Изобретение относится к металлургии и может быть использовано, в частности, для получения непрерывных деформированных полых заготовок из смеси измельченного металла (стружки) и расплава.
Известен способ получения непрерывнолитых полых заготовок [1. Патент 2077765 RU. Способ получения непрерывнолитых полых заготовок и устройство для его осуществления / В.В.Стулов, В.И.Одиноков. Опубл.20.04.97. Бюл. 11], включающий подачу жидкого металла в пространство между стенками кристаллизатора и установленным в нем центральным стержнем, формирование корочки на стенках кристаллизатора и стержне, калибровку внутренней поверхности полой заготовки и ее выталкивание из кристаллизатора, который выполняют с двумя вертикальными стенками, совершающими возвратно-поступательное движение, и двумя наклонными в верхней части стенками, совершающими вращательное движение, а сформированную корочку периодически разрушают с одновременным обжатием на наклонных стенках кристаллизатора и центральном стержне жидкого металла в количестве 20-40% и твердого металла в количестве 60-80% металла, подаваемого в пространство между стенками и центральным стержнем.
Недостатком известного способа [1] является возможность растрескивания полой заготовки со стороны двух вертикальных стенок, в частности при разливке труднодеформированных металлов и сплавов.
Известен способ получения непрерывнолитых деформированных полых заготовок [2. Патент 2136435 RU. Способ получения непрерывнолитых деформированных полых заготовок и устройство для его осуществления/ В.В.Стулов, В.И.Одиноков. Опубл. 10.09.99. Бюл. 25], включающий заливку жидкого металла в пространство кристаллизатора с двух сторон между установленным в кристаллизаторе центральным стержнем и его стенками, две из которых выполнены вертикальными с возможностью возвратно-поступательного движения, а две другие - наклонными в верхней части с возможностью вращательного движения, причем заливку жидкого металла осуществляют в пространство между центральным стержнем и вертикальными стенками кристаллизатора.
Недостатками способа [2] являются недостатки, присущие способу [1]. Кроме этого, существует возможность приваривания заливаемого металла к центральному стержню и вертикальным стенкам кристаллизатора, ухудшающее качество получаемой заготовки.
Заявляемый способ направлен на создание высокоэффективного процесса получения непрерывных деформированных полых заготовок с использованием измельченных металлов, в том числе отходов металлообработки (стружка).
Технический результат, получаемый при осуществлении заявляемого способа, заключается в
1) экономии топливно-энергетических ресурсов необходимых для расплавления металла;
2) повышении качества поверхности и внутренней структуры непрерывных полых заготовок.
Заявляемый способ характеризуется следующими существенными признаками.
Ограничительные признаки: заливка жидкого металла в пространство кристаллизатора с двух сторон между установленными в кристаллизаторе центральным стержнем и его вертикальными стенками; формирование корочки на стенках кристаллизатора и центральном стержне; калибровка внутренней и наружной поверхностей полой заготовки; выталкивание заготовки из кристаллизатора; в кристаллизаторе две вертикальные стенки выполнены с возможностью возвратно-поступательного движения, а две другие - наклонные в верхней части стенки выполнены с возможностью вращательного движения.
Отличительные признаки: в кристаллизатор одновременно засыпают измельченный металл, однородный заливаемому металлу, в количестве 40-60 мас.%; засыпка измельченного металла осуществляется по центру кристаллизатора; обжатие на наклонных в верхней части стенках и центральном стержне смеси металла.
Причинно-следственная связь между совокупностью существенных признаков заявляемого способа и достигаемым техническим результатом заключается в следующем.
Засыпка в кристаллизатор измельченного металла, однородного заливаемому металлу, в количестве менее 40 мас.% не исключает возможности приваривания металла со стороны вертикальных стенок и центрального стержня, а также приводит к растрескиванию заготовки. Кроме этого, возрастают требования к качеству металла, из которого изготавливаются стенки кристаллизатора и центральный стержень. Возрастает расход топливно-энергетических ресурсов, необходимых для расплавления измельченного металла, то есть снижается эффективность процесса в целом.
