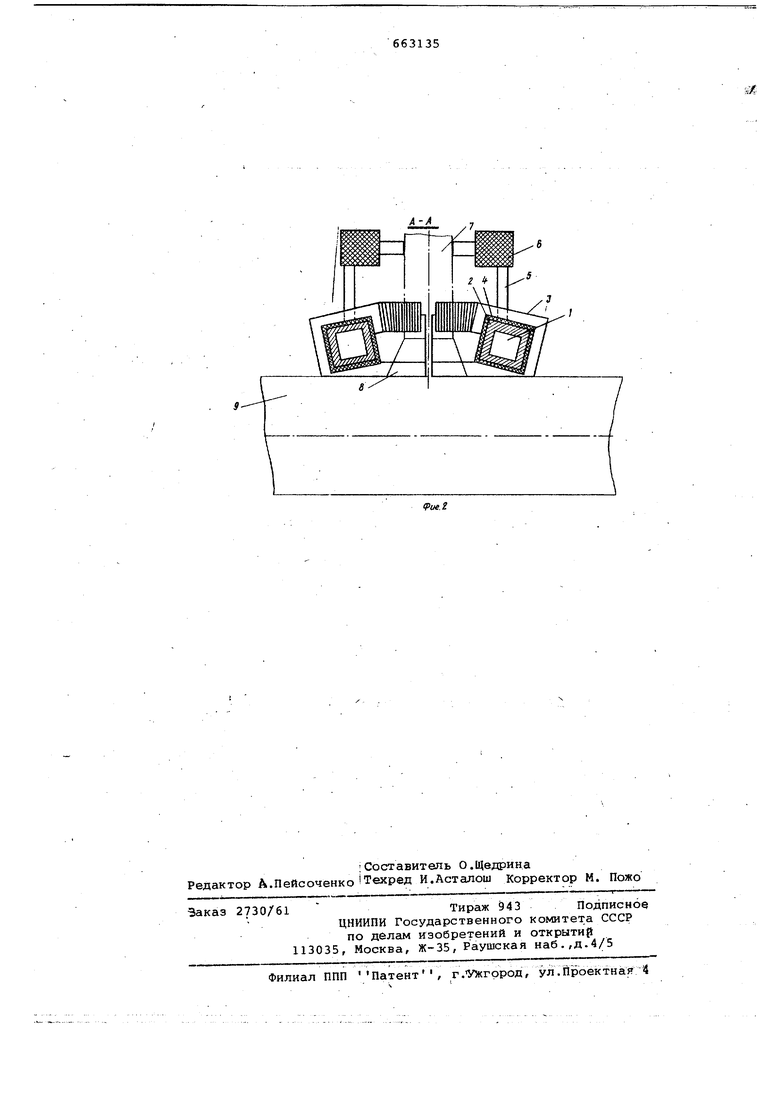
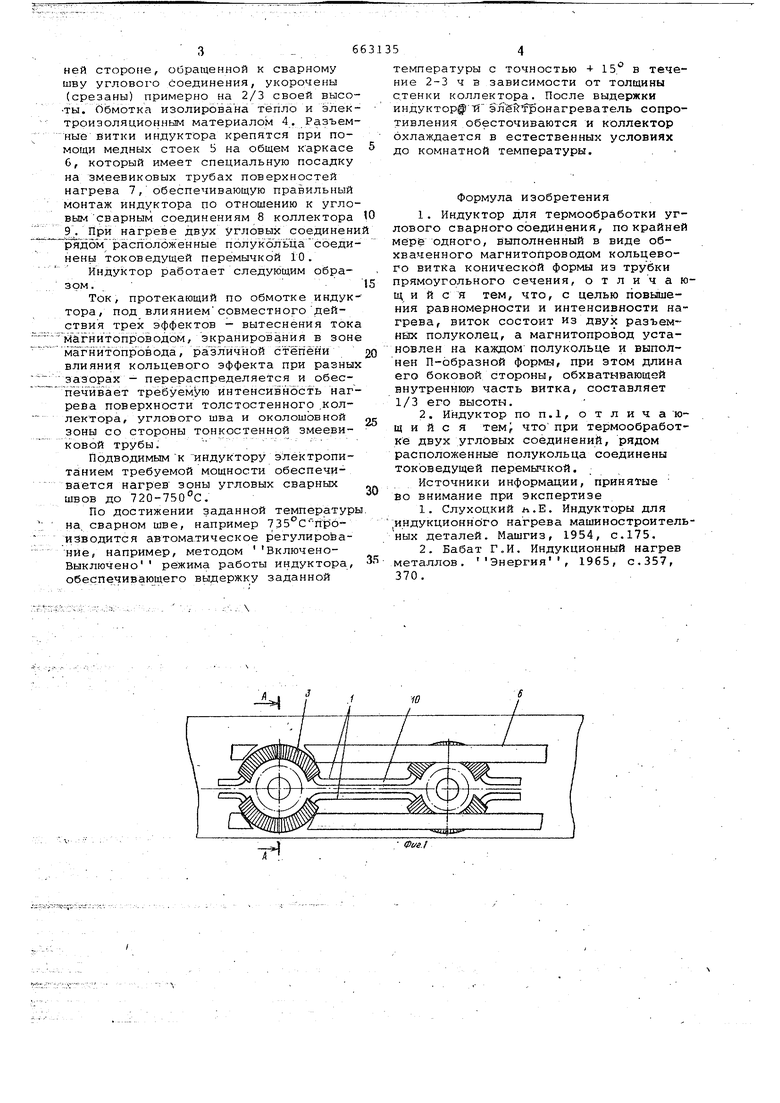
Изобретение относится к устройствам для термообработки сварных швов. Известен индуктор для термообработки кольцевого, углового соединения например,внутренней поверхности и дн стакана, содержащий кольцевую обмотк и расположенный внутри обмотки кольцевой Г-образный магнйтопровод 1. Однако этот индуктор не позволяет качественно обрабатывать угловые сва ные соединения разностенных изделий с большим соотношением толшин. Наиболее близким к изобретению по технической сущности является индуктор для темрообработки углового сварного соединения, выполненный в виде обхваченного магнитрпроводом-. кольцевого витка конической формы из трубки прямоугольного сечения 2 . такой индуктор не позволяет равномер но прогреть угловое соединение, так как происходит- теплоотвод в сторону толстостенного коллектора. Целью изоб зетения является повышение равномерности и интенсивности нагрева. Это достигается тем, что в предлагаемом индукторе для термообра ботки углового сварного соединения, по крайней мере одного, виток состоит из двух разъемньсс полуколец, а магнйтопровод установлен на каждом полукольце и выполнен П-образной формы, при этом длина его боковой стороны, обхватывающей внутреннюю часть витка, составляет 1/3 его высоты. При термообработке двух угловых соединений рядом расположенные полукольца соединены токоведущей перемычкой. На фиг.1 показан описываемый индуктор для термообработки двух угловых соединений; на фиг,2 - разрез по А-А на фиг.1. Индуктор выпо.лнен в виде разъемного, состоящего из двух полуколец витка 1, токонесущая внутренняя поверхность S которого имеет конусообразную форму с обратным расположением оснований конуса по отношению к основаниям конуса сварного шва, т.е. не повторяет конфигурацию последнего, что обеспечивает увеличение зазора по мере удаления от углового шва вдоль тонкостенной трубы меньшего диаметра (например, являющейся змеев ковой трубой поверхности нагрева котельного блока)о На полукольцах со стороны большего основания конуса размещены П-образные магнитопроводы 3, которые на внутренней стороне, обращенной к сварному шву углового соединения, укорочены (срезаны) примерно на 2/3 своей высоты. Обмотка изолирована тепло и электроиэоляционным материалом 4, Разъемные еитки индуктора крепятся при помощи медных стоек 5 на общем каркасе 6, который имеет специальную посадку на змеевиковых трубах поверхностей нагрева 7,обеспечивающую правильный монтаж индуктора по отношению к угловым сварным соединениям 8 коллектора 9. При нагреве двух угловых соединени рядом распол6женные полукбльцасоединены токоведущей перемычкой 10. Индуктор работает следующим образом . Ток, протекающий по обмотке индуктора, под влияниемсовместного действия трех эффектов - вытеснения тока магнитопрЪводом, экранирования в зоне маг нитопрЪвода, разлйчной стёпёни влияния кольцевого эффекта при разных зазорах - перераспределяется и обеспечивает требуемую интенсивность нагрева поверхности толстостенного .