Изобретение относится к машиностроению и может быть использовано в технологии производства изделий, производимых с применением контактной точечной сварки. Особенно полезным оно может быть в случаях, когда из-за особенностей конструкции (технологии) деталей или конструкции (технологии) изготавливаемого изделия, сложно обеспечить стабильное выполнения условий, гарантированно позволяющих получать сварные соединения с заданными характеристиками Характерным примером таких изделий, являются дистанционирующие решетки (ДР) тепловыделяющих сборок (ТВС) атомных электростанций (АЭС).
Нередко дистанционирующие решетки представляют собой сотовые конструкции, собираемые из отдельных, свариваемых между собой контактной сваркой ячеек, в которые затем устанавливают тепловыделяющие элементы (ТВЭЛы). Ячейки в ДР соединены между собой несколькими сварными точками. Эти точки образуют паразитные шунтирующие сварочный ток цепочки, препятствующие образованию качественного сварного соединения. В этом случае известные способы обеспечения требуемого качества сварки за счет стабилизации величины сварочного тока оказываются не эффективными /Н.С.Львов, Э.А.Гладков. Автоматика и автоматизация сварочных процессов. М.: Машиностроение, 1982 г., с.202-203/.
Значительно более лучшие результаты для таких конструкций позволяют получить способы сварки, осуществляемые со стабилизацией мощности, выделяемой на участке между электродами /Н.С.Львов, Э.А.Гладков. Автоматика и автоматизация сварочных процессов. M.: Машиностроение, 1982 г., с.203-205/, или напряжения на электродах /Н.С.Львов, Э.А.Гладков. Автоматика и автоматизация сварочных процессов. M.: Машиностроение, 1982 г., с.203-204/ (прототип). Однако, когда к шунтированию сварочного тока добавляются такие отрицательные факторы, как наличие жесткого контура, нестабильность сопротивления в контакте между свариваемыми деталями, то регулирования процесса за счет стабилизации напряжения между электродами для обеспечения требуемого качества оказывается не всегда достаточно.
Задачей изобретения является повышение качества сварных соединений, выполненных контактной сваркой, и сокращение затрат на их последующий контроль.
Решение поставленной задачи достигается тем, что в известном способе контактной сварки, заключающемся в измерении во время прохождения импульсов сварочного тока напряжения на электродах с последующей его стабилизацией по результатам этих измерений, сварку проводят до образования литого ядра по меньшей мере двумя импульсами сварочного тока, продолжительность паузы между которыми, достаточна для остывания электродов, при этом образование литого ядра определяют по превышению амплитуды сварочного тока в начале последующего импульса по сравнению с предыдущим при общем увеличении эффективного значения тока и стабилизации его амплитуды в конце упомянутого последующего импульса. Представленная совокупность признаков является новой и обеспечивает получение требуемого эффекта.
Повышение эффективности предлагаемого способа по сравнению с прототипом достигается тем, что кроме стабилизации напряжения между электродами одновременно для получения и оценки качества соединения используется форма последнего сварочного импульса и в частности его амплитудные характеристики, при продолжительности паузы между импульсами, достаточной для остывания электродов Пауза между импульсами с одной стороны необходима для поддержания высокой работоспособности электродов, а с другой - служит для охлаждения свариваемых деталей, в результате которого их сопротивление уменьшается. Снижение сопротивления при наличии металлической связи между свариваемыми деталями больше, чем когда неразъемное соединение между ними отсутствует. Первоначальное увеличение амплитуды тока и его эффективного значения в целом в контролирующем импульсе является следствием уменьшения этого сопротивления и свидетельствуют о наличии металлической связи (ядра) между свариваемыми деталями. Стабильность этой связи подтверждается и стабилизацией амплитуды тока к концу последнего импульса.
