Изобретение относится к атомной энергетике и может найти применение на предприятиях, изготавливающих тепловыделяющие сборки (ТВС) для энергетических ядерных реакторов.
Дистанционирующие решетки (ДР) в ТВС должны обеспечивать точное расположение тепловыделяющих элементов (ТВЭЛ)в соответствии с заданным шагом, при этом соответствовать таким условиям, когда каждая ячейка, соединенная с соседними ячейками, ободом и центральной втулкой контактно-точечной сваркой, должна иметь в месте сварки литое ядро требуемой эквивалентной площади (ОСТ.95.503-84 стандарт отрасли. Соединения сварные и паяные для изделий активных зон ядерных реакторов. Общие технические требования).
При проектировании узлов с использованием точечной и роликовой сварки необходимо предусматривать удобные подходы электродов и роликов к месту соединений (П.Л.Чулочников, “Точечная и роликовая электросварка легированных сталей и сплавов”, М.: Машиностроение, 1968 г., стр.17). В этой связи технически трудно обеспечить качественную сварку ячеек основного поля к ободу или центральной втулки к ячейкам, т.е. цилиндрической поверхности к плоскости (см. там же стр.15, рис.9). Это обусловлено тем, что может быть нарушена точность размещения ячеек собираемого поля ячеек из-за отклонений толщины стенок трубок, используемых для заготовок ячеек и точности изготовления инструмента для формования многогранных ячеек из трубчатых заготовок, что может привести к нарушению позиционирования ячеек дистанционирующей решетки относительно номинальной сетки, а “при точечной сварке оси электродов должны быть перпендикулярны поверхностям свариваемых деталей” (см. там же стр.39), т.е. движение электродов должно быть направлено через точку контакта свариваемых деталей между собой по нормали к их поверхностям. В случае несоблюдения этих условий усилие сжатия электродов не обеспечит сжатие свариваемых поверхностей и оптимальной площади контактов, вырастут тепловыделение и сопротивление участка электрод-электрод (см. там же, стр.5), а это может сказаться на качестве сварки дистанционирующей решетки, могут возникнуть выплески, сварные точки не будут соответствовать предъявляемым к ним требованиям.
Известен способ контактной точечной сварки с обжатием периферийной зоны соединения (см. патент Российской Федерации №2036759, В 23 К 11/10, опубл. 09.06.1995), при котором величину общего усилия сжатия деталей задают из условия проковки соединения и выдерживают ее неизменной в течение всего цикла сварки. Величину усилия обжатия задают равной разности между общим усилием сжатия деталей и усилием на токопроводящих электродах. После окончания импульса тока усилие обжатия на токопроводящих электродах одновременно изменяют до ковочных их значений. Недостатком такого способа является возможность технологических деформаций ячеек в процессе сварки (см. П.Л.Чулочников, “Точечная и роликовая электросварка легированных сталей и сплавов”, М.: Машиностроение, 1968 г., стр.88), что может привести к нарушению их позиционирования в дистанционирующей решетке.
Наиболее близким по технической сущности и достигаемому эффекту является способ сварки дистанционирующих решеток тепловыделяющих сборок ядерных реакторов, включающий операции сборки поля решетки, сварки, обжатия его в течение всего времени сварки, корректировки позиционирования электродов в процессе их перемещения, выполнения сварки порядно с пропуском ячеек, расположенных в местах прохода направляющих каналов (см. патент RU 2152085, МПК7 G 21 С 3/34, опубликован 27.06.2000) - прототип. Недостатком данного способа является неточность базирования электродов при сварке ячеек с центральной втулкой и с ободом, что может повлечь за собой смыкание электродов не в точке контакта ячейки и обода, а это может привести к технологическим деформациям, к изменению усилия сжатия электродов в процессе простановки сварной точки и уменьшению сварочного импульса вследствие возникновения шунтирования из-за касания электродом поверхности ячейки не в месте сварки.
Технической задачей изобретения является расширение технологических возможностей и повышение качества сварки ячеек с ободом и втулкой посредством определения точки сопряжения свариваемых поверхностей и снижения технологических деформаций при сварке.
