Изобретение относится к области цветной металлургии, в частности к электролитическому получению алюминия.
Известен способ формирования самообжигающегося анода алюминиевого электролизера, включающий перестановку токоподводящих штырей, загрузку анодных масс с содержанием связующего 28-34 мас. % при периодически меняющейся плотности тока на подошве анода (Коробов М.А., Дмитриев А.А. Самообжигающиеся аноды алюминиевых электролизеров. - М.: Металлургия, 1972, с. 26-27).
Недостатком известного способа является расслоение коксопековой части анода с образованием в его поверхностном слое избыточного количества пека (от 40 до 60%), что приводит к большому выделению смолистых веществ. Кроме того, имеет место неудовлетворительное качество анода под штырями и возле стенок анодного кожуха вследствие затекания массы из верхнего слоя и последующего повышенного окисления боковой поверхности анода и его подошвы.
Известен способ формирования самообжигающегося анода алюминиевого электролизера из массы с низким содержанием связующего ("сухой") и массы с высоким содержанием связующего ("жирной"). "Жирную" анодную массу загружают непосредственно перед перестановкой и в период перестановки токоподводящих штырей, "сухую" анодную массу загружают сразу после перестановки штырей и далее в течение всего времени до следующей подготовки к перестановке штырей при меняющейся плотности тока на подошве анода (патент РФ 2124587 от 25.07.97). Этот способ принят за прототип.
При таком формировании анода верхний слой коксопековой части содержит от 26 до 30% связующего и только в период перестановки штырей содержание связующего в этой части анода увеличивается до 40%.
Недостатком данного способа является появление трещин и пор в теле анода при высокой плотности тока на его подошве, которые развиваются со временем и приводят к технологическим нарушениям в аноде, расстройству работы электролизера, сопровождающейся повышенными выбросами вредных веществ в окружающую среду, повышенным расходом анодной массы на т/Ал, повышенным съемом угольной пены и низкой наработкой металла.
Техническим результатом изобретения является формирования монолитного тела анода и снижение выделения смолистых веществ в окружающую среду.
Технический результат достигается тем, что в способе формирования самообжигающегося анода алюминиевого электролизера с верхнем токоподводом, включающим перестановку токоподводящих штырей, загрузку "сухой" анодной массы и массы с повышенным содержанием связующего перед перестановкой анодных штырей среднее содержание связующего в анодной массе, загружаемой в период между перестановкой анодных штырей, поддерживают в зависимости от анодной плотности тока подошвы анода.
При плотности тока на подошве анода 0,635-0,645 А/см2 среднее содержание связующего в анодной массе, загружаемой в период между перестановкой анодных штырей, поддерживают 29,0-29,4%.
При плотности тока на подошве анода 0,650-0,710 А/см2 среднее содержание связующего в анодной массе, загружаемой в период между перестановкой анодных штырей, поддерживают 29,5-31,5%.
При плотности тока на подошве анода 0,745-0,785 А/см2 среднее содержание связующего в анодной массе, загружаемой в период между перестановкой анодных штырей, поддерживают 31,6-32,6%.
Необходимость повышения баланса пека в аноде с ростом плотности тока на подошве обусловлено механизмом формирования анода, а именно с повышением плотности тока увеличивается термическая напряженность анода, сопровождающаяся ростом количества усадочных трещин и пор в углеродистом теле анода, что требует для их заполнения дополнительного количества пека.
Пример конкретного выполнения.
