Изобретение относится к химической технологии, в частности к способам концентрирования водных щелочно-солевых растворов, содержащих 170-180 г/дм3 хлорида натрия, 120-130 г/дм3 гидроксида натрия, получаемых в процессе хлорного диафрагменного электролиза насыщенных растворов хлорида натрия, известных под названием электрощелоков [1].
Цель изобретения - экономия тепла греющего пара, сокращение времени выпаривания, повышение размера кристаллов выделяющейся при этом поваренной соли, снижение степени засоления выпарных аппаратов.
В процессе выпаривания образуется концентрированный раствор щелочи (каустической соды) состава, г/дм3: гидроксид натрия - 650-670, хлорид натрия - 20-25, примеси хлората и карбоната натрия - до 0,3.
По существующей технологии согласно регламенту производства [2] процесс выпаривания проводят двухстадийно с использованием выпарных аппаратов специального назначения за счет тепла пара высокого давления, поступающего с ТЭЦ и ГРЭС.
Наиболее близким к заявленному является способ концентрирования электрощелочи, включающий ее выпарку, охлаждение, отделение осадка от щелочи, в которую перед выпариванием вводят тринатриевую соль оксиэтилендифосфоновой кислоты (Nа3ОЭДФ) в количестве 1-10 мг/дм3 [5], который взят в качестве прототипа. Недостатком этого способа является использование чистых дефицитных и дорогостоящих продуктов, а не отходов производства, как в представленном предложении, а также незначительное снижение расхода пара на процесс выпаривания.
Цель изобретения достигается на существующем технологическом оборудовании по существующей технологической схеме с помощью добавки в исходный выпариваемый щелочно-солевой раствор (электрощелока) кристаллических отходов производства полиэфиров с молекулярной массой 1000 у.е. и известных под названием полиэфиры М-1000. Последние представляют из себя технологическую смесь переменного состава, содержащую соединения:
С2Н5-[-О-СН2-СН2-]3-[-О-СН(СН3)-СН2-]nОН
и Н-[-О-СН2-СН2-]2-[-О-СН(СН3)-СH2-]n-ОН
при n=10-15
Эти полиэфиры получаются оксипропилированием азеотропной смеси спиртов (спиртоэфиров) состава:
С2Н5[-О-СН2-СН2-]3-ОН и
Н-[-О-CH2-CH2-]2-ОН
в щелочной среде. Кристаллические отходы имеют состав, %: дигидрофосфат натрия - 40-45, полиэфиры М-1000 - 50-52, вода - остальное. Добавка отходов производства полиэфиров М-1000 создает эффект снижения расхода тепла греющего пара с одновременным ускорением самого процесса испарения воды и увеличением размера кристаллов поваренной соли, выделяющихся при этом, что согласно литературным данным, объясняется действием присутствующих в отходах поверхностно-активных веществ и деструктивным влиянием органических компонентов на сложные комплексы воды с растворенным веществом [3, 4].
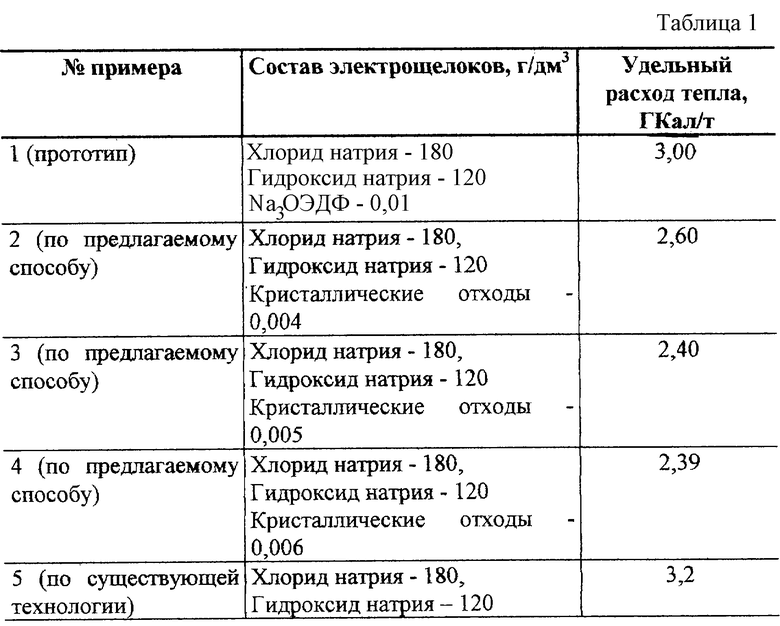
Пример 1 (по прототипу [5])
Щелочной раствор электрощелока состава, г/дм3: хлорид натрия -180, гидроксид натрия - 130 (c примесью Na3OЭДФ - 10 мг/дм3) выпариваются до состава, г/дм3: гидроксид натрия - 670, хлорид натрия - 20. При этом удельный расход тепла греющего пара ТЭЦ составлял 3,0 Гкал на 1 т товарной продукции - каустической соды.
