Настоящее изобретение относится к установке для нанесения покрытия из изоляционного лака на стальную полосу, особенно на электротехническую стальную полосу.
Изобретение относится также к способам нанесения покрытий с использованием этой установки и к стальным полосам, покрываемым таким образом.
Известно покрытие неориентированной электротехнической стальной полосы с одной или двух сторон изоляционным лаком для того, чтобы улучшить эксплуатационные качества полосы, когда она применяется, например, в магнитном сердечнике электрической машины; изоляционные покрытия на электротехнических стальных пластинах сердечника уменьшают вихревые токи в пакете и, следовательно, уменьшают энергетические потери в стали.
Известные применения для стали нуждаются в покрытиях, которые являются по существу органическими по природе и показывают только достаточно хорошие пробивные характеристики. Такие покрытия, тем не менее, демонстрируют хорошие сварочные свойства. Напротив, другие покрытия содержат неорганические добавки и демонстрируют превосходные сварочные характеристики, но ведут себя плохо при пробое. Следовательно, должен быть выбран компромисс для покрытия, чтобы оно было пригодно для конечного требуемого применения.
Патент США-PS 4288492 раскрывает электротехнический стальной лист, покрытый изоляционным лаком из органического полимерного материала. Толщина лакового покрытия меньше 10 микрон, обычно между 1 и 8 микронами. Патент США PS-4288492 не раскрывает способ, посредством которого наносится покрытие, кроме ссылки на применение роликового устройства для покрытия. Традиционные роликовые устройства для покрытия обычно содержат ролик с канавками, который вращается в контакте с поверхностью листа, на который наносится покрытие, и оказывает регулируемое давление на него. Покрытия, наносимые такими роликами, склонны быть неравномерными, а ролики с канавками сами склонны к повреждению и блокированию из-за схватывания, что приводит впоследствии к плохому покрытию электротехнической стальной поверхности. Патент США PS-4288492 также раскрывает стадию отверждения нанесенного покрытия ультрафиолетовыми лучами или электронными лучами.
Крайне трудно с традиционными способами покрытия электротехнической стали изготовить очень тонкие покрытия равномерной толщины, являющейся необходимой из-за реологии нанесенного покрытия.
Для того чтобы быть пригодным для любых способов нанесения, например, многоходового способа пластифицирования роликом, покрытия нуждаются в смазывающей способности, придаваемой им органическими добавками. Однако покрытия на основе большого количества органического растворителя имеют много недостатков, например воспламеняемость, потребность в дорогостоящих форсунках для выгорания паров растворителя и потребность в устранении быстро испаряющихся органических компонентов.
Другие методы покрытия, например способ захватывающего ролика, ограничиваются низкой скоростью покрытия, потому что невозможно нанести жидкости с высокой вязкостью на захватывающий ролик. Такой метод имеет дальнейшие недостатки, например толщина результирующего покрытия становится нерегулярной, если имеются некоторые отклонения в скорости нанесения покрытия.
Система для нанесения покрытий на основания с использованием ролика, имеющего гравированную поверхность, представлена в "Raster- und Haschurenwalzen hergestellt mittels Lasertechnik" in COATING 12/95, St. Gallen CH, a средства для нагревания основания и установка для снижения вязкости лака представлены в патенте США А-4949667.
Установлено, что посредством настоящего изобретения относительно тонкое покрытие из органического или органическо/неорганического изоляционного лака высокой вязкости однородной толщины может быть нанесено последовательно на высоких скоростях на одну или обе поверхности листа из электротехнической стали, движущегося непрерывно между, например, разматывающим устройством и наматывающим устройством без добавления утончающих покрытие веществ к покрывающему лаку.
Согласно настоящему изобретению предложена установка для нанесения покрытия из изоляционного лака на поверхность движущегося стального листа, содержащая размещенный с возможностью вращения калибровочный ролик, поверхность которого определяет множество ячеек, резервуар, размещенный с возможностью размещения контролируемых количеств вязкого органического или органическо/неорганического изоляционного лака от источника такого лака, средство для погружения части поверхности ролика в ванну с лаком, присутствующим в резервуаре для вхождения лака в ячейки поверхности ролика, средство для сообщения вращения ролику, средство для удаления излишков лака с поверхности ролика, размещенный с возможностью вращения ролик для нанесения покрытия, имеющий по существу гладкую поверхность, свободную от канавок или других углублений, средство для вращения ролика для нанесения покрытия в контакте его поверхности с поверхностью несущего лак калибровочного ролика или промежуточного несущего лак передающего ролика, в результате чего лак, присутствующий в ячейках калибровочного ролика, передается к поверхности ролика для нанесения покрытия, и средство для перемещения покрываемой поверхности непрерывно мимо и в контакте с роликом для нанесения покрытия для нанесения непрерывного равномерного покрытия лака на эту поверхность, которая согласно изобретению далее содержит средство для нагревания и контроля температуры лака, присутствующего в резервуаре, до его передачи к калибровочному ролику.
