Изобретение относится к цветной металлургии, в частности к футеровке зоны формирования клинкера вельц-печей.
Известны способы футеровки вращающихся печей и вельц-печей, включающие уложенные по окружности участки кладки из огнеупорных кирпичей периклазохромитового состава, которые выполнены из кирпичей, отличающихся по длине на 1/5-1/3 (см. авт. свид. СССР 1635680 по кл. F 27 B 7/28) и огнеупоров толщиной 230 и 300 мм (см. статью "Цветные металлы", 1993, 9, с. 29-30).
Недостатком указанных способов является высокие тепловые потери через кожух печи в связи с использованием однослойной футеровки из основных огнеупоров (периклазохромитовых), имеющих более высокую теплопроводность, чем кислые огнеупоры (шамотные).
Наиболее близкий по технической сущности и достигаемому результату является футеровка вращающейся печи для вельцевания цинксодержащих материалов, выполненная из кислых и основных огнеупоров, где нижний слой футеровки состоит из кислого огнеупора, а верхний из основных огнеупоров с чередующейся толщиной кладки в пределах 1:1,5 - 1:2 по окружности печи (см. авт. свид. 1349418 по кл. F 27 B 7/28).
Недостатком указанного способа является перегрев рабочей поверхности основных огнеупоров, соприкасающейся с расплавленной шихтой вельцевания, что приводит к сокращению срока службы футеровки, особенно при переработке цинковых кеков с высоким содержанием меди и сульфидов, приводящих к штейнообразованию.
Предложена футеровка вращающейся печи для вельцевания цинксодержащих материалов, выполненная уложенными по окружности чередующимися участками кладки из двух слоев, состоящих из кислых и основных огнеупоров, и одного слоя основного огнеупора, а отношение ширины участков из двухслойной и однослойной кладки составляет от 5:1 до 100:1.
Техническим результатом изобретения является повышение срока службы футеровки.
На чертеже изображен разрез футеровки в зоне формирования клинкера вельц-печи по окружности печи. Футеровка вращающейся печи выполнена из основных (1,2) и кислых (3) огнеупоров.
Предложенная футеровка испытана в промышленных условиях. Испытания показали, что при футеровке вельц-печи в зоне формирования клинкера чередующимися участками кладки по окружности из двух слоев, состоящих из кислых и основных огнеупоров и одного слоя основного огнеупора при отношении ширины участков из двухслойной и однослойной кладки от 5:1 до 100:1, возрастает срок службы футеровки при переработке цинковых кеков. При повышении содержания суммы меди и сульфидной серы в кеке более 5% наибольший срок службы футеровки с соотношением ширины участков 5:1, а при сумме содержания меди и сульфидной серы в цинковом кеке менее 3% наибольший срок службы кладки у футеровки с соотношением ширины участков двухслойной и однослойной кладки 100: 1. При соотношении ширины участков менее 5:1 и более 100:1 ухудшается механическая прочность кладки и увеличиваются затраты на футеровку печи. Только в рассмотренных граничных условиях возрастает срок службы футеровки печи при вельцевании цинковых кеков.
Промышленные испытания проходили на вельц-печах 40 х 2,5 м. В качестве кислых огнеупоров использовали шамотный кирпич марки ША5, а в качестве основных огнеупоров периклазохромитовые кирпичи марки ПХС-9, 10 и ПХС-12.
Вельцеванию подвергали цинковый кек состава, %: цинк - 19-23%, железо 22-32%, медь 2-4%, сера сульфидная 0,8-1,8%. Расход коксовой мелочи составил 420-440 кг/т кека. Температура выходящего из печи клинкера изменялась от 1100 до 1150oС.