Пример 2 (по предлагаемому способу)
В раствор электрощелоков состава, аналогичного их составу по примеру 1, добавлялись кристаллические отходы в количестве 4 мг на 1 дм3 исходного выпариваемого раствора. Полученную смесь выпаривали до состава, аналогичного примеру 1. Расход тепла греющего пара ТЭЦ составлял 2,6 Гкал на 1 т полученной каустической соды.
Пример 3 (по предлагаемому способу)
В раствор электрощелоков состава, аналогичного составу по примеру 1, добавлялись кристаллические отходы в количестве 5 мг на 1 дм3 исходного выпариваемого раствора. Полученную смесь выпаривали до состава, аналогичного составу по примеру 1. Расход тепла греющего пара ТЭЦ составлял 2,4 Гкал на 1 т получаемой каустической соды.
Пример 4 (по предлагаемому способу)
В раствор электрощелоков состава, аналогичного составу по примеру 1, добавлялись кристаллические отходы производства полиэфиров М-1000 в количестве 6 мг на 1 дм3 исходных электрощелоков. Полученную смесь выпаривали до состава, аналогичного составу по примеру 1. Расход тепла греющего пара составлял 2,39 Гкал на 1 т получаемой каустической соды.
Пример 5 (по существующей технологии)
Раствор электрощелоков состава, анологичного минеральному составу электрощелоков по п.1 без органических примесей, подвергался аналогичному выпариванию по п.1, расход пара составил 3,2 Гкал/т.
Данные испытаний представлены в табл. 1.
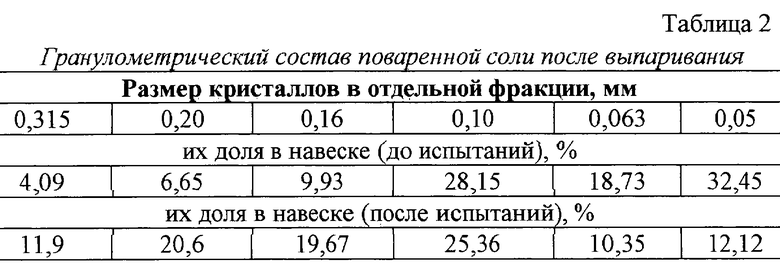
Из табл. 1 следует, что оптимальная дозировка органической смеси составляет 0,005-0,006 г на 1 дм3 электрощелоков. В процессе выпаривания при оптимальной дозировке отходов наблюдалось снижение в 1,3-1,5 раза времени этого процесса, уменьшение степени засоления выпарных аппаратов и увеличение размера кристаллов поваренной соли в 1,5 раза (см. табл.2).
Средний размер кристаллов поваренной соли до испытаний - 0,098 мм, средний размер кристаллов поваренной соли после испытаний - 0,140 мм.
ЛИТЕРАТУРА
1. Якименко Л.М. Получение водорода, кислорода и щелочей. М. -Химия.-1981.- с.197-219.
2. Технологический регламент производства технического едкого натра (соды каустической цеха 4-13, корпусов 13, 83, 100 Кемеровское акционерное общество "Химпром", Кемерово, 1996.
