Изобретение относится к литейному производству, в частности к непрерывной разливке металлов.
Известен способ непрерывной отливки полой металлической заготовки (1. Патент N 5052469 США. Способ и оборудования для непрерывной отливки полой металлической заготовки. Опубл. 01.10.91г.), включающий заливку жидкого металла из промежуточного ковша в кристаллизатор с центральным водоохлаждаемым статором /стержнем/, подачу в кристаллизатор инертного газа и смазывающей жидкости, вытягивание полой заготовки.
Недостатками известного способа непрерывной отливки полой металлической заготовки /1/ является необходимость строгого согласования скорости разливки металла и вытягивания заготовки, наличие холодных и горячих трещин, газовых раковин, а также возможность получения только полых трубных заготовок с ограниченной толщиной стенки.
Наиболее близким к предложенному способу является способ получения непрерывнолитых полых заготовок (2.Патент РФ N 2077765. МКИ В 22 Д 11/00. Способ получения непрерывнолитых полых заготовок и устройство для его реализации. Опубл. 20.04.97г. Бюл N 11), включающий подачу жидкого металла в пространство между гранями кристаллизатора и установленным в нем центральным стержнем, формирование корочки на гранях кристаллизатора и стержне, калибровку внутренней поверхности полой заготовки и ее выталкивание из кристаллизатора, причем кристаллизатор выполняют с двумя вертикальными, совершающими возвратно-поступательное движение, и двумя наклонными в верхней части, совершающими вращательное движение, гранями, а сформированную корочку периодически разрушают с одновременным обжатием на наклонных гранях кристаллизатора и центральном стержне жидкого металла в количестве 20-40% и твердого металла в количестве 60-80% металла, подаваемого в пространство между гранями и центральным стержнем.
Недостатком известного способа /2/ является недостаточно эффективное охлаждение внутренней поверхности полой заготовки по длине и возможность приваривания металла со стенками кристаллизатора по причине неравномерности смазки.
Заявляемый способ направлен на создание высокопроизводительного процесса получения непрерывнолитых полых деформированных заготовок.
Технический результат, получаемый при осуществлении заявляемого способа заключается в повышении производительности процесса получения заготовок, получении полых заготовок произвольной формы с гарантированным качеством внутренней и наружной поверхности и мелкозернистой структурой.
Способ включает ввод затравки, подачу жидкого металла в пространство между гранями кристаллизатора и установленным в нем центральным стержнем, формирование корочки на гранях кристаллизатора и стержне, охлаждение внутренней поверхности заготовки с использованием воды, подачу в кристаллизатор смазывающей жидкости, ее калибровку, выталкивание из кристаллизатора, выполненного с двумя вертикальными, совершающими возвратно-поступательное движение, гранями и двумя гранями с наклонными участками в верхней части, совершающими вращательное движение, разрушение корочки с одновременным обжатием на наклонных гранях кристаллизатора и центральном стержне жидкого и твердого металла, при этом воду для охлаждения внутренней поверхности заготовки подают в канал, выполненный в центральном стержне и осуществляют ее отвод после обрезания головной части металла после выталкивания заготовки с затравой из кристаллизатора, при этом подача смазывающей жидкости в зону обжатия на двух вертикальных стенках осуществляется непрерывно, а на двух гранях с наклонными участками - в момент отхода поверхности стенок от заготовки.
Обрезание головной части металла после выталкивания заготовки с затравкой из кристаллизатора позволяет отводить из внутренней полости заготовки охлаждающую воду и обеспечивает дополнительное эффектное охлаждение металла.
Подача смазывающей жидкости в зону обжатия на двух вертикальных стенках осуществляется непрерывно по причине постоянного контакта поверхности стенок с заготовкой. На двух наклонных в верхней части стенках подача смазывающей жидкости в момент отхода заготовки от стенок обеспечивает равномерное распределение смазки в зазоре и меньшее давление жидкости в самой системе смазки.
