Изобретение относится к атомной энергетике и может найти применение на предприятиях, изготавливающих тепловыделяющие сборки (ТВС) для энергетических ядерных реакторов, а именно при изготовлении дистанционирующих решеток.
Изготовление дистанционирующей решетки тепловыделяющей сборки ядерного реактора включает изготовление шестигранного обода и ячеек, набор поля ячеек для размещения в них тепловыделяющих элементов и закрепление набранного поля ячеек в шестигранном ободе точечной сваркой (см. Б.А.Дементьев. Ядерные энергетические реакторы, 11-е издание. М.: Энергоатомиздат, 1990 г., стр.44).
Дистанционирующие решетки в ТВС должны обеспечивать точное расположение тепловыделяющих элементов (ТВЭЛ) в соответствии с заданным шагом, при этом соответствовать таким условиям, когда каждая ячейка, соединенная с соседними ячейками, ободом и центральной втулкой контактно-точечной сваркой, должна иметь в месте сварки литое ядро требуемой эквивалентной площади (ОСТ.95.503-84 стандарт отрасли. Соединения сварные и паяные для изделий активных зон ядерных реакторов. Общие технические требования).
Известен способ сварки с использованием робота (см. Сварочные работы под ред. Г.Гердена, перевод с немецкого. М.: Машиностроение, 1988 г. стр.186). Недостатком данного способа является неточность базирования электродов при сварке, так как практически невозможно точное воспроизведение относительного расположения свариваемого узла и робота, соответствующего заложенному в программу (см. там же, стр.186), а это может привести к изменению усилия сжатия электродов в процессе простановки сварной точки и уменьшению сварочного импульса вследствие возникновения шунтирования, возникающего из-за касания электродом поверхности ячейки не в месте сварки.
Известно использование для базирования электродов при сварке дистанционирующих решеток изолирующих насадок (см. патент RU №2138376 С1, 27.09.1999), которые позволяют точно базировать электроды, но усложняют конструкцию сварочного устройства, при этом уменьшается рабочее сечение электродов, следовательно, уменьшаются токо- и теплопроводящие характеристики, ограничивается максимально-допустимое сварочное усилие и вылет электродов, а электроды в процессе сварки выполняют три основные задачи:
сжимают детали, подводят сварочный ток и отводят тепло, выделяющееся в процессе сварки (См. П.Л.Чулочников «Точечная и роликовая электросварка легированных сталей и сплавов». М.: Машиностроение, 1968 г., стр.36). Также для позиционирования электродов с изолирующими насадками необходимо применение дополнительных устройств: видеокамер и оптических датчиков, иначе существует вероятность технологических деформаций, т.е. повреждение дистанционирующей решетки и выход приводов робота из строя вследствие жесткого контакта робот - дистанционирующая решетка.
Эти недостатки устраняются в способе сварки дистанционирующих решеток - прототипе, где для корректировки позиционирования электродов проводят касания электродом свариваемых поверхностей, после чего рассчитывают траекторию движения электродов (см. патент RU №2236049, МКИ G21C 3/34), но при таком способе увеличивается время сварки дистанционирующих решеток, происходит износ рабочих звеньев робота.
Технической задачей изобретения является стабилизация усилия сжатия при сварке дистанционирующих решеток, уменьшение вероятности возникновения жесткого контакта робот - дистанционирующая решетка и вызванных этим технологических деформаций, сокращение времени сварки дистанционирующих решеток и увеличение срока службы робота за счет уменьшения количества ощупываний в процессе сварки дистанционирующей решетки и исключения нагрузок на узлы привода робота в момент сварки.
Эта техническая задача решается тем, что в способе контактно-точечной сварки дистанционирующей решетки тепловыделяющей сборки ядерного реактора, включающем сборку поля решетки, его обжатие в течение всего времени сварки, перемещение электродов на рабочую позицию приводом робота с корректировкой их расположения в процессе перемещения и сварку за счет сжатия электродов и подачи сварочного импульса порядно в каждом направлении решетки по заданной в роботе программе с пропуском ячеек решетки, расположенных в местах прохода направляющих каналов, согласно изобретению перед сваркой вычисляют расстояния между крайними ячейками свариваемой решетки в каждом направлении, определяют среднее расстояние между ячейками в каждом направлении решетки по формуле
Sнапр=(Sпрогр·Lнапр)/Lпрогр,
где Sнапр - среднее расстояние между ячейками в конкретной свариваемой решетке, мм;
Sпрогр - расстояние между ячейками решетки, заданное программой робота, мм;
Lнапр - расстояние между крайними ячейками в конкретной свариваемой решетке, мм;
Lпрогр - расстояние меду крайними ячейками решетки, заданное программой робота, мм
и корректируют в программе робота координаты расположения ячеек решетки, а сварку осуществляют после перемещения электродов на рабочую позицию и отключения привода робота.
