Изобретение относится к литейному производству, в частности к непрерывной разливке металлов.
Известен способ получения непрерывнолитых полых заготовок [1. Патент N 2077765. B 22 D 11/00. Способ получения непрерывнолитых полых заготовок и устройство для его реализации /В.В.Стулов, В.И.Одиноков. Опубл. 20.04.97. Бюл. N 11], включающий подачу жидкого металла в пространство между гранями кристаллизатора и установленным в нем центральным стержнем, формирование корочки на гранях кристаллизатора и стержне, калибровку внутренней поверхности полой заготовки и ее выталкивание из кристаллизатора, который выполняют с двумя вертикальными, совершающими возвратно-поступательное движение, и двумя наклонными в верхней части гранями, совершающими вращательное движение, причем сформированную корочку периодически разрушают с одновременным обжатием на наклонных гранях и центральном стержне жидкого и твердого металла.
Недостатки способа получения непрерывнолитых полых заготовок [1] заключаются в налипании металла на центральный стержень и наклонные в верхней части грани, а также получении заготовок со смещенным относительно центра отверстием по причине неравномерной деформации корочек на наклонных стенках и центральном стержне, в частности при замене одного из стаканов.
Наиболее близким к предлагаемому способу является способ получения непрерывнолитых полых заготовок [2. Патент N 2103105. B 22 D 11/00, 11/04. Способ получения непрерывнолитых полых заготовок и устройство для его реализации /В.В.Стулов, В.И.Одиноков. Опубл. 27.01.98. Бюл. N 3], включающий заливку жидкого металла в пространство между стенками кристаллизатора и установленным в нем центральным стержнем, вытягивание полой заготовки, причем центральный стержень предварительно нагревают до средней температуры рабочих поверхностей стенок, а кристаллизатор выполняют с двумя вертикальными стенками с возможностью возвратно-поступательного перемещения и двумя наклонными в верхней части стенками с возможностью вращательного движения.
Основные недостатки способа получения полых заготовок [2] не отличаются от вышеперечисленных недостатков способа [1]. Способ получения заготовок [2] позволяет только устранить налипание металла на центральном стержне в начале разливки и улучшает стабильность процесса.
Заявляемый способ направлен на создание высокопроизводительного процесса получения непрерывнолитых деформированных полых заготовок.
Технический результат, получаемый при осуществлении заявляемого способа заключается в:
1. Повышении производительности процесса получения заготовок.
2. Получении качественных полых деформированных заготовок с заданным расположением отверстия.
Заявляемый способ характеризуется следующими существенными признаками.
Ограничительные признаки: заливка жидкого металла в пространство кристаллизатора с двух сторон между установленным в нем центральным стержнем и его стенками; вытягивание полой заготовки; кристаллизатор выполняют с двумя вертикальными стенками с возможностью возвратно-поступательного перемещения и двумя наклонными в верхней части рабочими стенками с возможностью вращательного движения.
Отличительные признаки: заливку жидкого металла осуществляют в пространство между центральным стержнем и вертикальными стенками.
Причинно-следственная связь между совокупностью существенных признаков заявляемого способа и достигаемым техническим результатом достигается в следующем.
Заливка жидкого металла в пространство между центральным стержнем и вертикальными стенками исключает налипание металла на стержне и обеспечивает равномерную деформацию металла на стержне и наклонных в верхней части рабочих стенках. В результате отверстие располагается в центре заготовок с отсутствием смещения по длине.
Для реализации заявляемого способа заявляется устройство, уровень техники которого известен [1, 2]. Устройство для получения непрерывнолитых полых заготовок [1] содержит разливочную емкость с дозирующим устройством, кристаллизатор с установленным в нем центральным стержнем с конической верхней и калибровочной нижней зонами, причем кристаллизатор выполнен с двумя вертикальными стенками с возможностью возвратно-поступательного перемещения и двумя наклонными в верхней части стенками с возможностью вращательного движения, а верхняя часть конической зоны центрального стержня выполнена с углом наклона.
Недостатки устройства [1] заключаются в технологических трудностях получения полых заготовок без смещения отверстия относительно центра заготовки, что приводит к потере производительности процесса.