Засыпка в кристаллизатор измельченного металла, однородного заливаемому металлу, в количестве более 60 мас.% приводит к существенному понижению температуры заготовки в кристаллизаторе и как результат увеличению нагрузки на стенки кристаллизатора и необходимости увеличения мощностиего привода. Кроме этого, недостаточное количество жидкого металла в кристаллизаторе затрудняет сваривание частиц измельченного металла и уменьшает прочность получаемой полой заготовки.
Засыпка измельченного металла по центру кристаллизатора обеспечивает его равномерное смачивание жидким металлом и разогрев. Кроме этого, уменьшается температура нагрева центрального стержня, повышается его прочность и уменьшается вероятность приваривания металла к центральному стержню.
Обжатие на наклонных в верхней части стенках и центральном стержне смеси металла повышает прочность полой заготовки по причине более однородного по сечению кристаллизатора состава металла и равномерного напряженного деформированного состояния.
Для реализации заявляемого способа заявляется устройство, уровень техники которого известен [1, 2].
Известное устройство для получения непрерывнолитых полых заготовок [1] содержит разливочную емкость с дозирующим средством, водоохлаждаемый кристаллизатор и установленный в нем центральный стержень, выполненный с конической верхней и калибровочной нижней зонами, а верхняя часть центрального стержня выполнена в виде тепловой трубы, кристаллизатор выполнен с двумя вертикальными стенками, имеющими возможность возвратно-поступательного движения, и двумя стенками, выполненными наклонными в верхней части и с возможностью вращательного движения.
Недостатком известного устройства [1] является невозможность получения качественных полых заготовок из измельченного металла по причине отсутствия емкости для засыпки металла и сведений о ее расположении.
Известно также устройство для получения непрерывнолитых деформированных полых заготовок [2], содержащее разливочную емкость с дозирующим средством и погружными стаканами, водоохлаждаемый кристаллизатор и установленный в нем центральный стержень, выполненный с конической верхней и калибровочной нижней зонами и установленный на платформе с двумя окнами для заливки металла через стаканы, установленные между центральным стержнем и вертикальными стенками, платформа закреплена на неподвижных прижимных вертикальных плитах, а кристаллизатор выполнен с вертикальными рабочими стенками с возможностью возвратно-поступательного перемещения и двумя наклонными в верхней части рабочими стенками с возможностью вращательного движения.
Недостатками устройства [2] являются те же недостатки, присущие устройству [1].
Технический результат, получаемый при осуществлении заявляемого устройства, заключается в
1) повышении эффективности процесса деформации смеси металла;
2) повышении надежности работы кристаллизатора и срока его эксплуатации.
Заявляемое устройство характеризуется следующими существенными признаками.
Ограничительные признаки: разливочная емкость с дозирующим средством и погружными стаканами; водоохлаждаемый кристаллизатор, выполненный с двумя вертикальными стенками с возможностью возвратно-поступательного движения и двумя наклонными в верхней части стенками с возможностью вращательного движения; центральный стержень, установленный в кристаллизаторе и выполненный с конической верхней и калибровочной нижней зонами; центральный стержень закреплен на платформе с двумя окнами для заливки металла через стаканы, установленные между центральным стержнем и вертикальными стенками; платформа закреплена на неподвижных прижимных вертикальных плитах.
Отличительные признаки: емкость с измельченным металлом и дозатором в виде шнека; емкость с измельченным металлом и дозатором расположена в средней части разливочной емкости; ширина емкости с измельченным металлом "А" и расстояние между двумя окнами на платформе "A1" связаны соотношением A/A1=l, 3-l,5; колпак в форме конуса, установленный сверху центрального стержня.
Причинно-следственная связь между совокупностью существенных признаков заявляемого устройства и достигаемым техническим результатом заключается в следующем.
Наличие емкости с измельченным металлом и дозатором в виде шнека позволяет производить в нее загрузку металла и осуществлять непрерывную подачу измельченного металла в кристаллизатор. Выполнение дозатора в виде шнека предотвращает забивание емкости измельченным металлом и обеспечивает его перемешивание с равномерной выгрузкой.