Сущность изобретения поясняется чертежами.
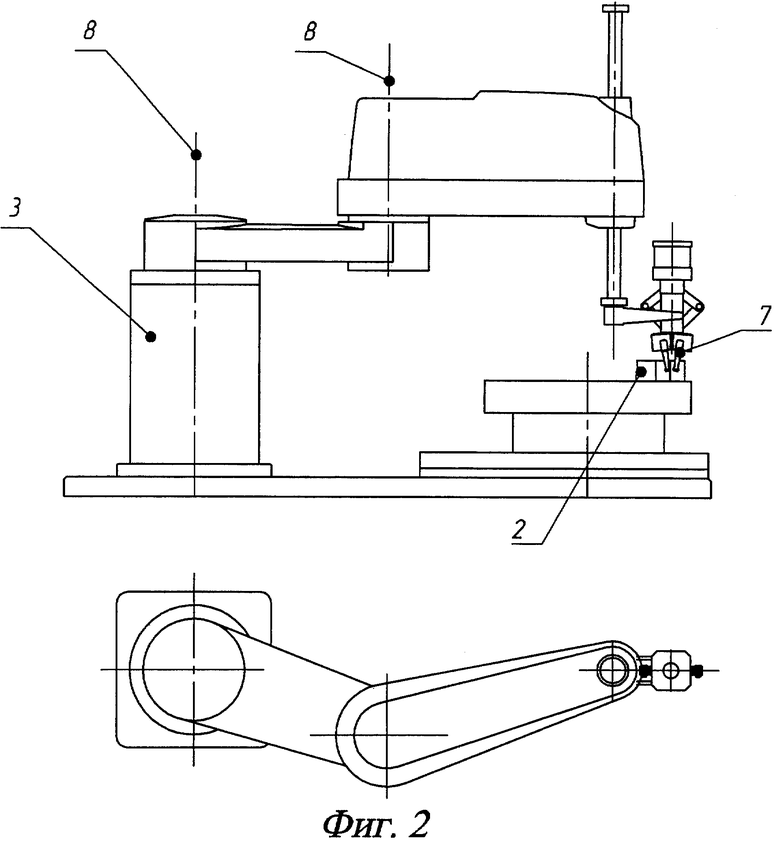
На фиг.1 - расположение ячеек дистанционирующих решеток с координатами свариваемой и описанной программой относительно друг друга;
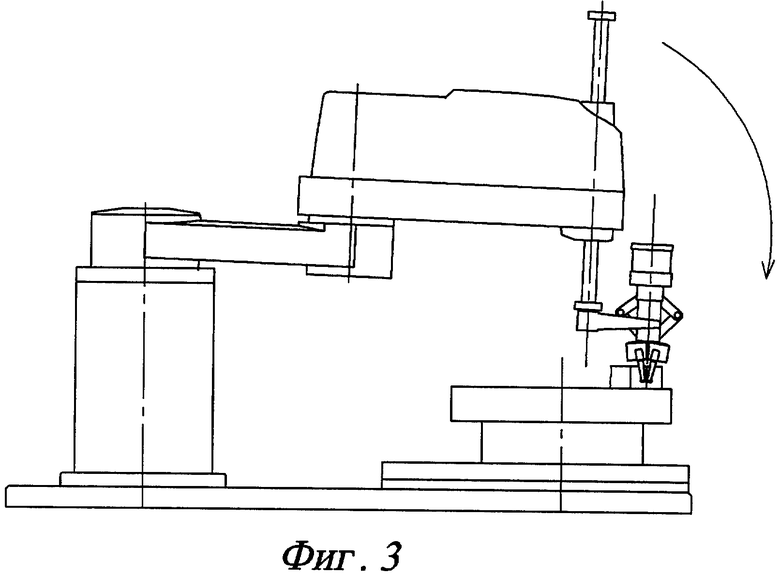
фиг.2 - положение робота перед сваркой;
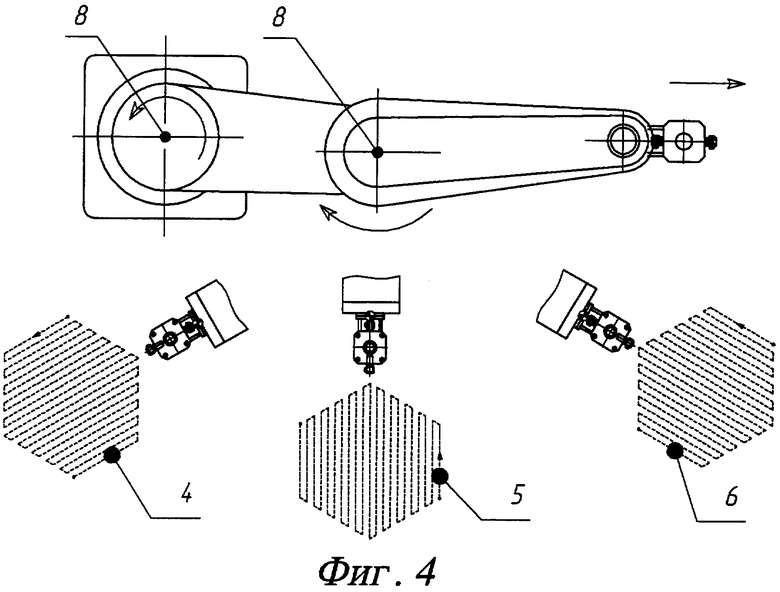
фиг.3 - положение робота в момент сжатия электродов при включенном приводе, т.е. жесткого контакта робот - дистанционирующая решетка;
фиг.4 - порядок сварки дистанционирующей решетки по направлениям.