Предпочтительно, чтобы по меньшей мере одна пара выглаживающих роликов была расположена далее по ходу движения от ролика для нанесения покрытия в направлении перемещения листа.
Желательно, чтобы лист являлся листом из неориентированной электротехнической стали.
Возможно, чтобы лак был предварительно нагрет до температуры между 40 и 50oС перед подачей в резервуар.
Полезно, чтобы лак, присутствующий в резервуаре, был нагрет до температуры между 40 и 50oС.
Целесообразно, чтобы лист был предварительно нагрет перед покрытием его лаком.
Предпочтительно, чтобы лак являлся УФ отверждаемым, а сушильная камера, включающая УФ лампы, была расположена далее по ходу движения от ролика для нанесения покрытия для отверждения нанесенного покрытия.
Желательно, чтобы разделительная перегородка граничила с лаком в резервуаре.
Возможно, чтобы лак в резервуаре находился под давлением.
Полезно, чтобы ролик для нанесения покрытия был покрыт нитриловым составом.
Целесообразно, чтобы установка далее содержала опорный ролик, расположенный ниже ролика для нанесения покрытия и в контакте с нижней покрываемой поверхностью листа.
Предпочтительно, чтобы имелось средство для изменения расстояния между противолежащими поверхностями ролика для нанесения покрытия и опорного ролика.
Желательно, чтобы скорости вращения роликов для нанесения покрытия, опорных и выглаживающих роликов контролировались для их по существу равенства.
Изобретение далее будет описано только с помощью не ограничивающего его примера с отсылкой к сопроводительным схематичным чертежам, где:
- на фиг.1 изображен вид сбоку установки для нанесения покрытия согласно изобретению;
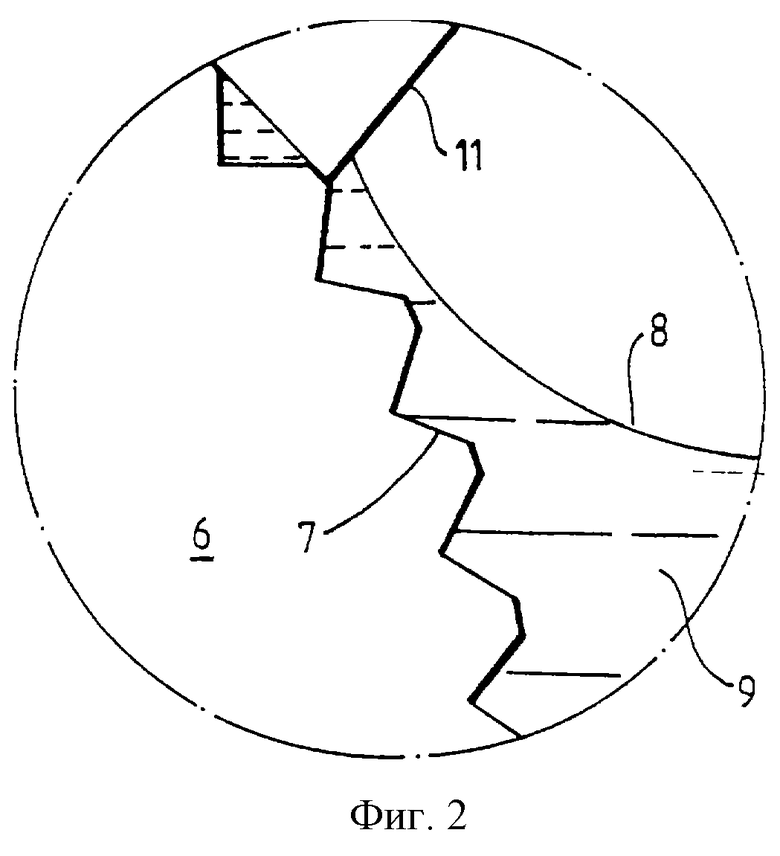
