Изобретение относится к металлургии, а именно к непрерывной разливке с деформацией металла.
Известен способ получения непрерывнолитых биметаллических заготовок (Патент N 2086346 RV. Способ получения непрерывнолитых биметаллических заготовок и устройство для его осуществления /В.В. Стулов, В.И. Одиноков. Опубл. 10.08.97. Бюл. N 22), включающий заливку в кристаллизатор основного жидкого металла, формирование корочки на стенках кристаллизатора, подачу в кристаллизатор ленты из другого металла в твердом состоянии, затвердевание и выталкивание биметаллической заготовки, кристаллизатор выполняют с двумя парными вертикальными стенками, которым сообщают возвратно-поступательное движение, и двумя парными с наклонными верхним и вертикальным нижним участками стенками, которым сообщают вращательное движение, при этом сформированную корочку разрушают на наклонных стенках кристаллизатора, ленту из другого металла подают после разрушения корочки и предварительного обжатия основного металла в двухфазном состоянии, дополнительное обжатие двух слоев металла в твердом состоянии с калиброванием поверхности затвердевшей биметаллической заготовки [1].
Недостаток способа получения непрерывнолитых биметаллических заготовок заключается в повышенных требованиях к технологии разливки металла, нарушение которых приводит к растрескиванию основного металла. Кроме этого, формирование корочки на двух парных стенках кристаллизатора приводит к растрескиванию заготовок из труднодеформируемых металлов по границам срастания фронтов кристаллизации. Подача одной ленты из другого металла после разрушения корочки и предварительного обжатия основного металла в двухфазном состоянии, с одной стороны, не обеспечивает защиту стенок с наклонным верхним участком от износа и приваривания металла, а с другой стороны, вводимая лента не выполняет функции корочки образующейся заготовки.
Предложенный способ направлен на создание высокоэффективного процесса получения непрерывнолитых деформированных заготовок из труднодеформируемого заливаемого металла.
Технический результат, получаемый при осуществлении заявляемого способа, заключается в повышении производительности процесса, улучшении качества поверхности и внутренней структуры получаемой биметаллической заготовки, получении биметаллических заготовок из труднодеформируемого основного металла.
Заявляемый способ характеризуется следующими существенными признаками. В кристаллизатор заливают основной жидкий металл, формируют корочку на стенках кристаллизатора. Подают в кристаллизатор ленты из другого металла в твердом состоянии. Калибруют поверхность затвердевшей биметаллической заготовки и выталкивают ее из кристаллизатора. Формирование корочки из основного металла осуществляют на двух вертикальных стенках. Вдоль двух стенок с наклонным верхним и вертикальным нижним участками осуществляют подачу лент из другого металла. Деформируют корочки после их срастания между лентами. Дополнительно обжинают три слоя металла в твердом состоянии. Металл вводимых лент имеет более высокую температуру плавления, чем основной заливаемый в кристаллизатор металл. Поверхность двух стенок с наклонным верхним и вертикальным нижним участками перед разливкой нагревают до температуры t=(1,05-1,2)•tпл, где tпл - температура плавления основного заливаемого металла. Вдоль двух стенок с наклонным верхним и вертикальным нижним участками можно осуществлять подачу лент из разнородных металлов.
Причинно-следственная связь между совокупностью существенных признаков заявляемого способа и достигаемым техническим результатом заключается в следующем.
Формирование корочки из основного металла только на вертикальных стенках исключает вероятность растрескивания заготовки по границам фронтов кристаллизации, возникающих при формировании корочек дополнительно на стенках с наклонным верхним участком.
Подача лент из другого металла вдоль стенок с наклонным верхним и вертикальным нижним участками исключает выливание расплава из работающего кристаллизатора, то есть позволяет лентам выполнять функции отсутствующих корочек. Кроме этого, подача лент из другого металла вдоль стенок с наклонным верхним участком обеспечивает защиту стенок от преждевременного износа и получение биметаллической заготовки с качественной поверхностью.
Деформация корочек после их срастания между лентами обеспечивает получение плотной структуры заготовки из основного металла в результате деформации кристаллитов в направлении, перпендикулярном их росту. Кроме этого, деформация корочек после их страстания между лентами исключает проникновение жидкой фазы на вертикальный нижний участок стенок, приводящее к получению заготовок с неоднородной структурой и низкими прочностными свойствами.
Дополнительное обжатие трех слоев металла в твердом состоянии повышает прочность биметаллической заготовки.
Для реализации заявляемого способа предлагается устройство, уровень техники которого известен [1].
Известное устройство для получения непрерывнолитых биметаллических заготовок [1] содержит разливочную емкость со средствами для дозирования металла, водоохлаждаемый кристаллизатор и ленту с механизмом ее подачи, причем кристаллизатор имеет две парные вертикальные стенки, выполненные с возможностью возвратно-поступательного движения, и две парные стенки с наклонным верхним и вертикальным нижним участками, выполненные с возможностью вращательного движения, и щелевое отверстие в верхнем наклонном участке стенок, в котором установлено средство для прижатия ленты к внутренней поверхности кристаллизатора.
