Изобретение относится к контролю качества контактно-сварочных соединений, а более конкретно к приборам неразрушающего контроля и может найти применение в атомной энергетике на предприятиях изготовления тепловыделяющих сборок (ТВС) для ядерных реакторов, в частности для неразрушающего контроля контактно-сварочных соединений ячеек дистанционирующих решеток ТВС.
Известно, что тепловыделяющие элементы (твэлы) ТВС для водо-водяных реакторов типа ВВЭР-1000 имеют длину ≈ 4 м, диаметр ≈ 9 мм и практически нулевую осевую жесткость. Для того, чтобы иметь достаточно жесткую конструкцию ТВС. в которую входят 312 твэлов, 18 направляющих трубок и одна центральная каркасная трубка, твэлы и трубки дистанционируются относительно друг друга стенками ячеек дистанционирующих решеток, которые (стенки) закреплены между собой контактно-точечной сваркой в шестигранном ободе дистанционирующей решетки и установлены по высоте ТВС, где количество таких дистанционирующих решеток составляет 15 штук (Дементьев Б.А. Ядерные энергетические реакторы. 2-е издание, - М.: Энергоиздат, 1990, с. 44, рис. 2.13). Дистанционирующие решетки и твэлы, обеспечивающие безаварийный ресурс с высоким выгоранием ядерного топлива, а также их работа в переходных режимах эксплуатации ядерного реактора возможна при использовании оболочек для твэлов и дистанционирующих решеток к ним из циркониевых сплавов. Известно также, что цирконий отличается склонностью к разъедающей коррозии, появляющейся в результате истирания металла между соприкасающимися поверхностями даже при отсутствии коррозионной среды под влиянием колебаний при очень малых амплитудах, а в некоторых случаях при незначительных нагрузках (Металлургия циркония. Перевод с английского. Под ред. Г.А.Меерсона и Ю.В. Гагаринского. М.: Издательство иностранной литературы, 1959, с. 298). Это свойство циркония может привести к разгерметизации твэлов в ядерном реакторе, если, например, хотя бы одна ячейка дистанционирующей решетки оторвалась и потоком теплоносителя была вынесена за пределы дистанционирующей решетки, то в этом случае твэл на этом участке потеряет жесткое крепление и в силу его нулевой осевой жесткости под воздействием потока теплоносителя будет вибрировать. Причем амплитуда его колебаний будет такой, что не исключается касание соседних твэлов и вывод их из строя вследствие разъедающей коррозии, возникающей под влиянием колебаний и касаний соседних твэлов. Не исключается, что оболочка твэла разрушится и разгерметизируется и в том случае, когда ячейка с соседними ячейками потеряет жесткое сцепление (непровар) стенок ячеек дистанционирующей решетки.
Дистанционирующие решетки в ТВС должны соответствовать таким условиям, когда каждая ячейка, соединенная с соседними ячейками контактно-точечной сваркой должна иметь в месте сварки литое ядро требуемой эквивалентной площади (ОСТ 95.503-84). Однако, как показал выборочный разрушающий контроль сварных соединений, все проконтролированные циркониевые дистанционирующие решетки имеют до 3% бракованных точек сварки, т.е. имеет место отсутствие литого ядра между стенками ячеек. Непровар или брак по сварке зависит от состояния электродов сварочных клещей, исправности сварочной машины, устойчивости режимов сварки, устойчивости напряжения, силы тока в цепи и т.д. О качестве сварного соединения судят при разрыве технологического образца (разрыв должен проходить с вырывом основного металла). Данный вид контроля не гарантирует 100%-ого соответствия всех сварных точек требованиям, предъявляемым к сварке ячеек дистанционирующих решеток. Опробованные методы неразрушающего контроля сварных соединений ячеек дистанционирующих решеток (ультразвуковой, рентгенографический не дали положительных результатов вследствие невозможности отличить зоны диффузионного сцепления ячеек от литого ядра, сложности (невозможности) определения площади сечения литого ядра, большой трудоемкости контроля и сложности технологического оборудования.
