Изобретение относится к металлургии, в частности, для получения непрерывнолитых заготовок из труднодеформируемых металлов и сплавов.
Известен способ непрерывного литья заготовок [1], включающий распыливание в кристаллизаторе жидкого металла, обжатие напыленного слоя частиц жидкого металла, калибровку поверхности заготовки и ее непрерывное вытягивание.
Недостатком известного способа является растрескивание заготовок из труднодеформированных металлов и сплавов.
Заявляемый способ направлен на создание высокопроизводительного процесса получения непрерывнолитых заготовок из труднодеформируемых металлов и сплавов.
Технический результат, получаемый при осуществлении заявляемого способа, заключается в:
1. повышении производительности процесса получения деформируемых заготовок;
2. получении сплошных заготовок из труднодеформируемых металлов и сплавов с качественной поверхностью и внутренней структурой.
Заявляемый способ характеризуется следующими существенными признаками.
Ограничительные признаки: распыливание в кристаллизаторе жидкого металла; обжатие напыленного слоя; калибровка поверхности заготовки и ее непрерывное вытягивание.
Отличительные признаки: кристаллизатор выполняют с двумя вертикальными стенками, совершающими возвратно-поступательное движение, и двумя наклонными в верхней части стенками, совершающими вращательное движение; распыливание жидкого металла осуществляют только вдоль вертикальных стенок; вертикальные стенки выполнены неохлаждаемыми; формирование корочки осуществляется только на поверхности двух наклонных в верхней части стенок.
Причинно-следственная связь между совокупностью существенных признаков заявляемого способа и достигаемым техническим результатом заключается в следующем.
Выполнение кристаллизатора с двумя вертикальными стенками, совершающими возвратно-поступательное движение, исключает приваривание к ним заливаемого металла и обеспечивает выталкивание образующейся заготовки.
Выполнение кристаллизатора с двумя наклонными в верхней части стенками, совершающими вращательное движение, обеспечивает обжатие образующейся корочки заготовки и создает благоприятные условия для заливки жидкого металла.
Распыливание жидкого металла только вдоль двух вертикальных стенок, выполненных неохлаждаемыми, создает более высокую температуру расплава в пристеночных слоях, исключаются теплоотвод в стенку с охлаждающей водой и возможность образования корочки.
Формирование корочки только на поверхности двух наклонных в верхней части водоохлаждаемых стенок создает благоприятные условия для формирования заготовки из труднодеформируемых металлов и сплавов, так как исключается возможность растрескивания корочки на поверхности двух вертикальных стенок.
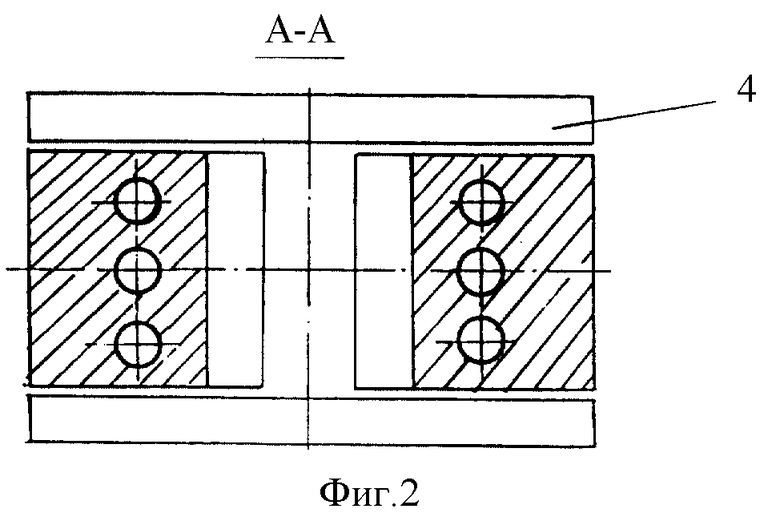
На фиг. 1 приведен внешний вид устройства для реализации заявляемого способа; на фиг. 2 - сечение А-А на фиг. 1.
Устройство состоит из обогреваемой разливочной емкости 1 с отверстиями 2 для распыливания расплава вдоль двух неохлаждаемых вертикальных стенок 4 кристаллизатора 3, наклонных в верхней части стенок 5 с водоохлаждаемыми каналами 6. В разливочную емкость 1 жидкий металл заливается с определенным перегревом, исключающим забивание отверстий 2.
Заявляемый способ получения непрерывнолитых деформированных заготовок осуществляется следующим образом.