Способ сварки дистанционирующих решеток тепловыделяющих сборок ядерных реакторов осуществляется следующим образом.
Ячейки 1 собирают в поле 2, обжимают его в течение всего времени сварки, перед сваркой проводится корректировка координат расположения ячеек 1 в программе робота 3 с определением среднего расстояния между ячейками 1 по каждому направлению Sнапр применительно к конкретной свариваемой решетке по формуле
Sнапр=(Sпрогр·Lнапр)/Lпрогр,
затем выполняют сварку по направлениям 4, 5, 6 в определенном порядке, а перед сжатием электродов 7 на рабочей позиции привод 8 робота 3 отключают, после чего электроды 7 сжимают и подают сварочный импульс.
Пример осуществления способа.
Ячейки 1 собирают в поле 2, обжимают его в течение всего времени сварки, перед сваркой по заданной программе проводится определение расстояния Lнапр между ячейками 1 для каждого направления, затем рассчитывается среднее расстояние между ячейками 1:
Sнапр=(Sпрогр·Lнапр)/Lпрогр=(12,75·243,5)/242,25=12,82 мм,
после расчета корректируются координаты сварных точек с учетом среднего шага 12,82 мм, затем выполняют сварку по направлениям 4, 5, 6, а перед сжатием электродов 7 на рабочей позиции привод 8 робота 3 отключают, после чего электроды 7 сжимают и подают сварочный импульс.
Предложенный способ позволяет стабилизировать усилие сжатия электродов при сварке дистанционирующих решеток, уменьшить вероятность возникновения технологических деформаций, сократить время сварки дистанционирующих решеток и увеличить срок службы робота.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 1998 |
|
RU2152085C1 |
| СПОСОБ КОНТРОЛЯ ВЕЛИЧИНЫ ИЗНОСА РАБОЧИХ ПОВЕРХНОСТЕЙ ЭЛЕКТРОДОВ ПРИ СВАРКЕ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА ПОСЛЕ СМЕНЫ ЭЛЕКТРОДОВ ИЛИ ПЕРЕХОДА НА ДРУГОЙ ТИП ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ | 2006 |
|
RU2323807C2 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2013 |
|
RU2542187C2 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2006 |
|
RU2325979C2 |
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2236049C2 |
| СПОСОБ КОНТРОЛЯ КОНТАКТНО-ТОЧЕЧНЫХ СВАРНЫХ СОЕДИНЕНИЙ | 2001 |
|
RU2196668C1 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2005 |
|
RU2304498C2 |
| ТЕПЛОВИЗИОННАЯ УСТАНОВКА КОНТРОЛЯ И РАЗБРАКОВКИ КОНТАКТНО-СВАРОЧНЫХ СОЕДИНЕНИЙ | 1997 |
|
RU2138057C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2246768C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2003 |
|
RU2255383C2 |