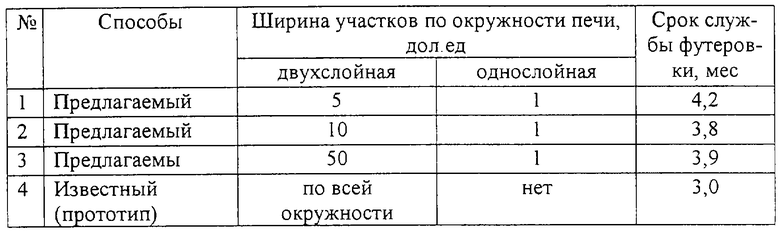
В таблице приведены результаты испытаний вариантов футеровки вращающейся печи при вельцевании цинковых кеков.
Как видно из приведенных в таблице данных, при использовании предлагаемой футеровки возрастает срок ее службы в 1,25-1,4 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЕЛЬЦЕВАНИЯ ЦИНКИНДИЙСОДЕРЖАЩИХ МАТЕРИАЛОВ | 2000 |
|
RU2172355C1 |
| СПОСОБ ВАЛЬЦЕВАНИЯ ОКИСЛЕННЫХ ЦИНКСОДЕРЖАЩИХ МАТЕРИАЛОВ | 1996 |
|
RU2119965C1 |
| СПОСОБ ПЕРЕРАБОТКИ ЦИНКСОДЕРЖАЩИХ МАТЕРИАЛОВ | 2001 |
|
RU2197549C1 |
| СПОСОБ ПЕРЕРАБОТКИ ЦИНКСОДЕРЖАЩИХ МАТЕРИАЛОВ | 2000 |
|
RU2175356C1 |
| ШИХТА ДЛЯ ВЕЛЬЦЕВАНИЯ ЦИНКИНДИЙСОДЕРЖАЩИХ КЕКОВ | 2000 |
|
RU2169781C1 |
| СПОСОБ ВЕЛЬЦЕВАНИЯ ЦИНКСОДЕРЖАЩИХ МАТЕРИАЛОВ | 1997 |
|
RU2122596C1 |
| СПОСОБ ВЕЛЬЦЕВАНИЯ ЦИНКОВЫХ КЕКОВ | 1998 |
|
RU2150525C1 |
| СПОСОБ ВОДНОЙ ОТМЫВКИ ЦИНКОВЫХ КЕКОВ | 2000 |
|
RU2156314C1 |
| СПОСОБ ПЕРЕРАБОТКИ ЦИНКОВЫХ КЕКОВ | 1999 |
|
RU2170773C2 |
| СПОСОБ ПЕРЕРАБОТКИ ЦИНК- И МЕДЬСОДЕРЖАЩИХ СВИНЦОВЫХ КЕКОВ И ПЫЛЕЙ | 1998 |
|
RU2150520C1 |
Изобретение относится к цветной металлургии, в частности к футеровке зоны формирования клинкера вельц-печей. Футеровка выполнена из уложенной по окружности чередующимися участками кладки из двух слоев, состоящих из кислых и основных огнеупоров, и одного слоя основного огнеупора, причем отношение ширины участков из двухслойной и однослойной кладки составляет от 5:1 до 100:1, обеспечивается увеличение срока службы футеровки. 1 табл., 1 ил.
Футеровка вращающейся печи для вельцевания цинксодержащих материалов, выполненная из кислых и основных огнеупоров по окружности чередующимися участками кладки, отличающаяся тем, что участки кладки выполнены из двух слоев, состоящих из кислых и основных огнеупоров, и одного слоя основного огнеупора, при отношении ширины участков из двухслойной и однослойной кладки от 5 : 1 до 100 : 1.
| SU 1349418 A1, 27.07.1999 | |||
| ЦВЕТНЫЕ МЕТАЛЛЫ, 1993, № 9, с | |||
| Солесос | 1922 |
|
SU29A1 |
| КОМБИНИРОВАННАЯ ФУТЕРОВКА ВРАЩАЮЩЕЙСЯ ПЕЧИ | 1992 |
|
RU2018774C1 |
| ФУТЕРОВКА ВРАЩАЮЩЕЙСЯ ПЕЧИ | 1997 |
|
RU2130571C1 |
| DE 3023229 A1, 14.01.1982 | |||
| US 3425674, 04.02.1969 | |||
| DE 3523723, 08.01.1987. | |||