В кристаллизатор 3 вставляется затравка (специальное приспособление), исключающая выливание из него жидкого металла, и включается подача воды в каналы 6 наклонных в верхней части стенок 5. Жидкий металл из разливочной емкости 1 через отверстия 2 распыливается в кристаллизаторе 3 вдоль неохлаждаемых вертикальных стенок 4. При достижении расплавом определенного уровня в кристаллизаторе включается привод его стенок. При этом вертикальные стенки 4 совершают возвратно-поступательное движение с выталкиванием заготовки, а наклонные в верхней части стенки 5 - вращательное движение с обжатием корочек. Вода, поступающая в каналы 6 стенок 5, отводит тепло перегрева и кристаллизации металла формируемой заготовки.
Источники информации
1. Патент SU N 2084310, кл. B 22 D 11/00. Способ непрерывного литья заготовок и устройство для его осуществления / В.В. Стулов, В.И. Одиноков. Опубл. 20.07.97. Бюл. N 20.
Сущность изобретения: способ получения непрерывно-литых деформированных заготовок включает распыливание в кристаллизаторе жидкого металла, обжатие, калибровку поверхности заготовки и ее непрерывное вытягивание. Кристаллизатор выполнен с двумя вертикальными стенками, совершающими возвратно-поступательное движение, и двумя наклонными в верхней части стенками, совершающими вращательное движение, при этом распыливание жидкого металла осуществляется только вдоль двух вертикальных неохлаждаемых стенок. Кроме этого, осуществляют формирование корочки заготовки только на поверхности двух наклонных в верхней части стенках. Технический результат заключается в повышении производительности и возможности получения сплошных заготовок из труднодеформируемых металлов и сплавов с качественной поверхностью и внутренней структурой. 2 ил.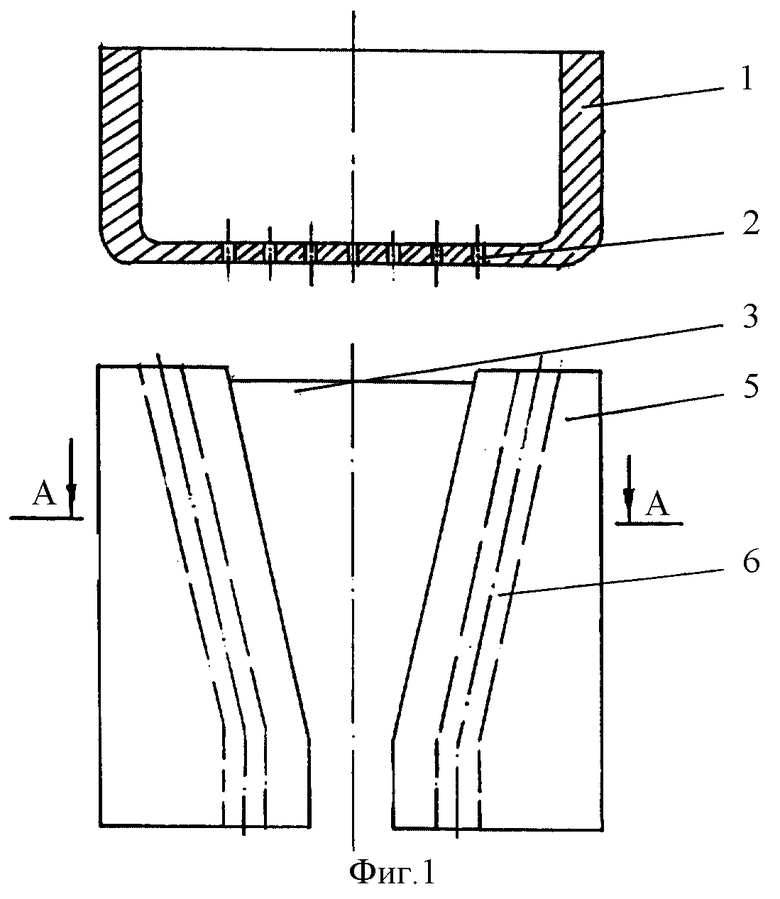
Способ получения непрерывно-литых деформированных заготовок, включающий распыливание жидкого металла в кристаллизатор, содержащий две вертикальные стенки, имеющие возможность совершения возвратно-поступательного движения, и две наклонные в верхней части стенки, имеющие возможность совершения вращательного движения, обжатие, калибровку поверхности заготовки и ее непрерывное вытягивание, отличающийся тем, что распыливание жидкого металла осуществляют только вдоль вертикальных стенок, выполненных неохлаждаемыми, и формируют корочку только на поверхности двух наклонных в верхней части стенок.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОИЗВОДСТВОМ ДРЕВЕСНОЙ МАССЫ В РАФИНЕРЕ ЩЕПЫ | 2010 |
|
RU2519891C2 |
