Изобретение относится к теплотехнике, в частности к теплообменникам с увеличенной площадью поверхности теплообмена в единичном объеме теплообменника, в компрессоростроении, энергетике, химической и пищевой промышленности.
Известны пластинчато-ребристый теплообменник, состоящий из пучка труб с пластинчато-ребристыми насадками, и способ его изготовления, который заключается в изготовлении насадок трапецеидальной (прямоугольной или треугольной) формы и надевании их на трубы [1].
Недостатком известного теплообменника является низкая эффективность, сложность конструкции, ограниченность его функциональных возможностей и низкие параметры давления охлаждаемого газа (до 5 МПа).
Недостатком способа является сложность изготовления пластинчато-ребристого теплообменника.
Наиболее близкими по технической сущности к заявленному изобретению являются трубчато-пластинчатый теплообменник, содержащий боковые плиты, имеющие отверстия, пластины, имеющие отверстия с отбортовками, и трубы, проходящие через отверстия боковых плит и пластин, и способ его изготовления, заключающийся в выполнении в пластинах отверстий с отбортовками, нанизывании пластин на трубы и обжимании пластин [2].
Недостатками известного трубчато-пластинчатого теплообменника являются
- низкая эффективность теплообмена, вызванная деформацией пластин смежными трубами, определяемая гладкой поверхностью отбортовок, которые создают ламинарный поток охлаждающего воздуха в каналах теплообменника, обусловленная высоким термическим сопротивлением перехода труба-пластина, которое связано с забиванием воздушной пылью зазора между отбортовкой и трубой и с кольцевым контактом отбортовки и трубы, а также с коррозией контактирующих поверхностей;
- сложность конструкции и повышенные массогабаритные показатели, связанные с установкой смежных труб под углом и фиксацией их боковыми плитами.
Недостатком способа является сложность технологии изготовления.
Целью предлагаемого изобретения является устранение указанных недостатков.
Технический результат - улучшение эффективности теплообмена, упрощение технологии изготовления, конструкции и снижение массогабаритных показателей трубчато-пластинчатого теплообменника.
Изобретение, излагаемое в настоящей заявке, предусматривает трубчато-пластинчатый теплообменник, содержащий боковые плиты, имеющие отверстия, пластины, имеющие отверстия с конусообразными лепестковыми отбортовками (отбортовки пластин наклонены экспоненциально под углом 0÷90o к горизонтали), и трубы, проходящие через отверстия боковых плит и пластин. Зазор между трубами и лепестками отбортовок пластин составляет не более 0,1d, где d - наружный диаметр теплообменных труб, и заполнен высокотеплопроводным коррозионно-стойким металлом (цинком или кадмием), поверхности трубчато-пластинчатого теплообменника последовательно защищены от коррозии двумя слоями коррозионно-стойких металлов (первый цинком или кадмием) и второй - хромом.
Способ заключается в выполнении в пластинах отверстий с отбортовками, предварительном выполнении насечек в заготовках пластин на глубину 0,5÷0,95 их толщины, выдавливании отверстий с конусообразными лепестковыми отбортовками, имеющих диаметр (0,90÷1,1)d, нанизывании пластин на трубы, с середины трубы нанизывание осуществляется с изменением направления отбортовок на противоположное, и обжиме пластин, заполнении методом электролиза (цинкования или кадмирования) высокотеплопроводным коррозионно-стойким металлом (цинком или кадмием) зазора между трубами и лепестками отбортовок пластин, поверхности трубчато-пластинчатого теплообменника последовательно защищают от коррозии методом электролиза двумя слоями коррозионно-стойких металлов, в первом слое методом цинкования цинком или кадмирования кадмием, во втором слое - хромом методом хроматирования.
Предложенные трубчато-пластинчатый теплообменник и способ его изготовления исключают недостатки известного устройства и способа, повышают эффективность теплообмена, упрощают конструкцию и снижают массогабаритные показатели трубчато-пластинчатого теплообменника, что повышает эффективность его использования.
Анализ информации показал, что заявленное техническое решение не известно из достигнутого уровня техники, в связи с чем оно соответствует критерию "новизна".