Недостаток устройства [1] заключается, прежде всего в невозможности получения качественных деформированных биметаллических заготовок из труднодеформируемого основного заливаемого металла. Кроме этого, наличие в устройстве только одной ленты с механизмом ее подачи не обеспечивает защиту двух стенок с наклонным верхним участком от преждевременного износа, а также не позволяет реализовать процесс деформации корочек на стенках по причине возможного выливания расплава. Отсутствие устройств для нагрева стенок перед разливкой и термостабилизации поверхности приводит к невозможности подготовить кристаллизатор к заливке в него расплава.
Технический результат, получаемый при осуществлении заявляемого устройства, заключается в повышении надежности его работы.
Заявляемое устройство характеризуется следующими существенными признаками. Разливочная емкость содержит средство для дозирования металла. Водоохлаждаемый кристаллизатор состоит из двух пар вертикальных стенок, выполненных с возможностью возвратно-поступательного движения, и двух парных стенок с наклонным верхним и вертикальным нижним участками, выполненными с возможностью вращательного движения. В кристаллизатор вводят две ленты при помощи механизмов их подачи. В стенках с наклонным верхним и вертикальным нижним участками расположены электрические нагревательные элементы, термопары и система автоматического регулирования термопары поверхности стенок. Стенки с наклонным верхним и вертикальным нижним участками представляют собой тепловые трубы. Электрические нагревательные элементы и термопары расположены только на наклонном верхнем участке стенок между тепловыми трубами и рабочей поверхностью стенок.
Причинно-следственная связь между совокупность существенных признаков заявляемого устройства и достигаемым техническим результатом заключается в следующем.
Наличие двух лент с механизмами ее подачи обеспечивает возможность деформации корочек, формируемых на двух вертикальных стенках, между лентами и получение биметаллической заготовки.
Расположение в стенках с наклонным верхним и вертикальным нижним участками электрических нагревательных элементов обеспечивает разогрев поверхности стенок перед разливкой металла, что исключает возможность формирования на них корочки металла.
Расположение в стенках с наклонным верхним и вертикальным нижним участками термопар обеспечивает контроль температуры поверхности стенок.
Наличие в устройстве системы автоматического регулирования температуры поверхности стенок позволяет своевременно выключать электрические нагревательные элементы и поддерживать температуру стенок в заданном диапазоне на протяжении всего процесса разливки.
Выполнение стенок с наклонным верхним и вертикальным нижним участками в виде тепловых труб /Тепловые трубы с металловолокнистыми капиллярными структурами. Семена М.Г., Герщуни А.Н., Зарипов В.К., К: Виша школа. Головное изд-во, 1984. 215 с./[2] позволяет термостабилизировать температуру поверхности стенок в процессе разливки, что исключает возможность формирования корочки заготовки и позволяет повысить возможность работы кристаллизатора в целом.
Расположение электрических нагревательных элементов и термопар только на наклонном верхнем участке стенок между тепловыми трубами и рабочей поверхностью позволяет за более короткий промежуток времени нагреть поверхность стенок до температуры t=(1,05-1,2)•tпл, (где tпл - температура плавления основного заливаемого металла). Кроме того, исключается нецелесообразный разогрев всей стенки до высоких температур.
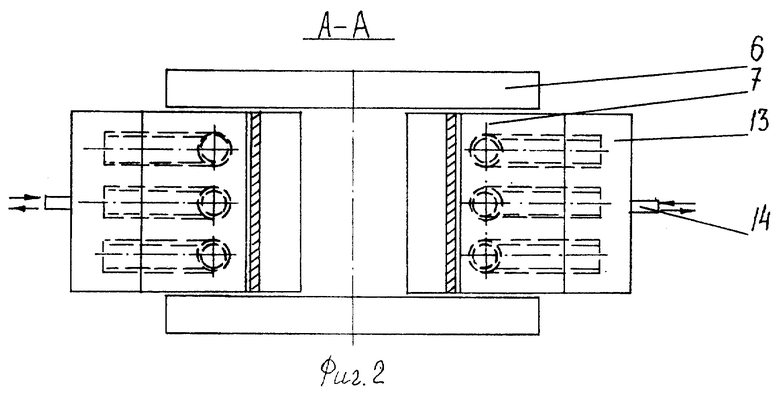
На фиг. 1 показан внешний вид заявляемого устройства; на фиг. 2 - сечение А-А на фиг. 1.
Заявляемое устройство на фиг. 1 и 2 состоит на разливочной емкости 1 со средством для дозирования металла 2, лент 3 с механизмами ее подачи 4, водоохлаждаемого кристаллизатора 5 с двумя парными вертикальными стенками 6, выполненными с возможностью возвратно-поступательного движения, и двумя парными стенками 7 с наклонным верхним 8 и вертикальным нижним 9 участками, выполненными с возможностью вращательного движения, электрических нагревательных элементов 10, термопар 11 с системой автоматического регулирования температуры. Стенки 7 с каналами 12 и коллектором 13 с патрубками 14 для подвода и отвода охлаждающей воды представляют собой тепловые трубы. Перед разливкой жидкого металла в кристаллизатор 5 вдоль стенок 7 заводятся ленты 3, между которыми на вертикальном нижнем участке 9 устанавливается специально приспособление-затравка, предотвращающее выливание расплава. Включаются электрические нагревательные элементы 10, которые выключаются после достижения стенками 7 температуры t=(1,05-1,2)•tпл, (где tпл - температура плавления основного заливаемого металла).