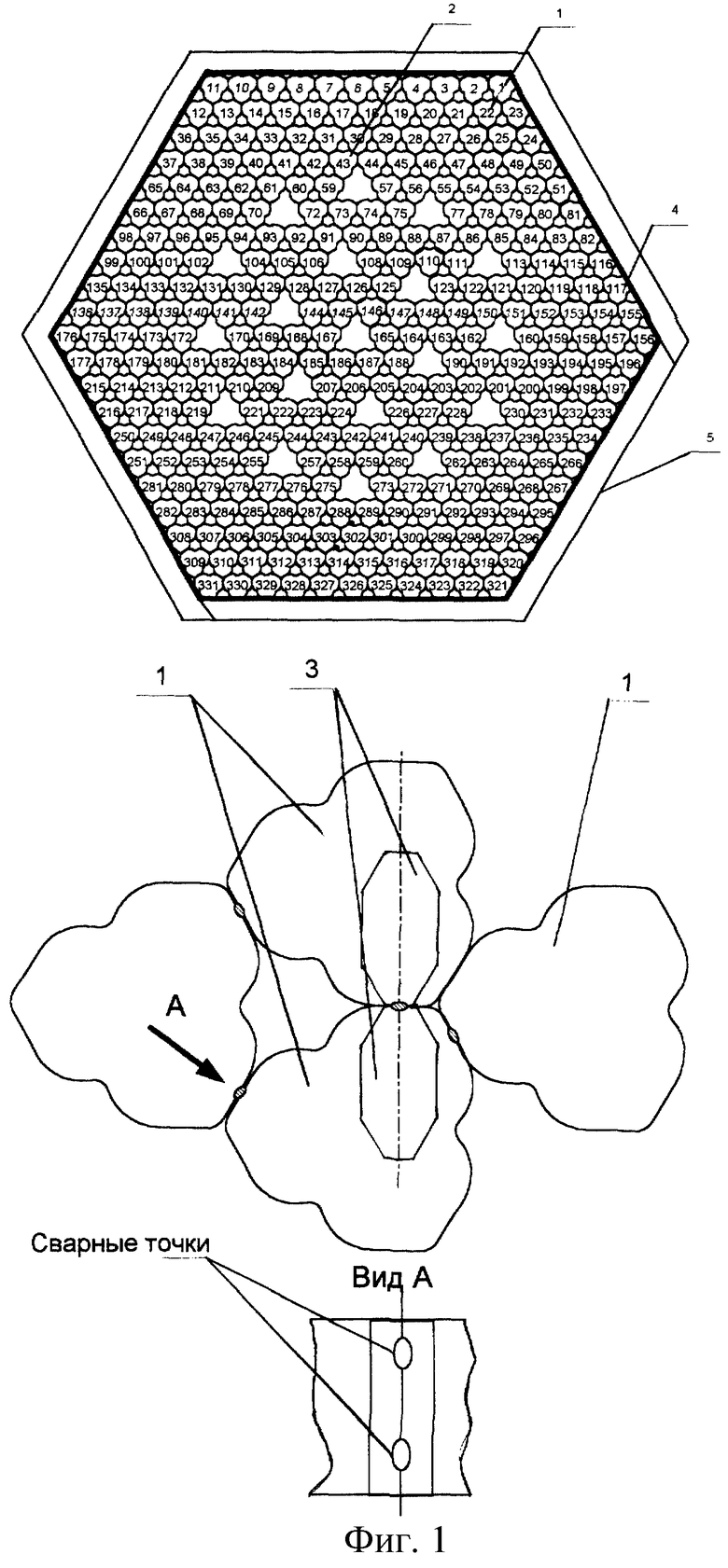
На фиг. 1 представлена схема сварки дистанционирующей решетки.
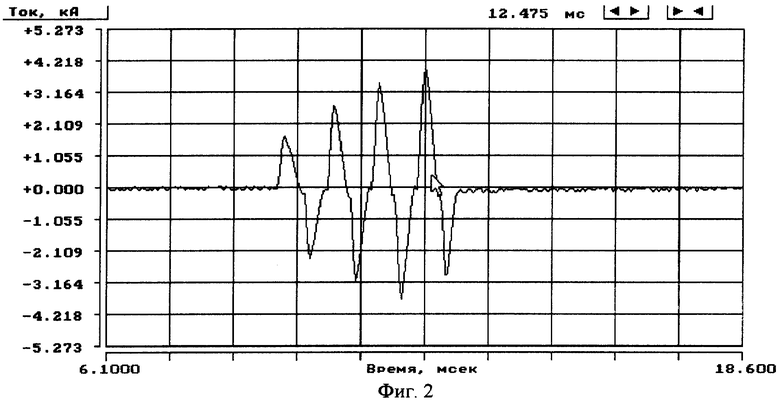
На фиг. 2 показана форма первого - сварочного импульса тока.