Расположение емкости с измельченным металлом и дозатором в средней части разливочной емкости обеспечивает дополнительную сушку измельченного металла и повышение его температуры при засыпке в кристаллизатор. Кроме того, обеспечивается равномерное смачивание измельченного металла жидким металлом и создаются благоприятные условия для обжатия смеси металла.
Уменьшения соотношения А/А1<1,3 (где А - ширина емкости с измельченным металлом, A1 - расстояние между двумя окнами на платформе) затрудняет засыпку измельченного металла в кристаллизатор в нужном количестве. При A≤A1 измельченный металл забивается на платформе и не поступает равномерно в кристаллизатор, что нарушает процесс получения деформированных полых заготовок и ухудшает их качество.
Увеличение соотношения А/А1≥1,5 приводит к необходимости смещения погружных стаканов в сторону вертикальных стенок кристаллизатора, что затрудняет их расположение в кристаллизаторе и в разливочной емкости.
Установка сверху центрального стержня колпака в форме конуса уменьшает сопротивление движению измельченного металла при его засыпке по центру кристаллизатора.
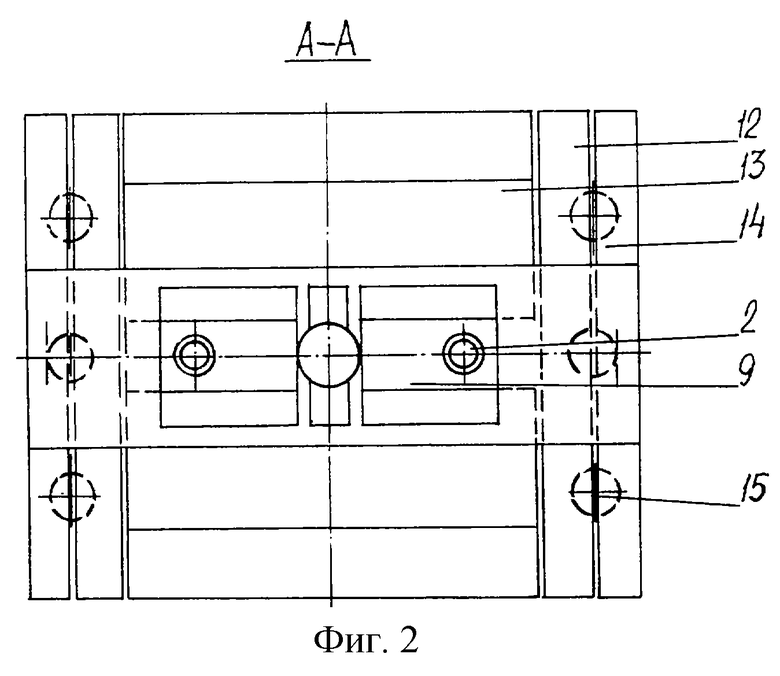
На фиг.1. показан внешний вид заявляемого устройства, а на фиг.2. - сечение А-А на фиг.1.
Устройство для получения непрерывных деформированных полых заготовок из измельченного металла на фиг. 1 и 2 состоит из разливочной емкости 1 с дозирующим средством и погружными стаканами 2, емкости 3 с измельченным металлом и дозатором 4 в виде шнека, центрального стержня 5 с конической верхней 6 и калибровочной нижней зоной 7, установленного на платформе 8 с двумя окнами 9, колпака 10, водоохлаждаемого кристаллизатора 11 с двумя вертикальными стенками 12 и двумя наклонными в верхней части стенками 13, неподвижных прижимных вертикальных плит 14 с подшипниками 15.
Перед заливкой расплава и засыпкой измельченного металла в нижнюю часть кристаллизатора 11 устанавливается специальное приспособление - затравка, предотвращающая проникновение металлов за пределы кристаллизатора и обеспечивающая центрирование центрального стержня 5.
Способ осуществляется заявляемым устройством следующим образом.