Пример осуществления способа.
Жидкий металл из разливочной емкости 1 через средство для дозирования 2 поступает в кристаллизатор 5. Одновременно с заливкой металла происходит включение подачи охлаждающей воды в коллектор 13 через патрубок 14 стенок 7 и в стенки 6. После достижения жидким металлом определенного уровня одновременно включаются механизм 4 подачи лент 3 и привод стенки кристаллизатора 5. В результате вертикальные стенки 6 совершают возвратно-поступательное движение, а стенки 7 с наклонным верхним 8 и вертикальным нижним 9 участками - вращательное движение с деформацией корочек после их срастания между лентами 3 и дополнительным обжатием трех слоев металла в твердом состоянии на вертикальном нижнем участке 9. Формирование корочки заливаемого металла осуществляется только на вертикальных стенках 6, обеспечивающих выталкивание биметаллической заготовки из кристаллизатора 5. В процессе разливки металла система автоматического регулирования температуры стенок 7 по показаниям термопар 11 обеспечивает поддержание температуры наклонного верхнего участка 8 стенок 7 в заданном диапазоне за счет уменьшения или увеличения расхода воды через коллектор 13 с охлаждением зоны конденсации тепловых труб с каналами 12.
Изобретение относится к металлургии, а именно к непрерывной разливке с деформацией металла. Устройство снабжено двумя лентами с механизмами их подачи. Вдоль двух стенок с наклонным верхним и вертикальным нижним участками осуществляют подачу двух лент из другого металла с деформацией корочек после их срастания между лентами и дополнительным обжатием трех слоев металла в твердом состоянии. Металл вводимых в кристализатор лент имеет более высокую температуру плавления, чем основной заливаемый металл. Поверхность двух стенок с наклонным верхним и вертикальным нижним участками перед разливкой нагревают до температуры t=(1,05-1,2)•tпл, где tпл -температура плавления основного заливаемого металла. В стенках с наклонным верхним и вертикальным нижним участками расположены электрические нагревательные элементы и термопары, включенные в систему автоматического регулирования температуры поверхности стенок. Стенки с наклонным верхним и вертикальным нижним участками представляют собой тепловые трубы. Электрические нагревательные элементы и термопары расположены только на наклонном верхнем участке стенок между тепловыми трубами и рабочей поверхностью стенок Избретение позволяет повысить производительность процесса, улучшить качество поверхности и внутренней структуры получаемой заготовки, получать заготовку из труднодеформируемого металла, повысить надежность в работе устройства. 2 с. и 3 з.п. ф-лы, 2 ил.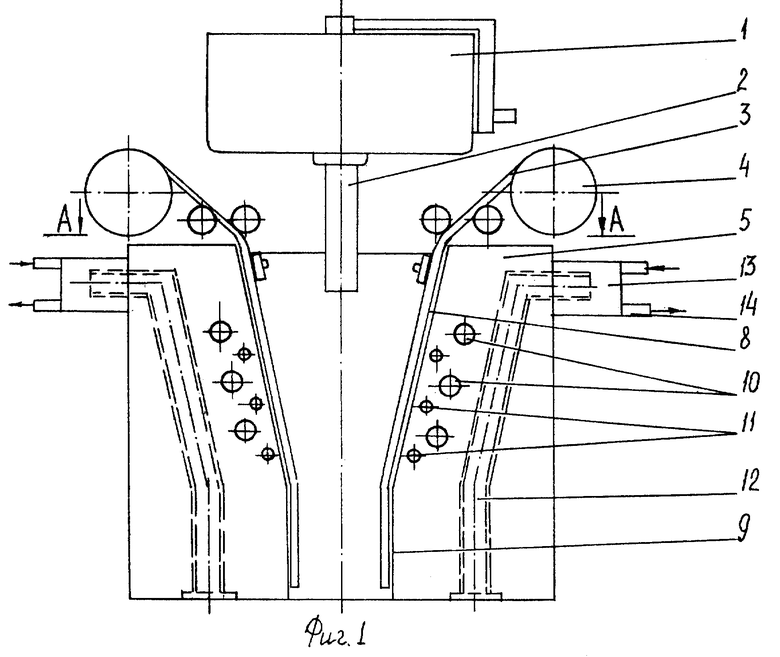
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2086346C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2077766C1 |
| Способ непрерывного литья | 1973 |
|
SU452413A1 |
| Способ получения творожного продукта с паприкой | 2016 |
|
RU2645460C2 |
| ФИКСИРУЮЩЕЕ УСТРОЙСТВО К МЕТАЛЛОРЕЖУЩИМ | 0 |
|
SU374128A1 |