- на фиг. 2 - узел в увеличенном масштабе установки для нанесения покрытия по фиг.1, узел при этом обозначен окружностью II на фиг.1;
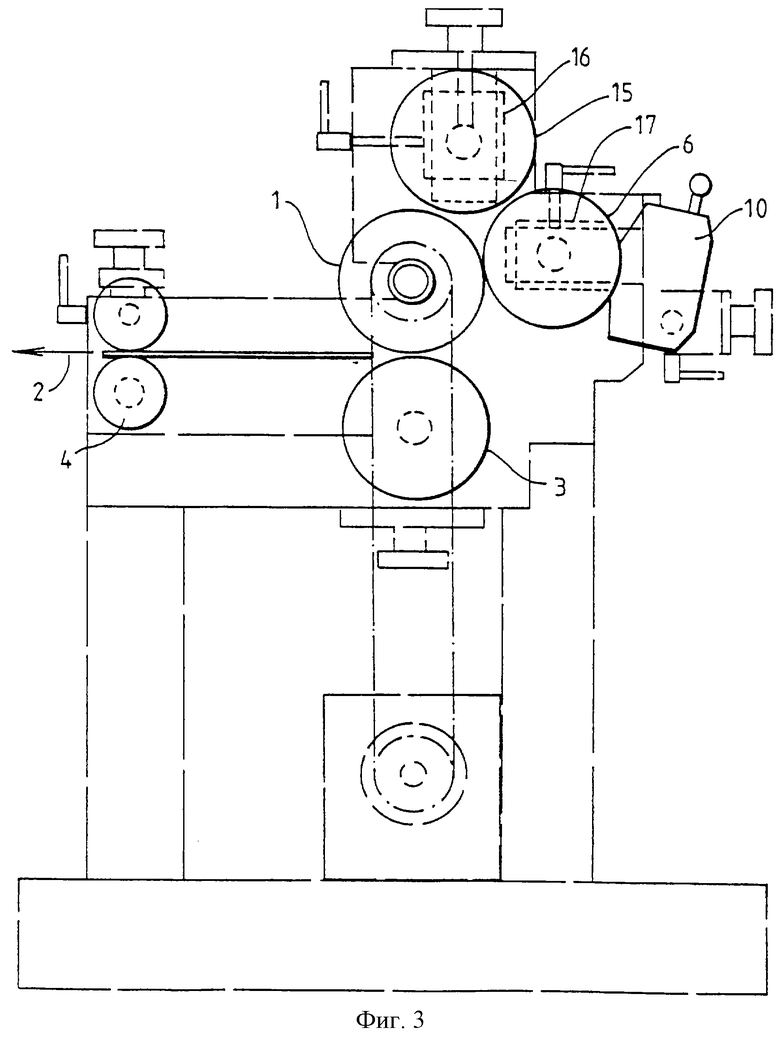
- на фиг.3 схематично изображена альтернативная установка для нанесения покрытия согласно изобретению;
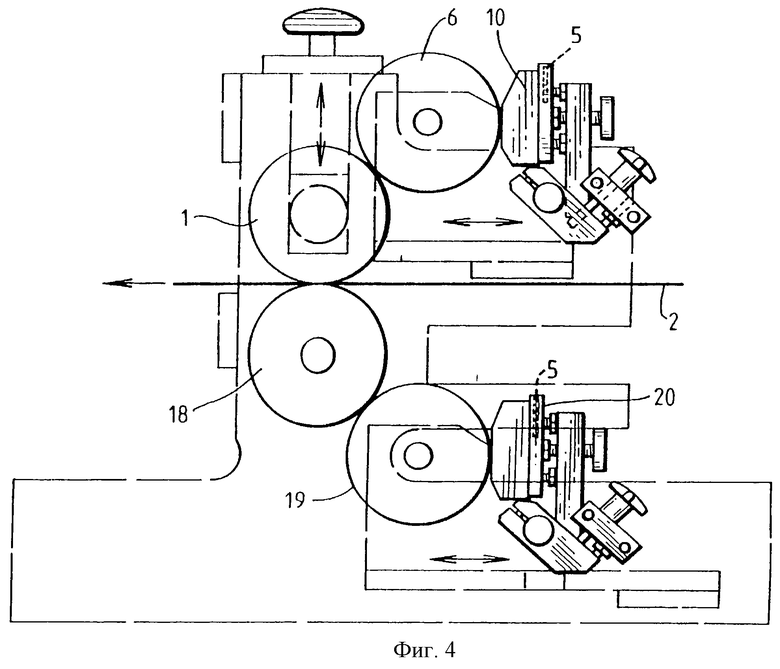
- на фиг.4 - вид сбоку дополнительной установки для нанесения покрытия согласно изобретению; и
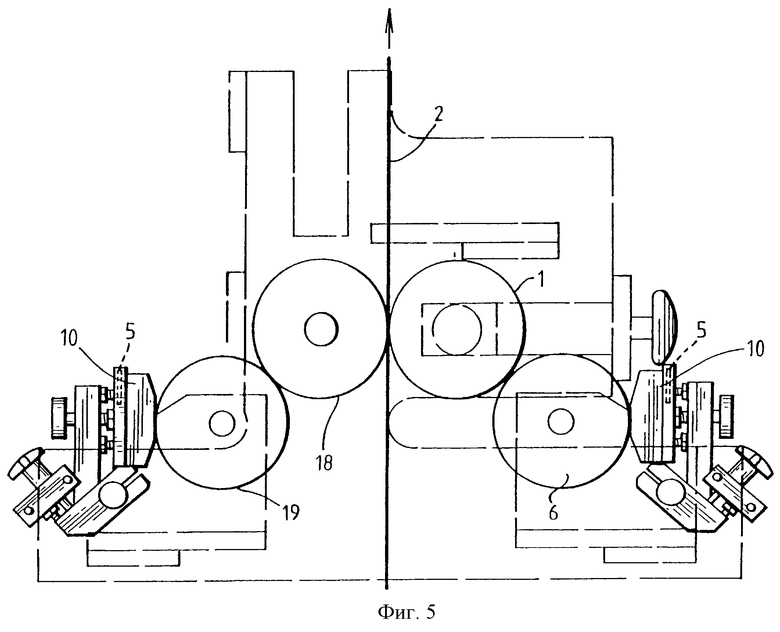
- на фиг. 5 изображен вид сбоку еще одной установки для нанесения покрытия согласно изобретению.
Установка для нанесения покрытия, как показано на фиг.1, содержит приводимый в движение двигателем ролик 1 для нанесения покрытия, внешняя гладкая поверхность которого свободна от канавок или других углублений и обычно покрыта резиноподобным составом с гладкой поверхностью, обычно нитриловой резиной.
Ролик вращается в направлении, указанном стрелкой А. Электротехнический стальной лист 2 (полоса) перемещается непрерывно около 60 м/мин ниже и в контакте с поверхностью ролика 1, в то время, как он проходит, например, от разматывающего устройства, расположенного справа на чертеже, к наматывающему устройству, расположенному слева на чертеже. Лист перемещается в направлении, обозначенном стрелкой В.
Опорный ролик 3 расположен непосредственно ниже ролика 1 для нанесения покрытия, чтобы поддержать лист 2 из электротехнической стали в то время, как он проходит непрерывно между захватом роликов 1 и 3. Минимальное давление прикладывается к листу 2 роликами 1 и 3. Опорный ролик 3 вращается в направлении, обозначенном стрелкой С, и может быть поднят или опущен, чтобы изменять расстояние между противолежащими поверхностями роликов. Одна