Известно также устройство для получения непрерывнолитых полых заготовок [2] , содержащее разливочную емкость с дозирующим средством и погружными стаканами, водоохлаждаемый кристаллизатор и установленный в нем центральный стержень, выполненный с конической верхней и калибровочной нижней зонами, причем кристаллизатор выполнен с двумя вертикальными стенками с возможностью возвратно-поступательного перемещения и двумя наклонными в верхней части рабочими стенками с возможностью вращательного движения, а в верхней части вертикальных стенок вдоль их оси выполнены пазы, в которые установлен центральный стержень.
Недостатками устройства [2] являются возможность искривления центрального стержня при замене одного из погружных стаканов, приводящее к смещению отверстия относительно оси заготовки, а также потеря производительности разливки при выполнении операции замены стакана. Кроме этого, смещение в процессе работы вертикальной стенки приводит к износу пазов в их верхней части и дополнительному искривлению центрального стержня.
Технический результат, получаемый при осуществлении заявляемого устройства заключается в:
1. Повышении надежности работы устройства.
2. Повышении эффективности процесса получения полых деформированных заготовок.
Заявляемое устройство характеризуется следующими существенными признаками.
Ограничительные признаки: разливочная емкость с дозирующим средством и погружными стаканами; кристаллизатор с вертикальными рабочими стенками с возможностью возвратно-поступательного перемещения и двумя наклонными в верхней части рабочими стенками с возможностью вращательного движения; водоохлаждаемый кристаллизатор и установленный в нем центральный стержень с конической верхней и калибровочной нижней зонами.
Отличительные признаки: центральный стержень установлен на платформе с двумя окнами для заливки металла через стаканы, установленные между центральным стержнем и вертикальными стенками; платформа закрепляется на неподвижных прижимных вертикальных плитах, относительно которых перемещаются вертикальные стенки.
Причинно-следственная связь между совокупностью существенных признаков заявляемого устройства и достигаемым техническим результатом заключается в следующем.
Установка центрального стержня на платформе с двумя окнами для заливки металла через стаканы, установленные между центральным стержнем и вертикальными стенками, позволяет получать полые заготовки заданного качества без смещения отверстия при постоянной производительности процесса. Нарушение центрирования одной из вертикальных стенок в данном случае не сказывается на расположение отверстия в заготовке. Кроме этого, замена одного из двух погружных стаканов, установленных между центральным стержнем и вертикальными стенками, не отражается на расположение отверстия в заготовке.
Расположение платформы на неподвижных прижимных вертикальных плитах, относительно которых перемещаются вертикальные стенки, исключает необходимость изготовления пазов в верхней части вертикальных стенок, что позволяет добиваться заданной точности центрирования стержня. Кроме этого, исключается переточка пазов при их износе в верхней части вертикальных стенок, а соответственно и дополнительное изготовление нового центрального стержня, устанавливаемого в эти пазы.
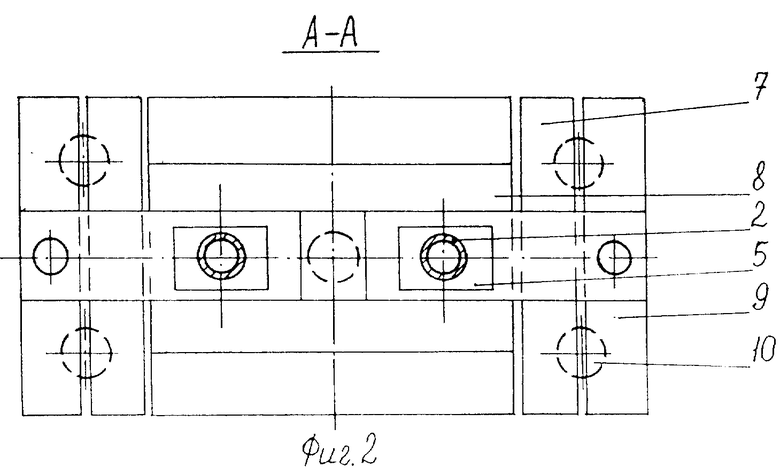
На фиг. 1 показан внешний вид заявляемого устройства, а на фиг. 2 - сечение А-А в горизонтальной плоскости на фиг. 1.
