Изобретение относится к литейному производству, в частности к непрерывной разливке металла.
Известен способ получения непрерывнолитых деформированных полых заготовок [Патент 2136435 RU, В 22 D 11/04. Способ получения непрерывнолитых деформированных полых заготовок и устройство для его осуществления/ В.В. Стулов, В.И. Одиноков. Опубл. 10.09.99. Бюл. 25], включающий заливку жидкого металла в пространство кристаллизатора с двух сторон между установленными в кристаллизаторе центральным стержнем и его стенками, две из которых выполнены вертикальными с возможностью возвратно-поступательного движения, а две другие - наклонными в верхней части с возможностью вращательного движения, причем заливку жидкого металла осуществляют в пространство между центральным стержнем и вертикальными стенками кристаллизатора.
Недостатком известного способа получения непрерывнолитых полых заготовок является получение полых заготовок со смещенным относительно центра отверстием по причине встречных фронтов кристаллизации со стороны наклонных в верхней части и вертикальных стенок кристаллизатора. Кроме этого, неравномерное охлаждение, в частности, вертикальных стенок приводит к различной толщине образующихся корочек и искривлению центрального стержня в процессе деформации заготовки,
Заявляемый способ направлен на создание высокоэффективного процесса получения непрерывных деформированных полых заготовок.
Технический результат, получаемый при осуществлении заявляемого способа, заключается в
1) повышении производительности процесса получения полых заготовок;
2) повышении качества получаемых полых заготовок.
Заявляемый способ характеризуется следующими существенными признаками.
Ограничительные признаки: подача металла в пространство кристаллизатора между установленным в кристаллизаторе центральным стержнем и его вертикальными стенками; две стенки кристаллизатора выполнены вертикальными с возможностью возвратно-поступательного движения, а две другие - наклонными в верхней части с возможностью вращательного движения.
Отличительные признаки: формирование корочки заготовки только на поверхности двух наклонных в верхней части стенок; центральный сердечник выполнен с возможностью поворота относительно наклонных в верхней части стенок.
Причинно-следственная связь между совокупностью существенных признаков заявляемого способа и достигаемым техническим результатом заключается в следующем.
Формирование корочки заготовки только на поверхности двух наклонных в верхней части стенок исключает возможность перемещения центрального сердечника относительно вертикальных стенок по причине возможного неравномерного роста корочек на стенках, а соответственно, уменьшается смещение отверстия относительно центра в полой заготовке.
Выполнение центрального сердечника с возможностью поворота относительно наклонных в верхней части стенок обеспечивает его самоцентрирование в случае формирования корочек различной толщины на каждой из наклонных в верхней части стенок. В результате уменьшается отклонение от прямолинейности отверстия в заготовке.
Для реализации заявляемого способа заявляется установка, уровень техники которой известен [Патент RU 2136435].
Известное устройство для получения непрерывнолитых деформированных полых заготовок содержит разливочную емкость с дозирующим средством и погружными стаканами, водоохлаждаемый кристаллизатор и установленный в нем центральный стержень, выполненный с конической верхней и калибровочной нижней зонами, кристаллизатор выполнен с вертикальными рабочими стенками с возможностью возвратно-поступательного перемещения и двумя наклонными в верхней части рабочими стенками с возможностью вращательного движения, причем центральный стержень установлен на платформе с двумя окнами для заливки металла через стаканы, установленные между центральным стержнем и вертикальными стенками, а платформа закреплена на неподвижных прижимных вертикальных плитах, относительно которых перемещаются вертикальные стенки.
Недостатком известного устройства является искривление центрального стержня по причине образования не стенках корочек различной толщины, приводящее к необходимости его выравнивания после разливки металла, а в ряде случаев и замене центрального стержня.
Технический результат, получаемый при осуществлении заявляемой установки заключается в
1) повышении надежности работы установки;
2) повышении срока службы центрального стержня, удобств обслуживания и ремонта.
Заявляемая установка характеризуется следующими существенными признаками.
Ограничительные признаки: разливочная емкость с дозирующим средством и погружными стаканами; водоохлаждаемый кристаллизатор, выполненный с вертикальными рабочими стенками с возможностью возвратно-поступательного перемещения и двумя наклонными в верхней части рабочими стенками с возможностью вращательного движения; установленный в кристаллизаторе центральный стержень, выполненный с конической верхней и калибровочной нижней зонами; центральный стержень установлен на платформе с двумя окнами для заливки металла; платформа закреплена на неподвижных прижимных вертикальных плитах, относительно которых перемещаются вертикальные стенки.
Отличительные признаки: две проушины в нижней части платформы; цилиндрическое отверстие в верхней части центрального стержня; палец.
Причинно-следственная связь между совокупностью существенных признаков заявляемой установки и достигаемым техническим результатом заключается в следующем.
Изготовление в нижней части платформы двух проушин позволяет закреплять в них центральный стержень с возможностью его перемещения относительно наклонных в верхней части стенок.
Выполнение в верхней части центрального стержня отверстия позволяет закреплять его при помощи пальца в проушинах платформы и поворачиваться на пальце. Кроме этого, существует возможность перемещения центрального стержня вдоль длины пальца.