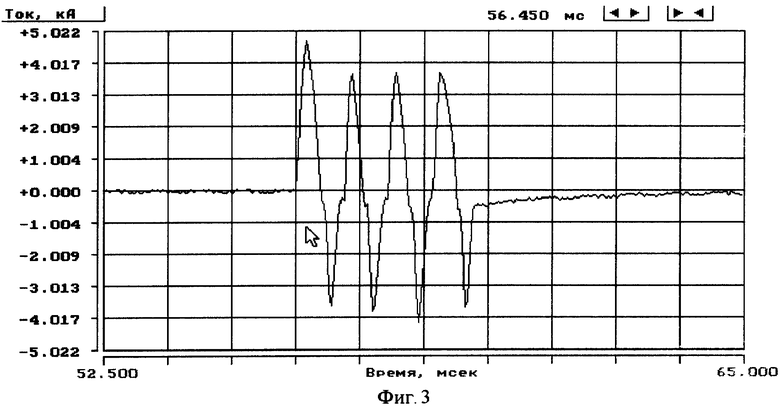
На фиг. 3 - импульс тока, характеризующий наличие сварного ядра.
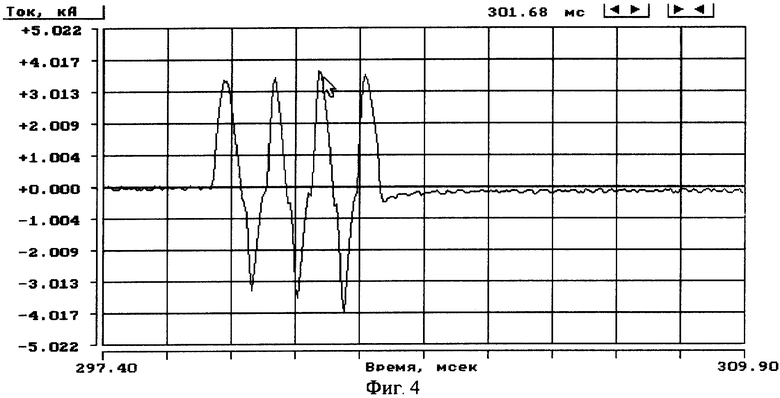
На фиг. 4 представлен второй импульс тока без образования сварного ядра.
Способ реализуется следующим образом.
На фиг. 1 представлена образованная ячейками 1 и ободом 4 дистанционирующая решетка 2, установленная в кондукторе 5, электроды 3 при сварке сжимают свариваемые грани ячеек 1.
На фиг. 2 - 4 показаны формы импульсов сварочного тока первого "сварочного", повторного, обеспечивающего сварку с литым ядром и повторного без образования литого ядра соответственно.
Между двумя деталями, например ячейками 1 ДР2, сжатыми электродами 3 (фиг.1), пропускается первый сварочный импульс тока. При этом источник питания сварочной машины должен автоматически поддерживать напряжение на участке электрод-электрод. За счет потери энергии, затраченной на формирование сварного соединения, он имеет вид, показанный на фиг. 2. Величина напряжения между электродами определяется сопротивлением участка электрод-электрод и величиной сварочного тока. В начале процесса сопротивление велико, а ток мал. По мере нагрева свариваемых деталей сопротивление контакта между ними падает. Для поддержания величины напряжения постоянной сварочный ток автоматически увеличивается и увеличение его тем больше, чем больше шунтирование его через паразитные контакты, образующие параллельные свариваемому участку цепи. Увеличение длительности первого импульса сварочного тока до стабилизации величины межэлектродного напряжения нецелесообразно из-за перегрева электродов, следствием которого является рост контактного сопротивления электрод-деталь.
Это приводит к необоснованному снижению сварочного тока и стойкости электродов.
После паузы, достаточной для остывания электродов, одновременно с которым идет и снижение сопротивления участка электрод-электрод, без снятия сварочного усилия пропускается дополнительный импульс сварочного тока. Форма импульса фиксируется и анализируется запоминающим устройством. Если амплитуда тока в начале второго импульса имеет большее значение по сравнению с концом первого, при общем увеличении эффективного значения тока и выравнивании его амплитуды в конце последующего импульса (фиг. 3), это свидетельствует об образовании и стабилизации размеров литого ядра, то сварку прекращают. В случае невыполнения этих требований (при некачественной сварке) второй импульс также частично расходует энергию на ликвидацию непровара, и будет иметь вид, показанный на фиг. 4. Это является основанием для продолжения сварки до получения формы импульса, аналогичной фиг. 3, или прекращения сварки.
В качестве примера конкретного выполнения приведен процесс сварки поля ДР ТВС реактора ВВЭР-1000, изготавливаемой из сплава циркония.