или более пара выглаживающих роликов 4 может быть расположена далее по ходу от ролика для нанесения покрытия в направлении движения В листа. Эти выглаживающие ролики прилагают ограниченное давление к покрываемому листу, чтобы исключить все неровности поверхности. Ролик 1 для нанесения покрытия, опорные ролики 3 и выглаживающие ролики 4 могут быть управляемыми, чтобы вращаться на скорости около или точно подобной скорости перемещения покрываемого листа 2 из электротехнической стали.
Калибровочный ролик 6 расположен с одной стороны и в контакте с роликом 1 для нанесения покрытия, причем калибровочный ролик 6 осуществляет нанесение равномерного покрытия изоляционного лака УФ отверждения на поверхность ролика 1 для нанесения покрытия. Как видно из фиг.2, поверхность калибровочного ролика 6 выполнена посредством гравировки с множеством отдельных ячеек 7, каждая из которых способна принять и сохранить дозированное количество изоляционного лака 8 в то время, как поверхность калибровочного ролика 6 проходит через и частично погруженной в ванну 9 лака, удерживаемого в резервуаре 10.
Резервуар 10 содержит нагреватель 5, который управляется, чтобы удерживать температуру лака, присутствующего в резервуаре, между 40-50oС. Это обеспечивает то, что вязкость лака является достаточной для заполнения ячеек 7 и, следовательно, позволяет сформировать гладкое изоляционное покрытие. Вязкость лака, присутствующего в резервуаре, равна обычно 5-10 пуазам (пз). Нагреватель 5 может образовывать часть резервуара, как изображено, или может быть расположен, чтобы греть лак в то время, как он проходит от источника к резервуару. Может также иметь место предварительный нагрев листа.