Известен способ контроля качества сборки активной стали статоров электрических машин (А.с. СССР N 412825, кл. G 01 R 31/00, H 02 K 15/00 от 01.03.71 г., опубликован 05.08.76 г.), включающий нагрев и индикацию зон повышенного тепловыделения с помощью термочувствительного датчика, оптической головки, механизма их перемещения, электронно-вычислительного блока и блока записи. По зонам повышенного тепловыделения выявляют дефекты в статоре, т.е. способ предназначен для выявления зон повышенного тепловыделения и по ним делают вывод о годности статора.
Известный тепловизионный способ предназначен для контроля качества сборки статоров электрических машин, не может быть использован для контроля и разбраковки контактно-сварочных соединений ячеек дистанционирующих решеток ТВС ядерного реактора в силу решения разных задач, так как для определения качества сварки ячеек дистанционирующей решетки требуется иметь термочувствительный датчик с диаметром меньшим, чем диаметр вписанной окружности в ячейке решетки для размещения твэла, т.е. меньше 9 мм а с учетом охранной трубки диаметр термочувствительного датчика должен составлять менее 8 мм. Таких термочувствительных датчиков промышленность не выпускает. Наиболее близкой по технической сущности и большинству совпадающих признаков является тепловизионная установка, содержащая источник нагрева, оптическую головку с оптическим инфракрасным датчиком, механизм их перемещения, электронно-вычислительный блок и блок записи (Мирошников М.М. Теоретические основы оптико-электронных приборов. Л. : Машиностроение, 1983, с. 591, 592, рис. 357). Тепловизионная установка предназначена для контроля качества статоров электрических машин и их разбраковки, но не может быть использована при контроле и разбраковке сварных соединений ячеек дистанционирующих решеток тепловыделяющей сборки ядерного реактора без конструктивных изменений и в силу решения разных задач, т.е. без уменьшения диаметра оптического инфракрасного датчика менее 8 мм (промышленность такие датчики не выпускает) и без изменения механизма перемещения.
Основная задача, стоящая в настоящее время перед промышленными предприятиями, работающими в области атомной энергетики - сделать атомную энергетику предельно безопасной за счет разработки методов и приборов неразрушающего контроля и их внедрения в производство, а более конкретно - осуществить неразрушающий контроль и разбраковку по качеству сварных соединений стенок ячеек дистанционирующей решетки и определение параметров литого ядра сварки.
Решение этой задачи достигается тем, что в тепловизионнной установке контроля и разбраковки контактно-сварочных соединений, преимущественно стенок ячеек дистанционирующей решетки ТВС ядерного реактора, содержащей источник нагрева места сварки стенок ячеек дистанционирующей решетки, оптическую головку с оптическим инфракрасным датчиком, механизм их перемещения, электронно- вычислительный блок и блок записи;
согласно изобретению механизм перемещения выполнен в виде клещей с полыми рычагами с приводом в виде робота возвратно-поступательного опускания-подъема клещей в смежные ячейки дистанционирующей решетки и по координатной сетке с заданной программой контроля всех соединений ячеек в дистанционирующей решетке, источник нагрева места сварки выполнен импульсным, размещен в одном из полых рычагов клещей и сообщен с источником питания, а оптический инфракрасный датчик оптической головки размещен в другом полом рычаге клещей;
другим отличием является то, что в установке источник нагрева выполнен в виде инфракрасного лазера.