Для реализации заявляемого способа заявляется установка, уровень техники которой известен /1,2/. Известное устройство для непрерывной отливки полой металлической заготовки /1/ содержит промежуточный ковш; водоохлаждаемый кристаллизатор с отверстиями для выхода воды и каналом с отверстиями для смазывающей жидкости; центральный статор /стержень/ с отверстиями для подачи охлаждающей воды, инертного газа и смазывающей жидкости; механизм перемещения статора /центрального стерня/.
Недостаток устройства /1/ заключается в возможности получения на нем только полой круглой заготовки со сравнительно низкими физико-механическими характеристиками металла. Кроме этого, в известном устройстве затруднен отвод охлаждающей воды из внутренней полости заготовки, что ухудшает охлаждение ее.
Наиболее близким к предложенной установке является устройство для получения непрерывнолитых полых заготовок /2/, содержащее разливочную емкость с дозирующим устройством, водоохлаждаемый кристаллизатор, выполненный с двумя вертикальными гранями, имеющими возможность возвратно-поступательного движения, и двумя гранями, выполненными наклонными в верхней части и с возможностью вращательного движения, центральный стержень, изготовленный с конической верхней и калибровочной нижней зонами.
Недостатком известного устройства /2/ является отсутствие системы смазки наружной и внутренней поверхности заготовки, а также недостаточная эффективность охлаждения поверхности металла, соприкасающейся с центральным стержнем.
Технический результат, получаемый при осуществлении заявляемой установки, заключается в повышении надежности работы установки и эффективности охлаждения и смазки внутренней поверхности заготовки.
Установка для получения непрерывнолитых полых деформированных заготовок содержит разливочную емкость с дозирующим устройством, водоохлаждаемый кристаллизатор, выполненный с двумя вертикальными гранями, имеющими возможность возвратно-поступательного движения, и двумя гранями, выполненными наклонными в верхней части с возможностью вращательного движения, центральный стержень с конической верхней и калибровочной частями и выполнена с каналами-коллекторами и отверстиями для подачи смазывающей жидкости и снабжена устройством для обрезания заготовок и установленными на гранях кристаллизатора с наклонными участками в верхней части тензометрическими датчиками с системой автоматического регулирования подачи смазывающей жидкости, при этом центральный стержень выполнен с каналами для подачи смазывающей жидкости и с полостью для подачи охлаждающей воды и рассекателем воды в нижней части.
Установка на наклонных в верхней части участках граней тензометрических датчиков с системой автоматического регулирования подачи смазывающей жидкости позволяет устанавливать моменты обжатия заготовки в случае максимальных значений усилий обжатия и момента отхода поверхности граней от заготовки - при минимальных значениях усилий обжатий, а также осуществлять регулирование подачи смазывающей жидкости.
Система автоматического регулирования подачи смазывающей жидкости содержит электрический клапан, который открывает или закрывает магистраль по сигналу, поступающему от тензометрического датчика.
Установка на наклонных участках граней устройства для обрезания заготовок позволяет осуществлять резку выходящего металла на мерные длины. При этом исключается необходимость расположения устройства для заготовок под кристаллизатором. Кроме этого, обрезание заготовки в горячем состоянии на выходе из кристаллизатора уменьшает необходимые усилия для резания металла и расход электроэнергии.
Установка в нижней части центрального стержня рассекателя воды обеспечивает ее равномерное распределение по внутренней поверхности полой заготовки, что повышает эффективность охлаждения металла.