Набранное из шестигранных ячеек 1, имеющих толщину 0,25 мм поле решетки 2, ограниченное ободом 4, помещают на позицию сварки, где фиксируют в специальном кондукторе 5 с дополнительным радиальным обжатием в области упругой деформации ячеек. Электроды сварочного устройства 3 вводятся во внутрь свариваемых ячеек 1 и сварочным усилием сжимают свариваемые грани. Из-за разброса допусков на внешние и внутренние размеры ячеек и различных условий позиционирования электродов изначально создаются различные условия контакта свариваемых поверхностей. Каждая ячейка соединяется с соседними двенадцатью сварными точками, расположенными в непосредственной близости друг от друга.
Сварка выполняется в многоимпульсном режиме. Между деталями, сжатыми электродами, пропускается первый сварочный импульс тока, при этом источник питания сварочной машины автоматически поддерживает напряжение на участке электрод-электрод. За счет потери энергии, затраченной на формирование сварного соединения, сварочный импульс имеет вид, показанный на фиг. 2. После паузы, достаточной для остывания электродов и деталей, без снятия сварочного усилия пропускается дополнительный импульс. Форма импульса фиксируется и анализируется запоминающим устройством Если амплитуда тока в начале второго импульса имеет большее значение по сравнению с концом первого, при общем увеличении эффективного значения тока и стабилизации его амплитуды в конце последующего импульса (фиг. 3), то сварку прекращают. В случае невыполнения этих требований (при некачественной сварке), второй импульс также частично расходует энергию на ликвидацию непровара и будет иметь вид, показанный на фиг 4, что является основанием для продолжения сварки до получения формы импульса, аналогичной фиг. 3, или прекращения сварки с вызовом оператора, который фиксирует некачественное соединение, либо запоминания номера некачественной сварной точки для последующей паспортизации результатов сварки решетки. Таким образом отпадает необходимость применения дорогостоящих, малопроизводительных методов неразрушающего контроля сварных точек дистанционирующих решеток тепловыделяющих сборок типа ВВЭР.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 2003 |
|
RU2262755C2 |
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2001 |
|
RU2215626C2 |
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 1998 |
|
RU2152085C1 |
| СПОСОБ КОНТРОЛЯ КОНТАКТНО-ТОЧЕЧНЫХ СВАРНЫХ СОЕДИНЕНИЙ | 2001 |
|
RU2196668C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2246768C2 |
| СПОСОБ КОНТАКТНО-ТОЧЕЧНОЙ СВАРКИ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2005 |
|
RU2331500C2 |
| ТЕПЛОВИЗИОННАЯ УСТАНОВКА КОНТРОЛЯ И РАЗБРАКОВКИ КОНТАКТНО-СВАРОЧНЫХ СОЕДИНЕНИЙ | 1997 |
|
RU2138057C1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ | 2003 |
|
RU2269400C2 |
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2236049C2 |
| РОБОТОТЕХНИЧЕСКИЙ КОМПЛЕКС ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2008 |
|
RU2399468C2 |
Способ может быть использован при изготовлении сотовых конструкций для тепловыделяющих элементов. Измеряют напряжения на электродах и производят последующую его стабилизацию по результатам этих измерений в процессе сварки. Сварку производят, по крайней мере, двумя импульсами сварочного тока с паузой, достаточной для остывания электродов. В качестве критерия образования литого ядра используют превышение амплитуды сварочного тока в начале последующего импульса по сравнению с концом предыдущего при общем увеличении эффективного значения тока и стабилизации его амплитуды в конце последующего импульса. Способ позволяет повысить качество сварных соединений и сократить затраты на последующий контроль. 4 ил.
Способ контактной сварки, включающий измерение в процессе сварки напряжения на электродах и последующую его стабилизацию по результатам этих измерений, отличающийся тем, что сварку проводят до образования литого ядра, по меньшей мере, двумя импульсами сварочного тока, продолжительность паузы между которыми достаточна для остывания электродов, при этом образование литого ядра определяют по превышению амплитуды сварочного тока в начале последующего импульса по сравнению с предыдущим при общем увеличении эффективного значения тока и стабилизации его амплитуды в конце упомянутого последующего импульса.
| ГЛАДКОВ Н.С | |||
| и др | |||
| Автоматика и автоматизация сварочных процессов | |||
| - М.: Машиностроение, 1982, с.203-205 | |||
| Способ регулирования процесса контактной сварки | 1976 |
|
SU569417A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1991 |
|
RU2050237C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1994 |
|
RU2086375C1 |
| US 4122335, 24.10.1978 | |||
| US 5115113, 19.05.1992. | |||