Лак сохраняется под давлением в то время, когда находится внутри резервуара, чтобы исключить появление воздушных пузырьков внутри лака. Если они имеются, это может привести к недостаткам в лаковом покрытии. Пластина-скребок 11 удаляет с поверхности ролика 6 весь излишний лак, таким образом обеспечивая то, что только требуемое точное количество лака передается каждой ячейкой 7 к поверхности ролика 1 для нанесения покрытия. Толщина лакового покрытия, нанесенного на поверхности листа 2, может быть изменена просто изменением глубины ячейки и/или конфигурации ячейки и количества ячеек на единицу площади. Калибровочный ролик может быть быстро сменен для очищения или чтобы дать возможность установить новый ролик с возможностью осуществления другой толщины покрытия.
Альтернативно, для того чтобы уменьшить время замены на другую толщину покрытия, которое обычно требуется для замены протравленного калибровочного ролика, один или более дополнительных гладких резиновых калибровочных роликов могут быть добавлены, чтобы обеспечить передачу лака от ролика к ролику, дающую в результате возможность создать пределы толщины покрытия тем же самым протравленным роликом. Такая установка изображена на фиг.3. В этой установке имеется промежуточный передающий калибровочный ролик 15 и он может быть приведен посредством позиционирующего управляющего механизма 16 в контакт с поверхностью калибровочного ролика 6. Когда ролик 15 находится в контакте с роликом 6, ролик 16 перемещается в боковых направлениях посредством позиционирующего управляющего механизма 17 в положение, в котором он больше не находится в контакте с поверхностью ролика 1 для нанесения покрытия. Таким образом, лак из резервуара 10 наносится на поверхность ролика 1 для нанесения покрытия через оба калибровочных ролика 6, 16. Это позволяет наносить более тонкое покрытие лака на стальной лист. Изображено использование одного дополнительного калибровочного ролика, например, для уменьшения толщины покрытия от 1,7 до 1,0 микрона.
В неизображенном варианте осуществления изобретения опорный ролик 3 заменяется роликом для нанесения покрытия, снабжаемым лаком от калибровочного ролика тем же путем, каким снабжается калибровочный ролик 6. В этом варианте осуществления изобретения обе поверхности листа 2 покрываются одновременно.
После прохождения выглаживающих роликов 4 покрываемый лист проходит непосредственно к и через одну или более сушильные камеры, которые вмещают группу ультрафиолетовых ламп, расположенных выше, ниже или с одной стороны одной или каждой покрываемой поверхности движущегося листа.
Установка для покрытия, показанная на фиг.4, аналогична показанной на фиг.1, и почти всегда одинаковые ссылочные номера присвоены тем же элементам устройства. В этой установке опорный ролик 3 заменен на ролик 18 для нанесения покрытия, эквивалентный ролику 1 для нанесения покрытия. Ролик 18 связан с калибровочным роликом 19, эквивалентным ролику 6, который действует, который действует для нанесения равномерного покрытия изоляционного лака УФ отверждения на поверхность ролика 18, ролик 19 при этом берет лак из резервуара 20 с таким лаком. Температура лака, присутствующего в резервуаре 20, регулируется тем же путем, как описано выше в отношении фиг.1.
Таким образом, обе поверхности листа могут одновременно быть покрыты при использовании установки, показанной на фиг. 4. Установка также содержит средство для выведения резервуаров из контакта с соответствующими роликами для очищения, технического обслуживания и замены.
Установка для нанесения покрытия по фиг.5 является такой же, как на фиг. 4, за исключением того, что лист проходит вертикально между роликами 1, 18 для нанесения покрытия.
Также на фиг.5 сушильные камеры расположены в линию с роликами для нанесения покрытия. Время присутствия листа внутри УФ сушильной камеры или камер находится обычно между 0,5 и 1 с.
Обычно калибровочный ролик 6, 19 согласно настоящему изобретению имеет приблизительно 375 ячеек на дюйм (на 2,54 см) и обычно создает равномерное покрытие 1,7±0,1 г/м2. Каждый ролик 6, 19 может быть изготовлен с медно-хромовым или керамическим внешним покрытием и может быть вновь отшлифован и механически обработан, чтобы изготовлять новую ячеистую часть так часто, как требуется, пока размер ролика не станет проблематичным. Как отмечено, ролик 1, 18 для нанесения покрытия является гладким бесканавочным резиновым роликом. Опорный ролик 3, если он используется, является гладким стальным роликом для одностороннего покрытия листа. Так как ролики 1, 18, 3 не оказывают давления на лист 2, сфера действия разрушения ролика значительно снижается.