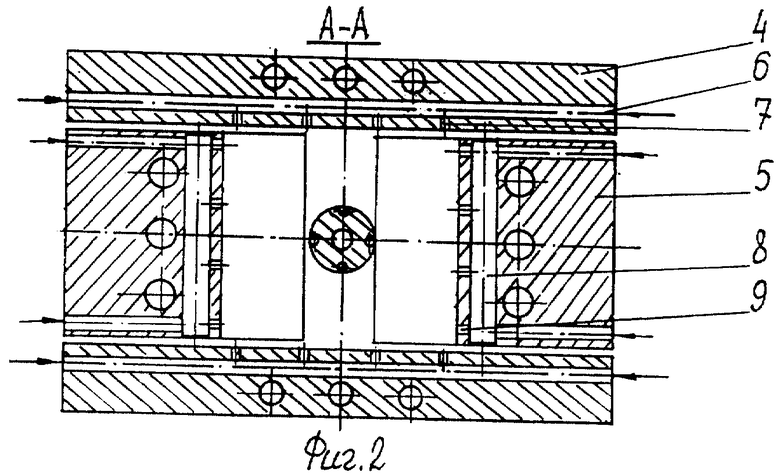
На фиг. 1 приведен внешний вид заявляемой установки, а на фиг. 2 - сечение А-А фиг. 1.
Заявляемая установка на фиг. 1 и 2 состоит из разливочной емкости 1 с дозирующим устройством 2, водоохлаждаемого кристаллизатора 3 с двумя вертикальными гранями 4 и двумя гранями 5, выполненными наклонными в верхней части с каналами-коллекторами 6, 8 и отверстий 7, 9 для подачи смазывающей жидкости, центрального стержня 10 с конической верхней и калибровочной нижней зонами с рассекателем воды 17, каналов 11 и 12 для подачи соответственно смазывающей жидкости и воды, тензометрических датчиков 13, устройства 14 для обрезания заготовок с режущими ножами 15 и привода перемещения ножей 16, сменной вставки 18 с болтом 19. Центральный стержень 10 закрепляется в верхней части вертикальных граней 4, что исключает его перемещение вместе с деформируемой заготовкой. Ножи 15 устанавливаются в пазах в нижней части граней 5, что обеспечивает их перемещение при обрезании заготовки. Тензометрический датчик 13 приклеивается на поверхности наклонных в верхней части граней 5 и закрывается от повреждений сменной вставкой 18, закрепляемой болтом 19.
Перед разливкой металла в нижнюю часть кристаллизатора 3 устанавливается специальное приспособление-затравка, исключающая выливание расплава и обеспечивающая центрирование стержня 10.
Способ осуществляется заявляемой установкой следующим образом.
Жидкий металл из разливочной емкости 1 через дозирующее устройство 2 поступает в кристаллизатор 3 с установленным в нем центральным стержнем 10. После достижения расплавом уровня расположения в гранях каналов-коллекторов 6,8,11 и отверстий 7,9 осуществляют подачу смазывающей жидкости. Включают привод граней кристаллизатора. При этом вертикальные грани 4 совершают возвратно-поступательное перемещение, а грани 5, выполненные наклонными в верхней части, - вращательное движение с обжатием корочки заготовки. Обжатие образующейся корочки осуществляется на поверхности граней 5 и стержне 10, а подача смазывающей жидкости в зазор между корочкой и поверхностями граней 3 и 4 уменьшает трение при перемещении заготовки. После выхода заготовки из кристаллизатора включают устройство 14 для обрезания затравки с заготовкой при помощи ножей 15 и привода их перемещения 10. Вода, выходящая из канала 12, ударяется в рассекатель 17 и разбрызгивается по внутренней поверхности заготовки. Усилия, воспринимаемые тензометрическими датчиками 13, передаются в систему автоматического регулирования с подачей смазывающей жидкости в зазор между заготовкой и поверхностью граней 5 при минимальных значениях усилий. При обжатии корочки заготовки на поверхности граней 5 со сменной вставкой 18 тензометрический датчик 13 воспринимает давление и образующийся сигнал поступает в систему управления работой электрического клапана с его закрытием, а соответственно, прекращением подачи смазывающей жидкости по магистрали к двум граням с наклонными участками в верхней части. В момент отхода граней 5 от заготовки тензометрический датчик 13 не воспринимает давление и сигнал не поступает в систему управления работой электрического клапана, который пропускает смазывающую жидкость граням.