Эта техническая задача решается тем, что в способе сварки дистанционирующей решетки тепловыделяющих сборок ядерных реакторов, включающем операции сборки поля решетки, сварки, обжатия его в течение всего времени сварки, корректировки позиционирования электродов в процессе их перемещения, выполнения сварки порядно с пропуском ячеек, расположенных в местах прохода направляющих каналов, согласно изобретению, для корректировки позиционирования электродов при сварке ячеек основного поля с ободом перемещают электроды параллельно свариваемой плоской поверхности, дважды касаются электродом свариваемой цилиндрической поверхности ячейки, после чего рассчитывают траекторию движения электродов, проходящую через середину отрезка между точками касания электродом цилиндрической поверхности и перпендикулярно плоскости обода.
Применение способа позволит повысить качество сварки обода с ячейками основного поля, что, в свою очередь, позволит повысить надежность работы ТВС в ядерном реакторе.
На чертежах представлен способ сварки дистанционирующей решетки тепловыделяющей сборки ядерного реактора, где на
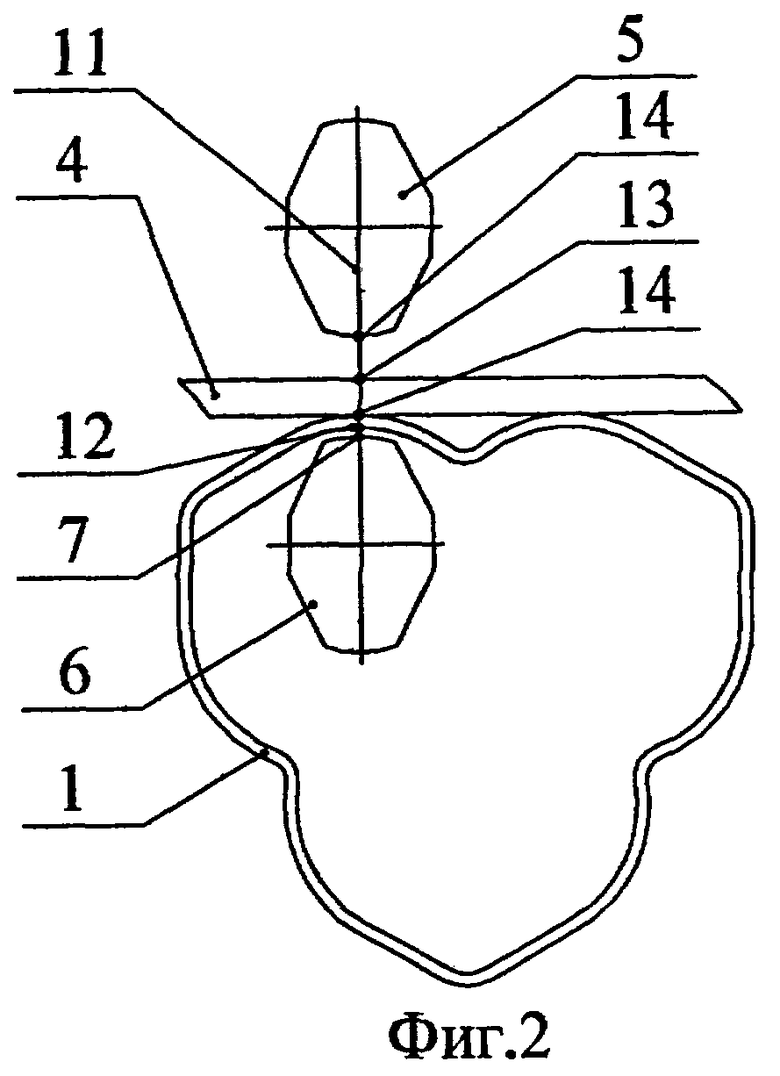
фиг.1 изображена дистанционирующая решетка;
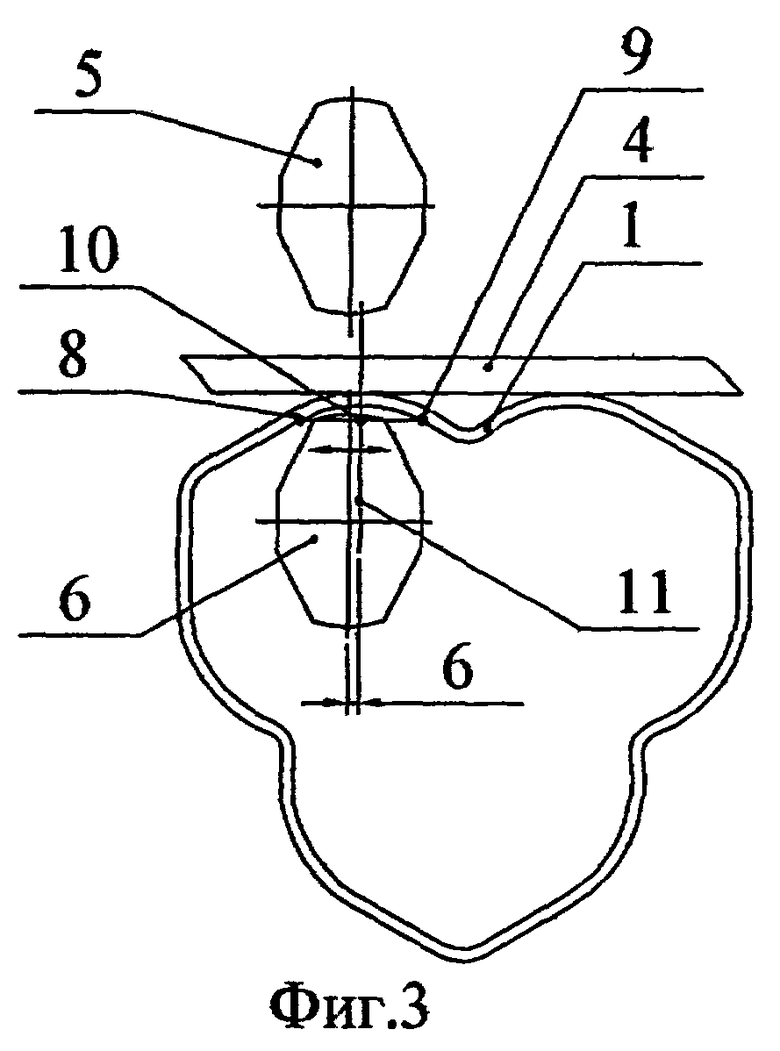
фиг.2 - расположение электродов после корректировки;
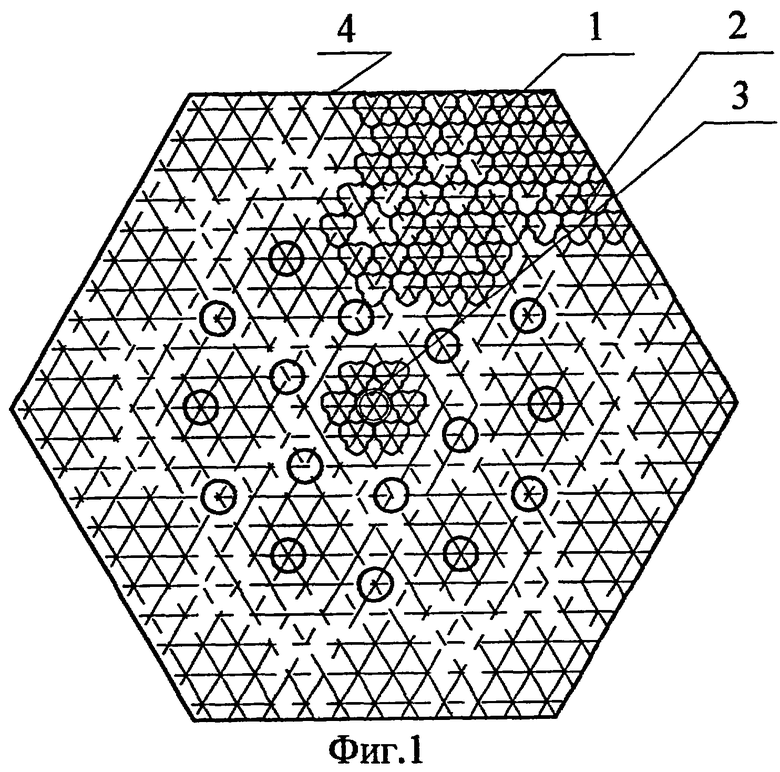
фиг.3 - схема корректировки расположения электродов и определение линии движения при сварке.