Лак 8 может быть одним из группы обжигаемых и необжигаемых лаков УФ отверждения, включая лаки, основанные на системах катионных смол, например базисной смолы с добавками 1-3% талька или 20% фосфата по весу. Может быть добавлен пигмент, чтобы придать цвет покрытию.
Лаки обычно имеют вязкость около 20-500 пз при 25oС и включают добавки, в частности, если требуется выполнение отверждаемого покрытия с защитой при обжиге. Неорганические добавки могут быть включены, чтобы обеспечить в законченном листе улучшенные сварочные характеристики и способность к обжигу. УФ покрытые стали демонстрируют очень хорошие характеристики способности к штамповке.
Современные разработки в УФ покрытиях исключают необходимость в растворителях. Отверждение лаков достигается перекрестным связыванием полимеров при УФ излучении.
Современные УФ покрытия с относительно низкой вязкостью могут иметь неприятные запахи, связанные с ними. Однако современные высоковязкие лаки согласно настоящему изобретению имеют очень небольшой запах и поэтому не требуют дорогостоящих вентиляционно-отводящих систем вокруг узла для нанесения покрытия. Также свойства, требуемые для покрытий электротехнической стали, более легко достигаются при использовании высоковязких лаков.
Потребление энергии при использовании систем УФ отверждения значительно меньше, чем в традиционных системах температурного отверждения.
Лаки УФ отверждения могут быть представлены в любом цвете. Пигментные добавки могут содействовать цветному кодированию различных продуктов.
Применение лаков в настоящем изобретении, когда они наносятся тонко, не страдает от кислородного ингибирования.
По существу, не наблюдается потока испарений от покрытий и единственным побочным продуктом является озон от УФ ламп, который при этом удаляется в атмосферу посредством традиционной системы отвода.
Способ согласно настоящему изобретению может быть применен к любому типу электротехнической стали независимо от состава.
Следующие примеры экспериментов, проведенных, чтобы испытать функционирование и характеристики установки и обсуждаемых способов, представлены только как не ограничивающий изобретение пример.
Образцы покрытий были подвергнуты воздействию высокой влажности и показали очень хорошее сопротивление коррозии, несмотря на толщину, меньшую чем 1 микрон. Изоляционное сопротивление было также хорошим, в пределах от 1 до 40 Ом. Эти испытания проводились в условиях отсутствия обжига и при использовании стандартного тестера изоляции Франклина. Для некоторых образцов способность к сварке являлась удовлетворительной. Некоторые образцы были подвергнуты обжигу, чтобы проверить способность к обжигу покрытий. Все образцы имели хороший внешний вид. Результаты взвешивания покрытий показали, что возможно изменять вес покрытий в относительно широких пределах. Электрическое сопротивление было более высоким и соответствовало более высокому весу покрытия.
Сварочные испытания показали, что покрытия способны к сварке, и было составлено мнение, что они являются приемлемыми и хорошими. Различные уровни талька были добавлены к определенным лаковым композициям, чтобы определить эффект при уменьшении способности склеиваться после обжига при 800oС, и было установлено, что добавки 2% талька были эффективны, чтобы предотвращать склеивание образцов вместе после обжига.
В дальнейших экспериментах необжигаемый лак был нанесен на лист при использовании калибровочного ролика с 14, 76 ячейки на мм (375 ячеек на дюйм). Приемлемые тонкие покрытия были получены при использовании этих технических условий ролика и использование выглаживающих роликов позволило выполнить покрытия с более лучшим внешним видом. Приемлемое изоляционное сопротивление было отмечено для всех образцов.
Действие УФ интенсивности на степень отверждения было изучено. Даже при низкой УФ интенсивности (385 мДж/см2) отверждения было достигнуто хорошее сопротивление химическому воздействию, при этом был осуществлен способ определения степени отверждения.
Было установлено приемлемое изоляционное сопротивление перед обжигом.
Одним преимуществом покрытых неориентированных электротехнических сталей согласно изобретению является то, что они могут быть уменьшены в холодном состоянии без нарушения целостности покрытия и продолжать демонстрировать приемлемое изоляционное сопротивление после обкатывания.
Способность к обкатыванию покрытого стального листа ультрафиолетового отверждения была подтверждена последующим удлиненным путем обработки обкатыванием множества листовых изделий вплоть до 9%.