3. Исаченко В. П., Осипова В.А., Сукомел А.С. Теплопередача. М.: Энергоиздат, 1981, с.170-200.
4. Особенности ассоциации молекул воды в водно-солевых и водно-органических растворах. ЖПХ, 1999, 8, с.1233-1245.
5. Патент РФ 2062254, бюл. 17,1996 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНЦЕНТРИРОВАНИЯ ЭЛЕКТРОЩЕЛОКОВ МЕТОДОМ ВЫПАРИВАНИЯ | 2000 |
|
RU2197428C2 |
| СПОСОБ ВЫПАРИВАНИЯ ЩЕЛОЧНЫХ РАСТВОРОВ | 2000 |
|
RU2197425C2 |
| СПОСОБ ВЫПАРИВАНИЯ ЭЛЕКТРОЩЕЛОКОВ | 2000 |
|
RU2197426C2 |
| СПОСОБ ОЧИСТКИ РАСТВОРА ХЛОРИДА НАТРИЯ | 1999 |
|
RU2169116C1 |
| СПОСОБ ОЧИСТКИ РАСТВОРА ХЛОРИДА НАТРИЯ | 1999 |
|
RU2176616C2 |
| СПОСОБ ОЧИСТКИ РАСТВОРА ХЛОРИДА НАТРИЯ | 1999 |
|
RU2173298C1 |
| СПОСОБ ОЧИСТКИ РАСТВОРА ХЛОРИДА НАТРИЯ | 1999 |
|
RU2179952C2 |
| СПОСОБ ПОЛУЧЕНИЯ КАУСТИЧЕСКОЙ СОДЫ ИЗ ЭЛЕКТРОЛИТИЧЕСКОЙ ЩЕЛОЧИ | 2009 |
|
RU2421399C1 |
| СПОСОБ ПОЛУЧЕНИЯ ХИМИЧЕСКИ ОСАЖДЕННОГО МЕЛА | 2006 |
|
RU2312065C1 |
| СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ВЫПАРИВАНИЯ ЭЛЕКТРОЛИТИЧЕСКОЙ ЩЕЛОЧИ В МНОГОКОРПУСНОЙ ВЫПАРНОЙ УСТАНОВКЕ (МВУ) | 2001 |
|
RU2209106C1 |
Изобретение относится к химической промышленности, в частности к способам концентрирования водных щелочно-солевых растворов, которые состоят из хлорида натрия (170-180 г/дм3), гидроксида натрия (120-130 г/дм3). Водные щелочно-солевые растворы получают в процессе хлорного диафрагменного электролиза насыщенных растворов хлорида натрия, которые затем подвергают выпариванию. В исходный выпариваемый щелочно-солевой раствор дозируются кристаллические отходы производства полиэфиров в количестве 5-6 мг на 1 дм3 исходного раствора. Полиэфиры представляют из себя техническую смесь переменного состава, %: дигидрофосфат натрия 40-45, полиэфиры М-1000 50-52; вода - остальное. Технический результат изобретения достигается тем, что добавка отходов производства полиэфиров создает эффект снижения расхода тепла греющего пара с одновременным ускорением процесса испарения воды и увеличением размера кристаллов поваренной соли. 1 з.п.ф-лы, 2 табл.
Дигидрофосфат натрия - 40-45
Полиэфиры М-1000 - 50-52
Вода - Остальное
2. Способ по п. 1, отличающийся тем, что отходы производства полиэфиров добавляют в количестве 5-6 мг на 1 дм3 исходного щелочно-солевого раствора.
| RU 2062254 С1, 20.06.1996 | |||
| Способ очистки гидроокисей щелочных металлов от хлоратов | 1978 |
|
SU724439A1 |
| Способ очистки раствора гидроокиси щелочного металла от хлората | 1980 |
|
SU945070A1 |
| Способ выделения хлорида натрия из водного раствора,содержащего его в смеси с гидроксидом натрия | 1986 |
|
SU1392027A1 |
| Вакуумная канавоочистительная машина | 1984 |
|
SU1240837A1 |