Устройство для получения непрерывнолитых деформированных полых заготовок на фиг. 1 и 2 состоит из разливочной емкости 1 с дозирующим средством и погружными стаканами 2, центрального стержня 3, установленного на платформе 4 с двумя окнами 5, водоохлаждаемого кристаллизатора 6 с двумя вертикальными стенками 7 и двумя наклонными в верхней части рабочими стенками 8, неподвижных вертикальных плит 9 с подшипниками 10.
Перед разливкой жидкого металла в нижнюю часть кристаллизатора 6 устанавливается специальное приспособление-затравка, предотвращающая выливание расплава и обеспечивающая центрирование центрального стержня 3.
Способ осуществляется заявляемым устройством следующим образом.
Жидкий металл из разливочной емкости 1 с дозирующим средством через погружные стаканы 2, проходящие через окна 5 в платформе 4, поступает в водоохлаждаемый кристаллизатор 6 с двух сторон между центральным стержнем 3 и вертикальными стенками 7 кристаллизатора. После достижения расплавом определенного уровня и формирования корочки на наклонных в верхней части рабочих стенках 8 и центральном стержне 3 включается привод кристаллизатора 6. В результате вертикальные стенки 7, установленные на плоском подшипнике 10 в неподвижных плитах 9, совершают возвратно-поступательное перемещение с выталкиванием полой заготовки, а наклонные в верхней части рабочие стенки 8-вращательное движение с обжатием металла на центральном стержне 3 и захватыванием заготовки. В случае необходимости производится поочередная замена погружных стаканов 2, что незначительно отражается на качество полой заготовки.
Изобретение относится к литейному производству, в частности к непрерывной разливке металлов. Заливку жидкого металла осуществляют в пространство между центральным стержнем и вертикальными стенками кристаллизатора. Центральный стержень установлен на платформе с окнами для заливки металла через стаканы, установленные между центральным стержнем и вертикальными стенками. Платформа закреплена на неподвижных прижимных вертикальных плитах, относительно которых перемещаются вертикальные стенки. Техническим результатом является повышение выхода годного, получение качественных полых деформированных заготовок с заданным расположением отверстия. 2 с.п.ф-лы, 2 ил.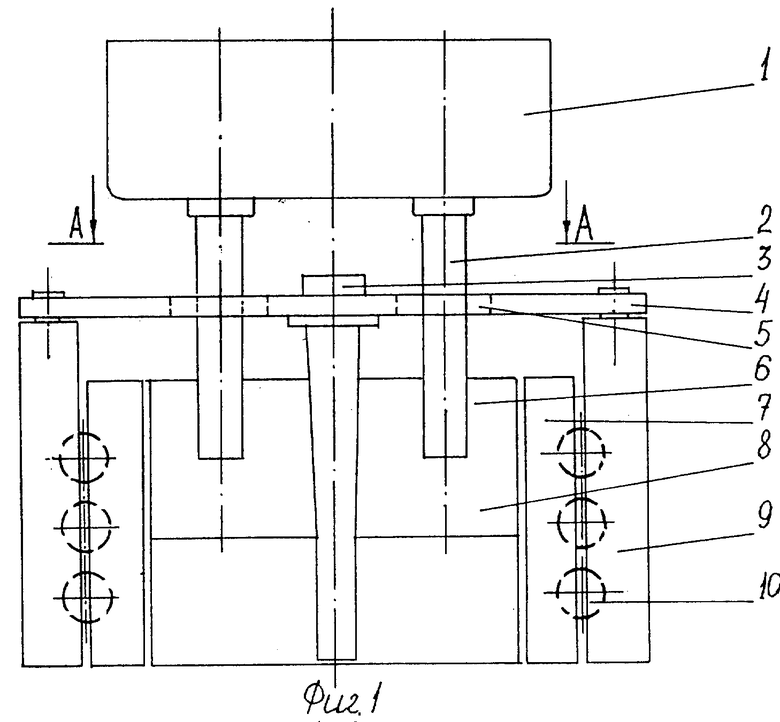
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2103105C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК | 1995 |
|
RU2093299C1 |
| US 4969506 A, 13.10.90 | |||
| ФИКСИРУЮЩЕЕ УСТРОЙСТВО К МЕТАЛЛОРЕЖУЩИМ | 0 |
|
SU374128A1 |
| JP 5973155 A, 25.04.84 | |||
| Кристаллизатор и способ непрерывного вертикального литья стальной ленты | 1984 |
|
SU1336943A3 |