Изобретение относится к атомной энергетике, а именно к изготовлению дистанционирующих решеток тепловыделяющих сборок контактно-точечной сваркой. Собирают поле решетки и обжимают его в течение всего времени сварки. Перемещают электроды на рабочую позицию приводом робота с корректировкой их расположения в процессе перемещения. Вычисляют расстояния между крайними ячейками свариваемой решетки в каждом направлении и определяют среднее расстояние между ячейками в каждом направлении решетки по формуле Sнапр=(Sпрогр·Lнапр)/Lпрогр, где Sнапр - среднее расстояние между ячейками в конкретной свариваемой решетке, мм; Sпрогр - расстояние между ячейками решетки, заданное программой робота, мм; Lнапр - расстояние между крайними ячейками в конкретной свариваемой решетке, мм; Lпрогр - расстояние меду крайними ячейками решетки, заданное программой робота, мм. Корректируют в программе робота координаты расположения ячеек решетки. Перемещают электроды на рабочую позицию и отключают привод робота. Выполняют сварку за счет сжатия электродов и подачи сварочного импульса порядно в каждом направлении решетки по заданной в роботе программе с пропуском ячеек решетки, расположенных в местах прохода направляющих каналов. Уменьшается вероятность возникновения технологических деформаций, повышается производительность и увеличивается срок службы робота. 4 ил.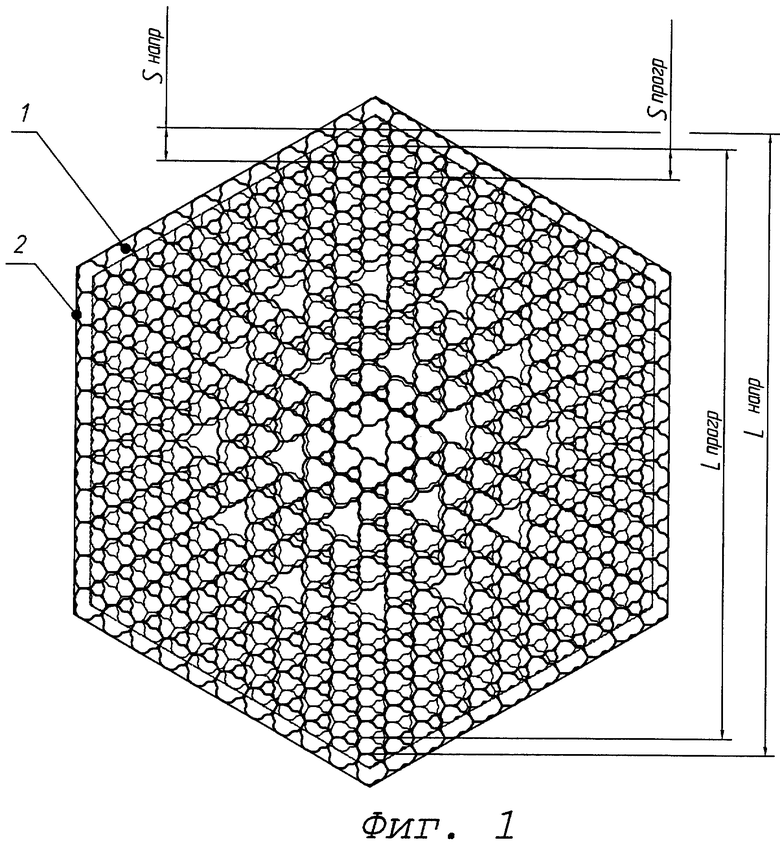
Способ контактно-точечной сварки дистанционирующей решетки тепловыделяющей сборки ядерного реактора, включающий сборку поля решетки, его обжатие в течение всего времени сварки, перемещение электродов на рабочую позицию приводом робота с корректировкой их расположения в процессе перемещения и сварку за счет сжатия электродов и подачи сварочного импульса порядно в каждом направлении решетки по заданной в роботе программе с пропуском ячеек решетки, расположенных в местах прохода направляющих каналов, отличающийся тем, что перед сваркой вычисляют расстояния между крайними ячейками свариваемой решетки в каждом направлении, определяют среднее расстояние между ячейками в каждом направлении решетки по формуле
Sнапр=(Sпрогр·Lнапр)/Lпрогр,
где Sнапр - среднее расстояние между ячейками в конкретной свариваемой решетке, мм;
Sпрогр - расстояние между ячейками решетки, заданное программой робота, мм;
Lнапр - расстояние между крайними ячейками в конкретной свариваемой решетке, мм;
Lпрогр - расстояние меду крайними ячейками решетки, заданное программой робота, мм,
и корректируют в программе робота координаты расположения ячеек решетки, а сварку осуществляют после перемещения электродов на рабочую позицию и отключения привода робота.
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 1998 |
|
RU2152085C1 |
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2236049C2 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ | 1999 |
|
RU2174899C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2003 |
|
RU2255383C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2246768C2 |
| GB 1431497 A, 07.04.1976 | |||
| Способ возведения перекрытия станции метрополитена колонного типа | 1982 |
|
SU1190046A1 |
| US 2002136349 A, 26.09.2002. | |||