Способ осуществляют в следующем порядке: операция сборки поля решетки из ячеек основного поля 1, периферийных ячеек 2, центральной втулки 3, замыкание поля в шестигранный обод 4, обжатие его в течение всего времени сварки, сварка ячеек 1, 2 между собой, корректировка позиционирования электродов 5, 6 в процессе их перемещения параллельно грани обода 4, касаясь электродом 6 цилиндрической поверхности 7 ячейки 1 в точках 8 и 9 с последующим определением середины отрезка 10 между этими двумя точками и проведения через середину отрезка 10 нормали 11 к грани обода 4, которая будет являться линией движения электродов 5, 6 при сварке ячейки основного поля 1 с ободом 4. При этом точки касания электродов с ячейкой и ободом 12-13 и точка касания ячейки с ободом 14 лежат на нормали 11.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНО-ТОЧЕЧНОЙ СВАРКИ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2005 |
|
RU2331500C2 |
| СПОСОБ КОНТРОЛЯ ВЕЛИЧИНЫ ИЗНОСА РАБОЧИХ ПОВЕРХНОСТЕЙ ЭЛЕКТРОДОВ ПРИ СВАРКЕ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА ПОСЛЕ СМЕНЫ ЭЛЕКТРОДОВ ИЛИ ПЕРЕХОДА НА ДРУГОЙ ТИП ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ | 2006 |
|
RU2323807C2 |
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 1998 |
|
RU2152085C1 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2005 |
|
RU2304498C2 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНОГО РЕАКТОРА | 2007 |
|
RU2346794C2 |
| РОБОТИЗИРОВАННЫЙ МОДУЛЬ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2013 |
|
RU2542187C2 |
| СПОСОБ КОНТРОЛЯ КОНТАКТНО-ТОЧЕЧНЫХ СВАРНЫХ СОЕДИНЕНИЙ | 2001 |
|
RU2196668C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2006 |
|
RU2322709C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2223557C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСТАНЦИОНИРУЮЩЕЙ РЕШЕТКИ ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 2002 |
|
RU2265900C2 |
Изобретение относится к атомной энергетике и может найти применение на предприятиях, изготавливающих тепловыделяющие сборки (ТВС) для энергетических ядерных реакторов. Технический результат изобретения - расширение технологических возможностей и повышение качества сварки ячеек с ободом и втулкой посредством определения точки сопряжения свариваемых поверхностей и снижения технологических деформаций при сварке. В способе сварки дистанционирующих решеток тепловыделяющих сборок ядерных реакторов, включающем операции сборки поля решетки, сварки, обжатия его в течение всего времени сварки, корректировки позиционирования электродов в процессе их перемещения, выполнения сварки порядно с пропуском ячеек, расположенных в местах прохода направляющих каналов, согласно изобретению для корректировки позиционирования электродов при сварке ячеек основного поля с ободом перемещают электроды параллельно свариваемой плоской поверхности, дважды касаются электродом свариваемой цилиндрической поверхности ячейки, после чего рассчитывают траекторию движения электродов, проходящую через середину отрезка между точками касания электродом цилиндрической поверхности и перпендикулярно плоскости обода. 3 ил.
Способ сварки дистанционирующей решетки тепловыделяющей сборки ядерного реактора, включающий операции сборки поля решетки, сварки, обжатия его в течение всего времени сварки, корректировки позиционирования электродов в процессе их перемещения, выполнения сварки порядно с пропуском ячеек, расположенных в местах прохода направляющих каналов, отличающийся тем, что для корректировки позиционирования электродов при сварке ячеек основного поля с ободом перемещают электроды параллельно свариваемой плоской поверхности, дважды касаются электродом свариваемой цилиндрической поверхности ячейки, после чего рассчитывают траекторию движения электродов, проходящую через середину отрезка между точками касания электродом цилиндрической поверхности и перпендикулярно плоскости обода.
| СПОСОБ СВАРКИ ДИСТАНЦИОНИРУЮЩИХ РЕШЕТОК ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК ЯДЕРНЫХ РЕАКТОРОВ | 1998 |
|
RU2152085C1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ С ОБЖАТИЕМ ПЕРИФЕРИЙНОЙ ЗОНЫ СОЕДИНЕНИЯ | 1992 |
|
RU2036759C1 |
| DE 10003149 Al, 03.08.2000 | |||
| Самоустанавливающаяся опора к протяжным станкам | 1978 |
|
SU751529A1 |
| Машина для многоточечной контактной сварки | 1979 |
|
SU867563A1 |