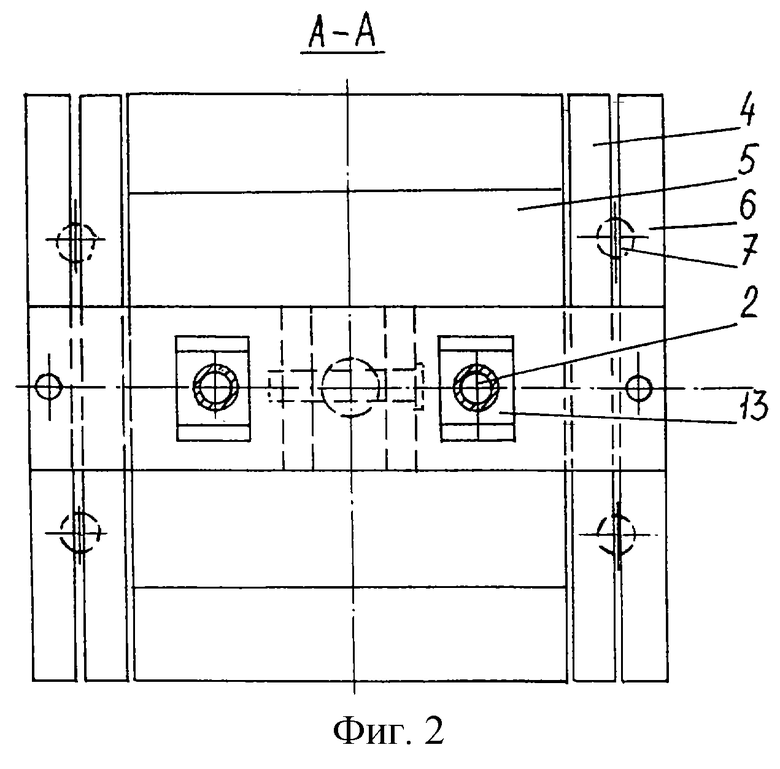
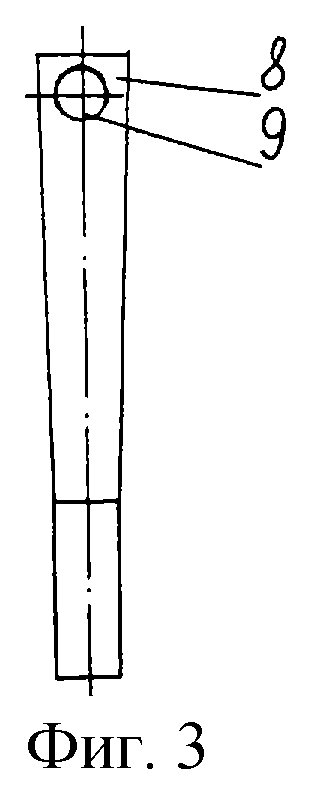
На фиг. 1 показан внешний вид заявляемой установки, на фиг.2 - сечение А-А на фиг.1, а на фиг.3 - вид центрального стержня.
Установка для получения непрерывных деформированных полых заготовок на фиг. 1 и 2 состоит из разливочной емкости 1 с дозирующим средством и погружными стаканами 2, водоохлаждаемого кристаллизатора 3 с двумя вертикальными рабочими стенками 4 и двумя наклонными в верхней части рабочими стенками 5, неподвижных прижимных вертикальных плит 6 с подшипниками 7, центрального стержня 8 с цилиндрическим отверстием 9, установленного на платформе 10 в проушинах 11 при помощи пальца 12, двух окон 13 в платформе.
Перед разливкой жидкого металла в нижнюю часть кристаллизатора 3 устанавливается специальное приспособление - затравка, предотвращающая выливание расплава.
Способ осуществляется заявляемой установкой следующим образом.
Жидкий металл из разливочной емкости 1 с дозирующим средством через погружные стаканы, проходящие через окна 13 в платформе 10, поступает в кристаллизатор 3 с двух сторон между центральным стержнем 8 и вертикальными стенками 4. После достижения расплавом определенного уровня и формирования корочки на поверхностях двух наклонных в верхней части стенок 5 включается привод кристаллизатора 3. В результате вертикальные стенки 4, установленные на плоском подшипнике 7 в неподвижных прижимных плитах 6, совершают возвратно-поступательное перемещение с выталкиванием полой заготовки, а наклонные в верхней части рабочие стенки 5 - вращательное движение с обжатием металла на центральном стержне 8 и захватыванием заготовки. Изменение толщины корочек заготовки на наклонных в верхней части стенках 5 приводит к незначительному повороту центрального стержня 8 с отверстием 9 на пальце 12, закрепленном в проушинах 11 платформы 10. В результате исключается искривление центрального стержня 8.
Изобретение относится к литейному производству, в частности к непрерывной разливке металла. Способ осуществляют в кристаллизаторе, две стенки которого выполнены вертикальными с возможностью возвратно-поступательного движения, а две другие - наклонными в верхней части и с возможностью вращательного движения. В пространстве кристаллизатора установлен центральный стержень, выполненный с возможностью поворота относительно наклонных в верхней части стенок, при этом формирование корочки заготовки осуществляют только на поверхностях двух наклонных в верхней части стенок. Кристаллизатор для получения непрерывных деформированных полых заготовок установлен на платформе с двумя окнами для заливки металла, в нижней части которой изготовлены две проушины, а в верхней части центрального стержня выполнено цилиндрическое отверстие для прохода пальца для закрепления в проушинах стержня с возможностью его перемещения относительно наклонных в верхней части стенок кристаллизатора. Технический результат заключается в повышении производительности процесса и качества заготовок при надежной работе устройства с повышенным сроком службы и удобством его обслуживания. 2 с.п. ф-лы, 3 ил.
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2136435C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1994 |
|
RU2077765C1 |
| US 4969506, 13.10.1990 | |||
| Устройство для телефонирования по проводам токами высокой частоты | 1921 |
|
SU374A1 |
| JP 5973155, 25.04.1984. | |||