В этих испытаниях обкатываемости лист из неориентированной электротехнической стали был покрыт различными лаками УФ отверждения на опытной линейной установке и толщина покрытия, сопротивление химическому воздействию и изоляционное сопротивление покрытий были оценены. Различным покрытым образцам был дан удлиненный цикл обработки вплоть до 9% с использованием прокатного стана с уменьшением в холодном состоянии. Вслед за уменьшением в холодном состоянии электрическое изоляционное сопротивление образца устанавливалось с использованием стандартного способа тестирования Франклина и было осуществлено детальное наблюдение покрытия на оптическом микроскопе.
Покрытия на образцах, используемых для испытаний уменьшения в холодном состоянии, были следующие:
а) базисный лак, высокое УФ отверждение, предварительно нагретый лист;
б) базисный лак, среднее УФ отверждение, предварительно нагретый лист;
в) базисный лак, 1% талька, высокое УФ отверждение;
г) базисный лак, 1% талька, высокое УФ отверждение, используемый выглаживающий ролик;
д) базисный лак, 3% талька, высокое УФ отверждение;
е) базисный лак, 3% талька, высокое УФ отверждение, используемый выглаживающий ролик.
Вслед за уменьшением в холодном состоянии, при рассмотрении покрытия невооруженным глазом, оказалось, что его внешний вид является превосходным, а при рассмотрении поперечного сечения покрытия через оптический микроскоп не было видимого признака отслоения покрытия или расщепления от лежащей в основе стальной поверхности даже при самом высоком удлиненном цикле обработки 9%.
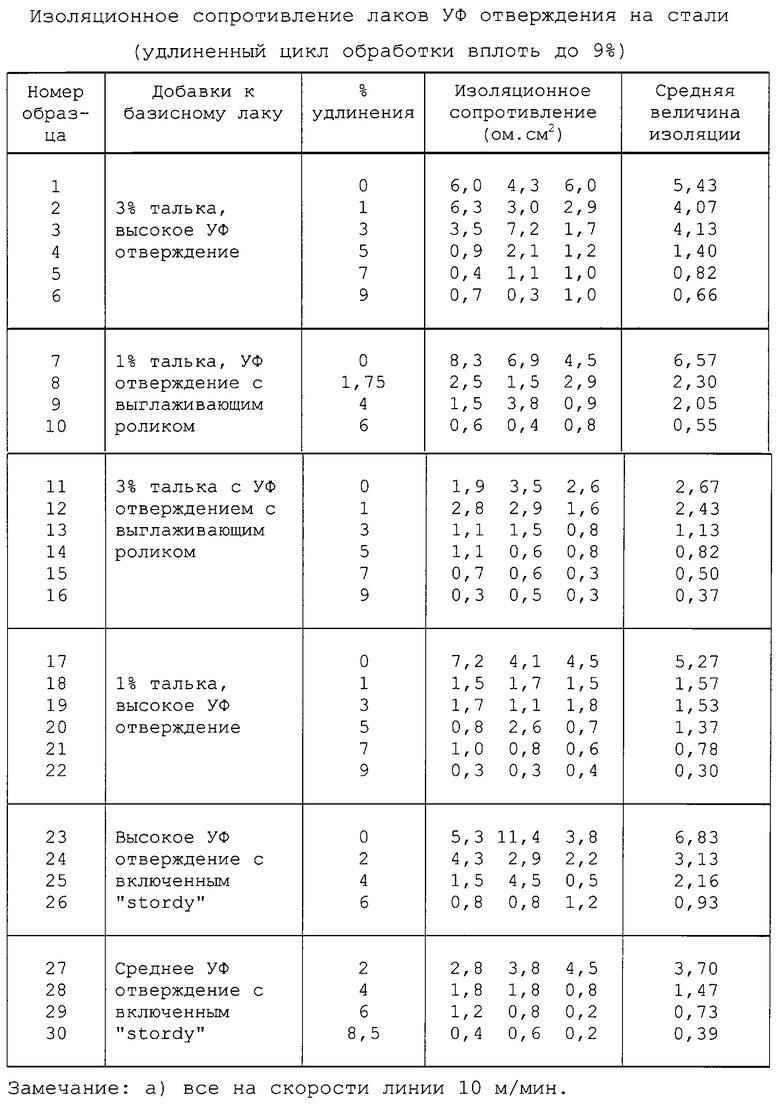
Результаты изоляционных измерений на различных образцах в условиях отсутствия обжига даны в таблице.
Обнаружено, что изоляционное сопротивление для нередуцированной стали было обычно 5 Ом•см2 и что после удлиненного цикла обработки 8% изоляционное сопротивление было уменьшено до 1 Oм•см2.