Подобное техническое решение явным образом не следует из уровня техники и, следовательно, соответствует критерию "изобретательский уровень".
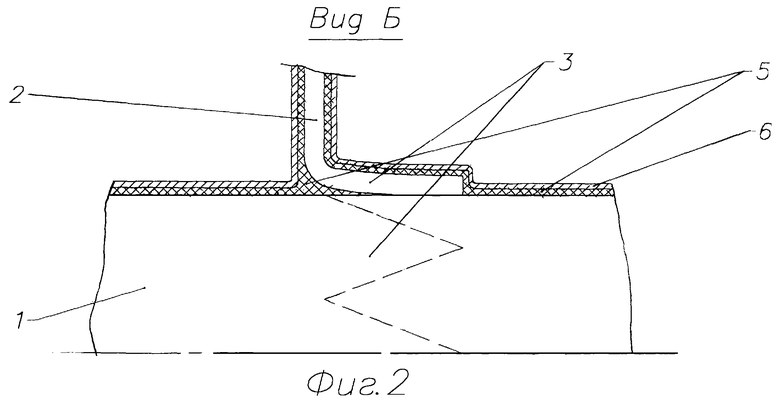
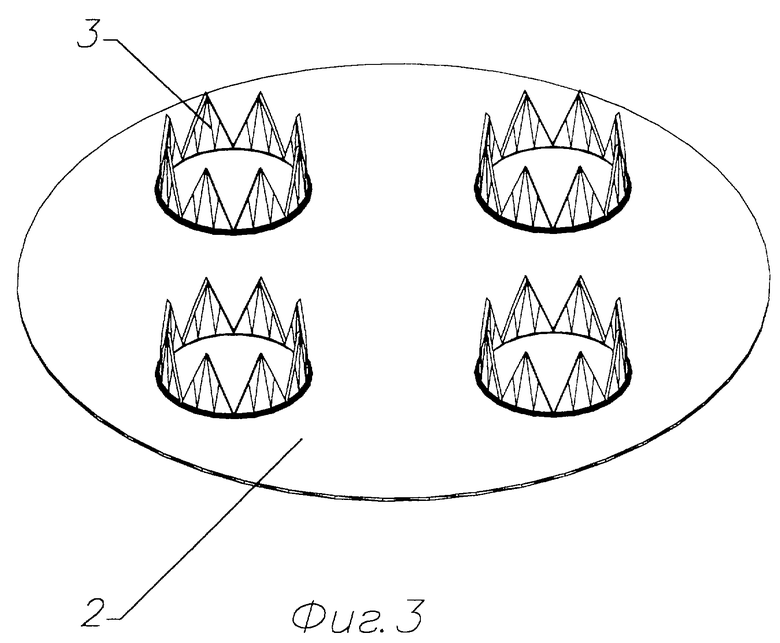
Заявленное изобретение создает положительный эффект, который выражается в том, что трубчато-пластинчатый теплообменник содержит боковые плиты, имеющие отверстия, пластины, имеющие отверстия с конусообразными лепестковыми отбортовками, отбортовки пластин наклонены экспоненциально под углом 0÷90o к горизонтали и трубы, проходящие через отверстия боковых плит и пластин. Зазор между трубами и лепестками отбортовок пластин заполнен высокотеплопроводным коррозионно-стойким металлом (цинком или кадмием), поверхности трубчато-пластинчатого теплообменника последовательно защищены от коррозии методом электролиза двумя слоями коррозионно-стойких металлов (первый цинком или кадмием) и второй - хромом. Лепестки отбортовок пластин создают поверхностные неровности и турбулентные потоки охлаждающего воздуха в каналах теплообменника, что повышает эффективность теплообмена.
Прочное диффузионное сцепление отбортовок пластин с трубами исключает их смещение и деформацию при эксплуатации и необходимость установки смежных труб под углом, что упрощает технологию изготовления и конструкцию и снижает массогабаритные показатели трубчато-пластинчатого теплообменника. Защита от коррозии контактного соединения отбортовок и труб и поверхностей трубчато-пластинчатого теплообменника повышает эффективность теплообмена трубчато-пластинчатого теплообменника.