На эскизах представлена тепловизионная установка контроля и разбраковки контактно-сварных соединений ячеек дистанционирующей решетки, где на:
фиг. 1 - общий вид установки;
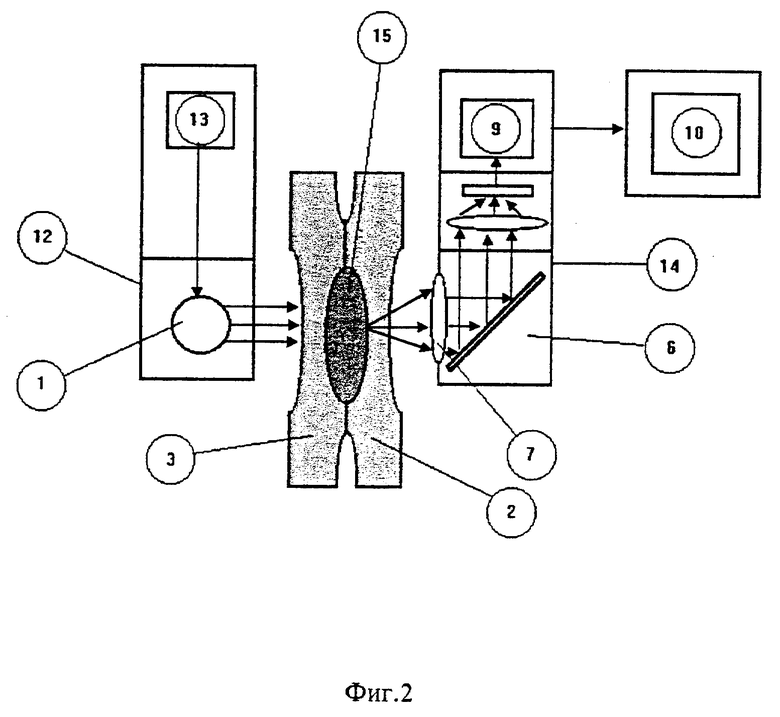
фиг. 2 - схема установки;
фиг. 3 - клещи;
фиг. 4 - дистанционирующая решетка;
фиг. 5 - микроструктура сварных швов на тепловизоре;
фиг. 6 - конструктивные элементы сварного соединения.
Тепловизионная установка контроля и разбраковки контактно-сварочных соединений, преимущественно стенок ячеек дистанционирующей решетки ТВС ядерного реактора содержит источник 1 нагрева места сварки стенок 2, 3 ячеек 4 дистанционирующей решетки 5 ТВС ядерного реактора (не показаны), оптическую головку 6 с оптическим инфракрасным датчиком 7, механизм 8 их перемещения, электронно-вычислительный блок 9 и блок записи 10.
Механизм 8 перемещения выполнен в виде полых клещей с приводом 11 в виде робота возвратно-поступательного опускания-подъема клещей в смежные ячейки 4 дистанционирующей решетки 5 и по координатной сетке с заданной программой контроля всех соединений ячеек 4 в дистанционирующей решетке 5.
Источник 1 нагрева выполнен импульсным размещен в одном из полых рычагов 12 клещей 8 и сообщен с импульсным источником питания 13, оптический инфракрасный датчик 7 размещен в другом полом рычаге 14. Источник нагрева может быть выполнен любым, в том числе и в виде инфракрасного лазера для нагрева места сварки на (1-2)oC выше температуры окружающей среды для выявления параметров литого ядра 15 тепловизионной установкой.
Согласно техническим требованиям к сварным швам ячеек дистанционирующих решеток из циркониевых сплавов предъявляются следующие требования:
а) непровары не допустимы;
б) диаметр литого ядра 15 должен иметь номинальную величину (0,8±0,2/d ≅ 3S), где d - диаметр литого ядра, S - толщина стенки ячейки;
в) величина проплавления h≤0,90(S1+S2), где h - высота литого ядра, S1 и S2 - толщины стенок ячеек.
При этом не допускается выход металла шва на лицевые поверхности свариваемых стенок ячеек;
г) отрыв ячеек в процессе эксплуатации не допустим.