Для различных образцов покрытой лаком стали УФ отверждения было показано, что изоляционное сопротивление понизилось до 0,5-1,0 Oм•см2 после удлиненного цикла обработки 6%, данные для образцов, для которых выглаживающий ролик применен, при этом демонстрируют самые низкие значения.
Обычно удлиненный цикл обработки 6% дается современному коммерчески применимому материалу, который также демонстрирует значения изоляции от 0,5 до 1,0 Oм•см2 при этих % удлинения, и он рассматривается как отвечающий требованиям.
Должно быть принято во внимание, что упомянутое выше является лишь иллюстрацией установки для нанесения покрытия согласно изобретению и что его модификации всегда могут быть выполнены в дополнение без нарушения объема прав изобретения, как установлено в приложенной формуле изобретения.
Изобретение относится к установке для нанесения покрытия из изоляционного лака на стальную полосу, особенно на электротехническую стальную полосу. Установка для нанесения покрытия из изоляционного лака на движущуюся поверхность листа содержит способный вращаться ролик, поверхность которого определяет множество ячеек, и резервуар, вмещающий ванну нагретого органического или органическо/неорганического изоляционного лака, в который погружена часть поверхности ролика. Изоляционный лак входит в ячейки поверхности ролика, а излишки лака удаляются с поверхности ролика. Вращаемый ролик для нанесения покрытия, имеющий по существу гладкую поверхность, свободную от канавок или других углублений, вращается в контакте его поверхности с поверхностью несущего лак ролика, в результате чего лак, находящийся в ячейках ролика, передается к поверхности ролика для нанесения покрытия. Покрываемая поверхность движется непрерывно мимо и в контакте с поверхностью ролика для нанесения равномерного покрытия лака на эту поверхность. Лист является предпочтительно листом из неориентированной электротехнической стали. Техническим результатом изобретения является то, что относительно тонкое покрытие из органического или органическо/неорганического изоляционного лака высокой вязкости однородной толщины может быть нанесено последовательно на высоких скоростях на одну или обе поверхности листа из электротехнической стали, движущейся непрерывно, без добавления утончающих покрытие веществ к покрывающему лаку. 12 з.п. ф-лы, 1 табл. 5 ил.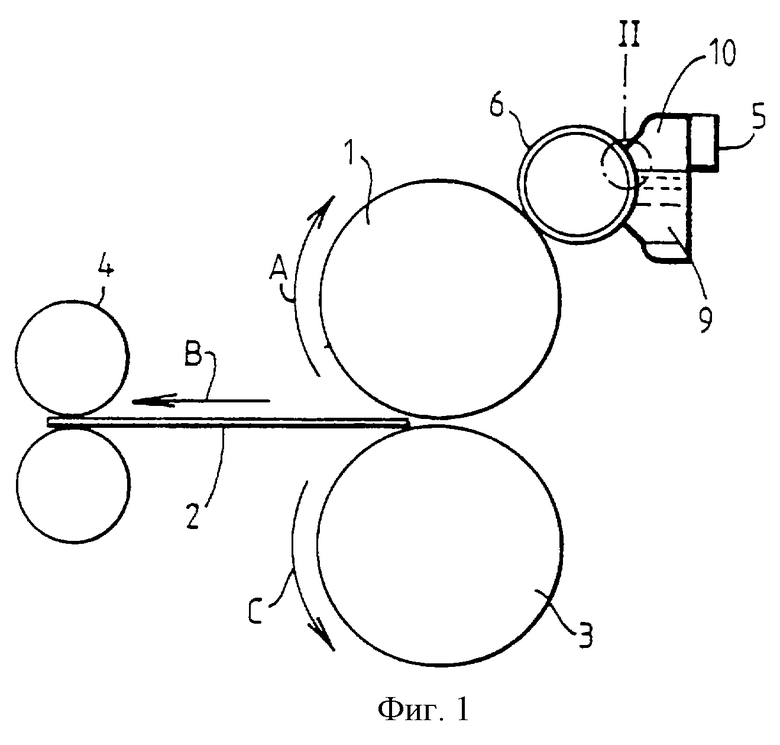
| COATING, № 28, 1995, рage 482-485 | |||
| US 4949667 А, 21.08.1990 | |||
| SU 1680359 А1, 30.09.1991 | |||
| Установка для нанесения клея | 1988 |
|
SU1549610A1 |
| Футляр для спичечных коробок | 1926 |
|
SU6763A1 |