коллектора, углового шва и околошовной зоны со стороны тонкостенной змеевиковой трубы. Подводимым к индуктору электропитанием требуемой мощности обеспечивается нагрев зоны угловых сварных швов до 720-750°С, По достижении заданной температуры на. сварном шве, например 735°C iip6изводится автоматическое регулироваНйе, например, методом ВключеноВыключено режима работы индуктора, обеспечивающего выдержку заданной температуры с точностью + 15 в течение 2-3 ч в зависимости от толщины стенки коллектора. После выдержки индуктор т элёг гронагреватель сопротивления обесточиваются и коллектор охлаждается в естественных условиях до комнатной температуры. Формула изобретения 1.Индуктор для термообработки углового сварного соединения, по крайней мере одного, выполненный в виде обхваченного магнитопроводом кольцевого витка конической формы из трубки прямоугольного сечения, отличающ и и с я тем, что, с целью повышения равномерности и интенсивности нагрева, виток состоит из двух разъемНЁЕх полуколец, а магнитопровод установлен на каждом полукольце и выполнен П-образной формы, при этом длина его боковой стороны, обхватывающей внутреннюю часть витка/ составляет 1/3 его высоты. 2.Индуктор ПОП.1, отлича ющ и и с я тем что при термообработке двух угловых соединений, рядом расположенные полукольца соединены токоведущей перемычкой. Источники информации, принятые во внимание при экспертизе 1.Слухоцкий к.Е. Индукторы для индукционного нагрева машиностроительных деталей. Машгиз, 1954, с.175, 2.Бабат Г.И. Индукционный нагрев металлов. Энергия, 1965, с,357, 370.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОМАГНИТНЫЙ ИНДУКТОР ДЛЯ КОНТРОЛЯ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ ТРУБ | 1990 |
|
RU2027173C1 |
| Индуктор-трансформатор | 1977 |
|
SU687627A1 |
| Индуктор для нагрева изделий | 1979 |
|
SU829689A1 |
| Кольцевой индуктор для высокочастотной термообработки деталей | 1978 |
|
SU745025A1 |
| Петлевой индуктор для локального нагрева | 1983 |
|
SU1103366A1 |
| Разъемный индуктор для нагрева | 1977 |
|
SU663136A1 |
| Способ локального индукционного нагрева изделий и устройство для его осуществления | 1982 |
|
SU1167215A1 |
| ИНДУКЦИОННАЯ УСТАНОВКА ДЛЯ НАГРЕВА ДИСКОВ | 1986 |
|
RU2044780C1 |
| Устройство для нагрева длинномерного профильного проката при гибке и закалке | 1988 |
|
SU1648595A1 |
| Головка для автоматической сварки неповоротных стыков труб | 1980 |
|
SU903036A1 |