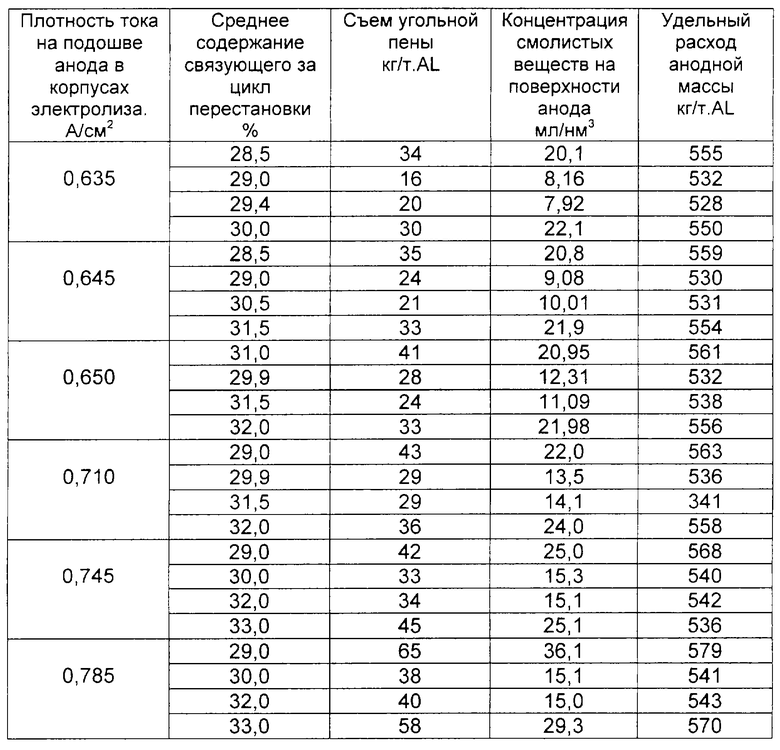
В нескольких корпусах электролиза на группе электролизеров имели плотность тока на подошве анода от 0,640 до 0,785 А/см2 и в течение одного года в анод грузили анодную массу с содержанием связующего от 26 до 41%. Результаты испытаний представлены в таблице.
Из таблицы видно, что лучшие показатели получаются при средних значениях связующего, указанных в качестве оптимальных величин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ТОКОПОДВОДОМ | 1997 |
|
RU2124587C1 |
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ТОКОПОДВОДОМ | 2001 |
|
RU2204628C1 |
| СПОСОБ ОБСЛУЖИВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА В ЭЛЕКТРОЛИЗЕРАХ С ВЕРХНИМ ТОКОПОДВОДОМ | 1994 |
|
RU2092621C1 |
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ПОДВОДОМ ТОКА | 1995 |
|
RU2085623C1 |
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1996 |
|
RU2095488C1 |
| СПОСОБ УСТРАНЕНИЯ ТРЕЩИНОВАТОСТИ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1996 |
|
RU2094538C1 |
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА | 2001 |
|
RU2215065C2 |
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА | 2001 |
|
RU2215066C2 |
| АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ПОДВОДОМ ТОКА | 1994 |
|
RU2082829C1 |
| СПОСОБ ПЕРЕСТАНОВКИ АНОДНЫХ ШТЫРЕЙ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ С ВЕРХНИМ ТОКОПОДВОДОМ | 1992 |
|
RU2026422C1 |
Изобретение относится к цветной металлургии, в частности к электролитическому получению алюминия. Техническим результатом изобретения является создание монолитного тела анода и снижение выделения смолистых веществ в окружающую среду. Способ включает перестановку токоподводящих штырей, загрузку "сухой" анодной массы и массы с повышенным содержанием связующего перед перестановкой анодных штырей. Среднее содержание связующего в анодной массе, загружаемой в период между перестановкой анодных штырей, поддерживают в зависимости от анодной плотности тока на подошве анода. При плотности тока на подошве анода 0,635-0,645 А/см2 среднее содержание связующего в анодной массе, загружаемой в период между перестановкой анодных штырей, поддерживают 29,0-29,4%. При плотности тока на подошве анода 0,650-0,710 А/см2 среднее содержание связующего в анодной массе, загружаемой в период между перестановкой анодных штырей, поддерживают 29,5-31,5%. При плотности тока на подошве анода 0,745-0,785 А/см2 среднее содержание связующего в анодной массе, загружаемой в период между перестановкой анодных штырей, поддерживают 31,6-32,6%. 3 з.п. ф-лы, 1 табл.
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ТОКОПОДВОДОМ | 1997 |
|
RU2124587C1 |
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 1994 |
|
RU2078852C1 |
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА | 1998 |
|
RU2148107C1 |
| СПОСОБ ФОРМИРОВАНИЯ САМООБЖИГАЮЩЕГОСЯ АНОДА АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА С ВЕРХНИМ ПОДВОДОМ ТОКА | 1995 |
|
RU2085623C1 |
| GB 1528176, 11.10.1978. | |||