Способ получения непрерывнолитых полых деформированных заготовок включает подачу жидкого металла в пространство между гранями кристаллизатора и установленным в нем центральным стержнем, формирование корочки на гранях и стержне, охлаждение внутренней поверхности заготовки водой, подачу в кристаллизатор газа и смазывающей жидкости, калибровку поверхности заготовки и ее выталкивание из кристаллизатора. После выталкивания заготовки с затравкой из кристаллизатора происходит обрезание головной части металла, а подача смазывающей жидкости в зону обжатия на двух вертикальных гранях осуществляется непрерывно, а на двух наклонных в верхней части гранях - в момент отхода поверхности от заготовки. В центральном стержне выполнены каналы для подачи смазывающей жидкости и воды для охлаждения. На наклонных в верхней части гранях установлены тензометрические датчики с системой автоматического регулирования подачи смазывающей жидкости и устройство для обрезания заготовок, а в нижней части центрального стержня установлен рассекатель воды. Реализация изобретения позволит повысить производительность процесса получения заготовок и получить полые заготовки произвольной формы с гарантированным качеством внутренней и наружной поверхности и мелкозернистой структурой при надежной работе установки и эффективном охлаждении и смазке внутренней поверхности заготовки. 2 с. п. ф-лы, 2 ил.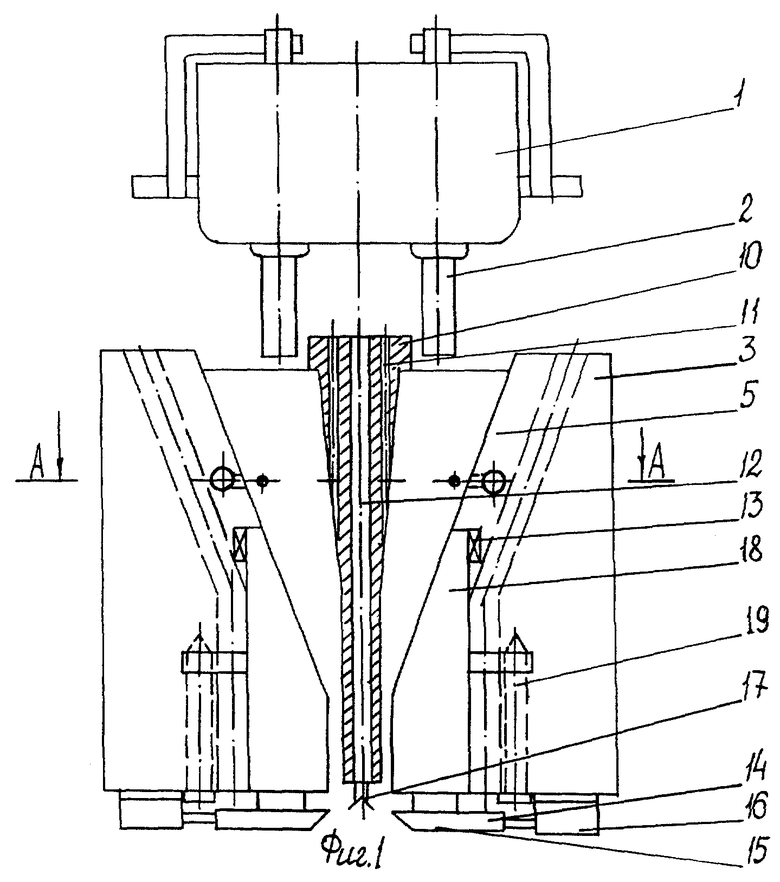
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1994 |
|
RU2077765C1 |
| РАКЕТНЫЙ ДВИГАТЕЛЬ ТВЕРДОГО ТОПЛИВА | 1996 |
|
RU2102623C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1995 |
|
RU2103105C1 |
| US 5052469, 01.10.1991. | |||