Изложенное свидетельствует, что изобретение соответствует критерию "промышленная применимость".
Изобретение поясняется фиг. 1, 2 и 3, на которых схематично изображены трубчато-пластинчатый теплообменник и его элементы, содержащие боковые плиты 4, имеющие отверстия, пластины 2, имеющие отверстия с конусообразными лепестковыми отбортовками 3, трубы 1, проходящие через отверстия боковых плит и пластин. Зазор между трубой 1 и лепестками 2 отбортовки пластины 3 заполнен высокотеплопроводным коррозионно-стойким металлом 5, поверхности трубчато-пластинчатого теплообменника последовательно защищены от коррозии двумя слоями коррозионно-стойких металлов 5, 6.
Способ изготовления по изобретению заключается в выдавливании в заготовках пластин отверстий с конусообразными лепестковыми отбортовками 3, нанизывании пластин 2 на трубы 1 и обжиме пластин 2. Зазор между трубами 1 и лепестками отбортовок пластин 2 заполняют методом электролиза высокотеплопроводным коррозионно-стойким металлом 5, поверхности трубчато-пластинчатого теплообменника последовательно защищены от коррозии методом электролиза двумя слоями коррозионно-стойких металлов 5,6.
В ООО "НПП Уральский компрессорный завод" разработана техническая документация на трубчато-пластинчатый теплообменник и технологию его изготовления, изготовлена и испытана передвижная компрессорная станция, в которой реализовано заявляемое решение.
Положительные результаты испытаний трубчато-пластинчатого теплообменника и станции подтвердили их работоспособность, а также широкие возможности практического применения в будущем.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Поршневые компрессоры, Ленинград, "Машиностроение", 1987г., стр.244.
2. Патент RU, 1804010, Способ изготовления трубчато-пластинчатого теплообменника, 6 B 21 D 53/04, В 23 Р 15/26.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПЛАВ НА ОСНОВЕ МЕДИ | 1998 |
|
RU2138573C1 |
| СПОСОБ И УСТРОЙСТВО ЭЛЕКТРОХИМИЧЕСКОЙ ЗАЩИТЫ ТРУБОПРОВОДНОЙ АРМАТУРЫ ОТ ВНУТРЕННЕЙ КОРРОЗИИ | 2012 |
|
RU2536306C2 |
| Теплоаккумулирующий модуль-теплообменник | 2022 |
|
RU2791245C1 |
| СПОСОБ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ, УЗЕЛ СОЕДИНЕНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1995 |
|
RU2089317C1 |
| ОРЕБРЕННАЯ ТЕПЛООБМЕННАЯ ТРУБА С РАЗМЕЩЕННОЙ ВНУТРИ ВСТАВКОЙ | 1992 |
|
RU2041441C1 |
| Способ изготовления сердцевины трубчато-пластинчатого теплообменника | 1988 |
|
SU1776480A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБОПРОВОДА ДЛЯ ВОДО- И/ИЛИ ТЕПЛОСНАБЖЕНИЯ | 2005 |
|
RU2305814C2 |
| Универсальная переносная печь | 2023 |
|
RU2820725C1 |
| УСТРОЙСТВО ДЛЯ БИОЛОГИЧЕСКОЙ ОЧИСТКИ СТОЧНЫХ ВОД | 1992 |
|
RU2060964C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБЫ С ПЛАСТИНАМИ ТЕПЛООБМЕННИКА И ПЛАСТИНА ТЕПЛООБМЕННИКА (ВАРИАНТЫ) | 2014 |
|
RU2557825C1 |