Жидкий металл из разливочной емкости 1 при помощи дозирующего средства поступает в кристаллизатор 11 через погружные стаканы 2, проходящие через окна 9 в платформе 8, с двух сторон между центральным стержнем 5 и вертикальными стенками 12. Одновременно из емкости 3 с помощью дозатора 4 в виде шнека производится засыпка измельченного металла по центру кристаллизатора. После достижения определенного уровня металла включается привод кристаллизатора 11. В результате вертикальные стенки 12, установленные на плоском подшипнике 15 и неподвижных прижимных вертикальных плитах 14, совершают возвратно-поступательное движение с выталкиванием полой заготовки, а наклонные в верхней части стенки 13 совершают вращательное движение с обжатием смеси на конической верхней зоне 6 центрального стержня 5 и калиброванием поверхности полой заготовки на калибровочной нижней зоне 7 стержня. Колпак 10, установленный сверху центрального стержня 5, исключает скапливание измельченного металла на платформе 8.
Изобретение относится к металлургии и может быть использовано, в частности, для получения непрерывных деформированных полых заготовок из измельченного металла и расплава. Сущность: в центр кристаллизатора одновременно засыпают измельченный металл, однородный заливаемому металлу, в количестве 40-60 мас. % и осуществляют обжатие на наклонных в верхней части стенках и центральном стержне смеси металла. Устройство снабжено емкостью с измельченным металлом и дозатором в виде шнека, расположенной в средней части разливочной емкости. Ширина емкости с измельченным металлом А и расстояние между двумя окнами на платформе A1 связаны соотношением A/A1=1,3-1,5. Сверху центрального стержня установлен колпак в форме конуса. Технический результат заключается в повышении качества поверхности и внутренней структуры заготовок при одновременной эффективной работе устройства. 2 с.п. ф-лы, 2 ил.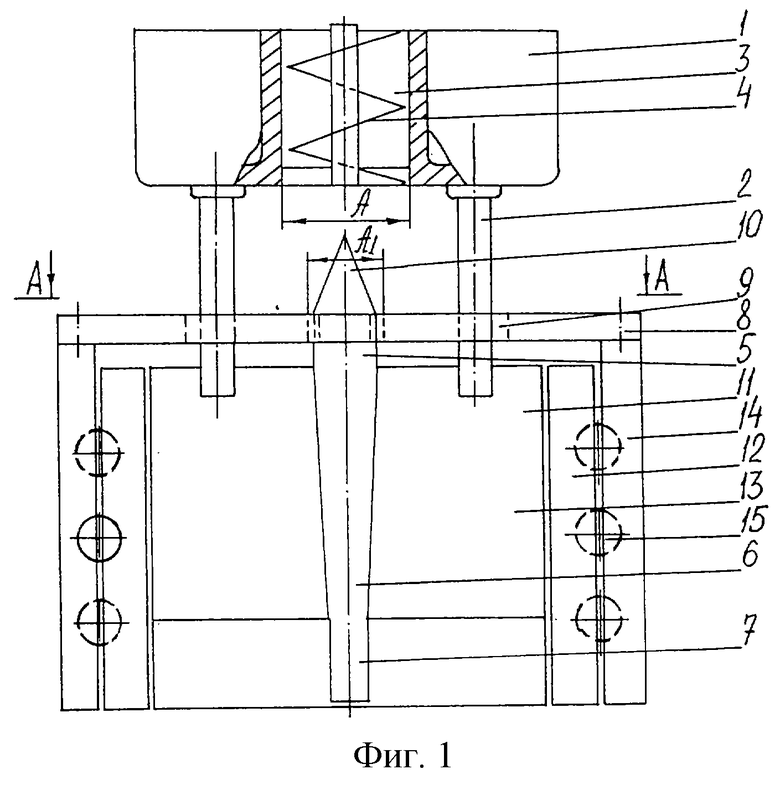
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ДЕФОРМИРОВАННЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2136435C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТЫХ ПОЛЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1994 |
|
RU2077765C1 |
| US 4969506, 13.10.1990 | |||
| ФИКСИРУЮЩЕЕ УСТРОЙСТВО К МЕТАЛЛОРЕЖУЩИМ | 0 |
|
SU374128A1 |
| JP 5973155, 25.04.1984. | |||
