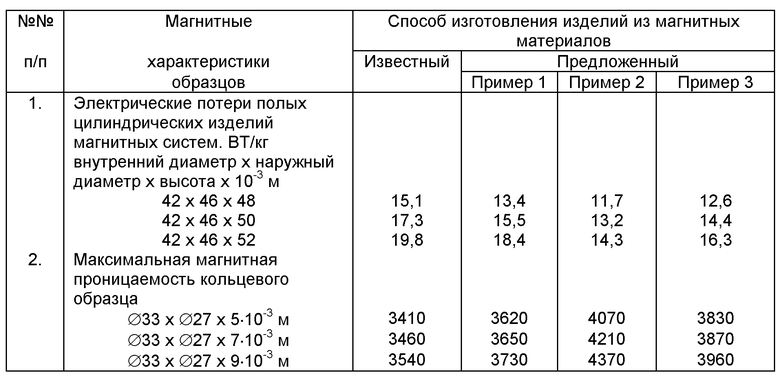
В таблице представлены свойства изделий, выполненных по вышеуказанному способу изготовления изделий из магнитных материалов.
Как видно из таблицы, использование режимов из способа изготовления изделий из магнитных материалов позволяет снизить электрические потери на 22,5-27,7% и повысить максимальную магнитную проницаемость на 19,3-23,4% по сравнению с известным способом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОДНОФАЗНЫЙ АСИНХРОННЫЙ ЭЛЕКТРОДВИГАТЕЛЬ | 1994 |
|
RU2130680C1 |
| УСТРОЙСТВО ДЛЯ МАГНИТОТЕРАПИИ | 1992 |
|
RU2070071C1 |
| Способ изготовления спеченных пористых изделий | 1986 |
|
SU1397178A1 |
| Способ изготовления спеченных многослойных изделий | 1977 |
|
SU725820A1 |
| СПОСОБ ОБРАБОТКИ ВОДОЦЕМЕНТНОЙ СУСПЕНЗИИ ДЛЯ БЕТОННОЙ СМЕСИ | 1991 |
|
RU2013422C1 |
| СПОСОБ РАЗМАГНИЧИВАНИЯ РЕЛЬСОВОГО ИЗОЛИРУЮЩЕГО СТЫКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2442854C1 |
| Способ изготовления магнитопровода | 1978 |
|
SU712902A1 |
| СПОСОБ РАЗМАГНИЧИВАНИЯ РЕЛЬСОВОГО ИЗОЛИРУЮЩЕГО СТЫКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2511738C2 |
| Способ получения пористых покрытий из металлических порошков | 1986 |
|
SU1482771A1 |
| Способ спекания заготовок из металлических порошков | 1988 |
|
SU1653899A1 |
Изобретение относится к области порошковой металлургии и может быть использовано для изготовления магнитопроводов электрических аппаратов, приборов и машин, работающих в переменных полях. Способ включает загрузку смеси порошка в электропроводящую оболочку, формование смеси энергией импульсного магнитного поля, снятие оболочки с изделия и последующее спекание, при этом вначале создают постоянное магнитное поле напряженностью (0,7-0,9)х106 А/м в диапазоне 1-3 с, затем снимают его и под действием разряжения энергии блока конденсаторов на индуктор, равной 140-160 кДж, длительностью импульса не более 4х10-5 с осуществляют предварительное формование смеси, далее создают постоянное магнитное поле напряженностью (1,5-1,9)х106 А/м в диапазоне 3-6 с, затем снимают его и под действием разряжения энергии блока конденсаторов на индуктор, равной 290-340 кДж, длительностью импульса не более 7х10-5 с производят окончательное формование прессовки, после чего создают постоянное магнитное поле напряженностью (1,1-1,4)х106 А/м в диапазоне 2-4 с, затем снимают его и под действием разряжения энергии блока конденсаторов на индуктор, равной 180-210 кДж, длительностью импульса не более 5х10-5 с производят калибровку прессовки, после этого снимают оболочку с прессовки и осуществляют спекание изделия в вакууме 0,065 Па при температуре 1750 К в течение не менее 2140 с. Изобретение позволяет снизить электрические потери и повысить магнитную проницаемость. 1 табл.
Способ изготовления изделий из магнитных материалов, включающий загрузку смеси порошка в электропроводящую оболочку, формование смеси энергией импульсного магнитного поля, снятие оболочки с изделия и последующее спекание, отличающийся тем, что вначале создают постоянное магнитное поле напряженностью (0,7-0,9)х106 А/м в диапазоне 1-3 с, затем снимают его и под действием разряжения энергии блока конденсаторов на индуктор, равной 140-160 кДж, длительностью импульса не более 4х10-5 с осуществляют предварительное формование смеси, далее создают постоянное магнитное поле напряженностью (1,5-1,9)х106 А/м в диапазоне 3-6 с, затем снимают его и под действием разряжения энергии блока конденсаторов на индуктор, равной 290-340 кДж, длительностью импульса не более 7х10-5 с производят окончательное формование прессовки, после чего создают постоянное магнитное поле напряженностью (1,1-1,4)х106 А/м в диапазоне 2-4 с, затем снимают его и под действием разряжения энергии блока конденсаторов на индуктор, равной 180-210 кДж, длительностью импульса не более 5х10-5 с производят калибровку прессовки, после этого снимают оболочку с прессовки и осуществляют спекание изделия в вакууме 0,065 Па при температуре 1750К в течение не менее 2140 с.
| Способ магнитно-импульсного прессования изделий из порошковых материалов | 1980 |
|
SU933249A2 |
| СПОСОБ МАГНИТНО-ИМПУЛЬСНОГОПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХМАТЕРИАЛОВВ ТТТбФОНД З^^Г^РТО! | 1972 |
|
SU425734A1 |
| СПОСОБ ИМПУЛЬСНОГО ПРЕССОВАНИЯ ТВЕРДЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083328C1 |
| Дебалансный механизм виброгрейфера | 1978 |
|
SU723031A1 |
| DE 4407593 С1, 26.10.1995 | |||
| US 5628047 A, 06.05.1997. | |||