Изобретение предназначено для применения в области теплотехники, а именно в компрессоростроении, энергетике, химической и пищевой промышленности. Трубчато-пластинчатый теплообменник содержит боковые плиты, имеющие отверстия, пластины с отбортовками и трубы, проходящие через отверстия боковых плит и пластин, причем пластины имеют отверстия с конусообразными лепестковыми отбортовками, отбортовки пластин наклонены экспоненциально под углом 0-90o к горизонтали, зазор между трубами и лепестками отбортовок пластин составляет не более 0,1d, где d - наружный диаметр теплообменных труб, и заполнен высокотеплопроводным коррозионно-стойким металлом, поверхности трубчато-пластинчатого теплообменника защищены от коррозии двумя слоями коррозионно-стойких металлов. Зазор между трубами и лепестками отбортовок пластин может быть заполнен цинком, поверхности трубчато-пластинчатого теплообменника защищены от коррозии последовательно цинком и хромом. Зазор между трубами и лепестками отбортовок пластин может быть заполнен кадмием, поверхности трубчато-пластинчатого теплообменника защищены от коррозии в первом слое кадмием. Способ изготовления трубчато-пластинчатого теплообменника, заключающийся в выполнении в пластинах отверстий с отбортовками, нанизывании пластин на трубы и обжимании пластин, причем в заготовках пластин на глубину 0,5-0,95 их толщины выполняют насечки, выдавливают отверстия с конусообразными лепестковыми отбортовками, имеющие диаметр (0,9-1,1)d, заполняют методом электролиза высокотеплопроводным коррозионно-стойким металлом зазор между трубами и лепестками отбортовок пластин, поверхности трубчато-пластинчатого теплообменника последовательно защищают от коррозии методом электролиза двумя слоями коррозионно-стойких металлов. Зазор между трубами и лепестками отбортовок пластин заполняют методом цинкования цинком, поверхности трубчато-пластинчатого теплообменника последовательно защищают от коррозии методом цинкования цинком с последующим покрытием хромом методом хроматирования. Нанизывание пластин с середины трубы осуществляется с изменением направления отбортовок на противоположное. Зазор между трубами и лепестками отбортовок пластин могут заполнять методом кадмирования кадмием, поверхности трубчато-пластинчатого теплообменника защищают от коррозии в первом слое методом кадмирования кадмием. Изобретение позволяет упростить технологию изготовления трубчато-пластинчатого теплообменника, а также повысить эффективность теплообмена в теплообменнике. 2 с. и 5 з.п.ф-лы, 3 ил.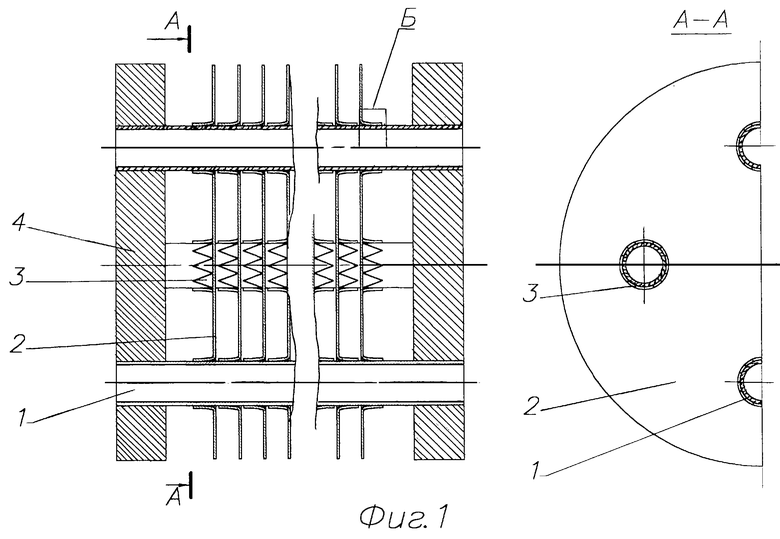
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТО-ПЛАСТИНЧАТОГО ТЕПЛООБМЕННИКА | 1990 |
|
SU1804010A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЫ ПЛАСТИНЧАТО-ТРУБНОГО ТЕПЛООБМЕННИКА | 1998 |
|
RU2144445C1 |
| Пластинчато-трубный теплообменник | 1981 |
|
SU983431A1 |
| Пластинчато-трубный теплообменник | 1983 |
|
SU1168796A1 |
| Приспособление для подачи заготовок меняющейся толщины в круглопалочных станках | 1928 |
|
SU16866A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛООБМЕННИКА | 1995 |
|
RU2079398C1 |