Тепловизионная установка контроля и разбраковки контактно-сварочных соединений работает следующим образом. Дистанционирующую решетку устанавливают на место контроля и в смежные ячейки 4 дистанционирующей решетки 5 вводят полые рычаги 12, 14 клещей 8, в которых соответственно установлены источник 1 нагрева места сварки и оптический инфракрасный датчик 7 тепловизионной системы. Включается импульсный источник питания 13, место сварки стенок 2, 3 ячеек 4 нагревается на (1 - 2)oC выше температуры окружающей среды (+20)oC и на другой стороне сварочного соединения через литое ядро 15 (если оно существует) тепловой рельеф (форма) литого ядра 15 передается на оптический инфракрасный датчик 7 тепловизионной системы, и на оптическую головку 6, где преобразуется в электрический сигнал, который поступает в электронный вычислительный блок 9 и блок записи 10, где выявляется соответствует ли сварочное соединение предъявляемым требованиям, т.е. выдаются параметры литого ядра сварки, либо отсутствие такового. При наличии или отсутствии литого ядра сварки происходит запись соединения стенок данных ячеек. С помощью привода 11 в виде робота клещи 8 свои рычаги 12, 14 выводят из проконтролированных ячеек 4 и по координатной сетке по заданной программе вводят в новые ячейки и так до полного контроля всех ячеек. После контроля всех ячеек 4 тепловизионная установка выдает данные по всей дистанционирующей решетке с данными по непровару, размеру литого ядра и отмечает те ячейки, где имел место непровар с тем, чтобы в указанных ячейках повторить контактно-точечную сварку. На фиг. 5 приведена микроструктура сварных швов, где: а) непровар; б) диаметр литого ядра не соответствует требованиям (0,45) мм; в) диаметр литого ядра соответствует требованиям (0,95) мм;
Проведенные испытания подтвердили положительные характеристики предложенной установки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ КОНТАКТНО-ТОЧЕЧНЫХ СВАРНЫХ СОЕДИНЕНИЙ | 2001 |
|
RU2196668C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2001 |
|
RU2209475C2 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ | 1999 |
|
RU2174899C2 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2346794C2 |
| СПОСОБ КОНТАКТНО-ТОЧЕЧНОЙ СВАРКИ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2005 |
|
RU2331500C2 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2013 |
|
RU2542187C2 |
| СПОСОБ РЕМОНТА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ | 2003 |
|
RU2249866C2 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2006 |
|
RU2325979C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2246768C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ИХ РАЗБРАКОВКИ | 2001 |
|
RU2216058C2 |




Изобретение относится к контролю качества контактно-сварочных соединений, преимущественно - к приборам неразрушающего контроля, и может использоваться в атомной энергетике при изготовлении тепловыделяющих сборок ядерных реакторов, в частности, для неразрушающего контроля контактно-сварочных соединений ячеек дистанционирующих решеток. Технический результат изобретения - создание надежных, исключающих ошибку методов и приборов для осуществления неразрушающего контроля и разбраковки по качеству сварных соединений стенок ячеек дистанционирующих решеток и определения параметров литого ядра сварки, - решается, согласно изобретению, благодаря тому, что в тепловизионной установке контроля и разбраковки контактно-сварочных соединений, содержащей источник нагрева места сварки стенок ячеек дистанционирующей решетки, оптическую головку с оптическим инфракрасным датчиком, механизм их перемещения, электронно-вычислительный блок и блок записи, механизм перемещения выполнен в виде клещей с полыми рычагами с приводом в виде робота возвратно-поступательного опускания - подъема клещей в смежные ячейки дистанционирующей решетки и по координатной сетке с заданной программой контроля всех соединений ячеек в дистанционирующей решетке, источник нагрева места сварки выполнен импульсным, размещен в одном из полых рычагов клещей и сообщен с источником питания, а оптический инфракрасный датчик оптической головки размещен в другом полом рычаге клещей, кроме того, источник нагрева выполнен в виде инфракрасного лазера. 1 з.п.ф-лы, 6 ил.
| Мирошников М.М | |||
| Теоретические основы оптико-электронных приборов | |||
| - Л.: Машиностроение, 1983, с.591, 592, рис.357 | |||
| Способ контроля качества сборки активной стали статоров электрических машин | 1971 |
|
SU412825A1 |
| US 5422498 A, 06.06.95 | |||
| US 5459407 A, 17.10.95. | |||

