Область техники, к которой относится данное изобретение, - ядерная энергетика. Из циркониевых сплавов изготавливают следующие изделия [1, с.38]: особо тонкостенные трубы для оболочек твэлов, тонкостенные трубы для каналов водоводяных и кипящих реакторов; прутки для пробок-заглушек твэлов и прутки больших диаметров для массивных концевых изделий кассет-сборок; листы для изготовления кожухов кассет и каландровых труб; листы и ленты для дистанционирующих решеток и других деталей кассет; проволоку для тех же целей, прутки и трубы разных размеров для крепления и подвески твэлов в кассетах сборках, а также другие детали, находящиеся в активной зоне реактора. Все эти элементы контактируют либо с водным теплоносителем при температуре 265-288oС [2, с. 14,15], либо с газовым - азотно-гелиевая смесь с примесью СО, СО2, Н2О [1, с.49], и подвергаются высокотемпературной, в дальнейшем термической коррозии.
Термическая коррозия циркониевых сплавов характеризуется следующими факторами [1, с. 149]. На поверхности оксидной пленки происходит адсорбция молекул окислителя (воды, окислительные компоненты примеси газовой атмосферы, такие как О2, СО, CO2 и т.д.), которые, захватывая электроны, образуют ионы кислорода (и водорода в случае взаимодействия с водой). Ионы кислорода диффундируют под действием градиента электрохимического потенциала к границе раздела фаз металл - оксид, электроны - в противоположном направлении [3, с. 140] , в результате чего на границе раздела металл - оксид происходит образование молекул ZrO2 и достраивание т.о. оксидного слоя.
Образующаяся оксидная пленка состоит, в основном, из моноклинной двуокиси циркония и является достаточно плотной и хорошо сцепленной с поверхностью металла. Кинетика окисления циркония и его сплавов не подчиняется какому-либо одному закону, вернее, не может быть описана одним кинетическим уравнением. Начальный период окисления обычно описывается параболическим уравнением, выражающим тот факт, что скорость роста пленки обратно пропорциональна ее толщине. Теоретически это отвечает вышеупомянутой [3] диффузии кислорода сквозь решетку диоксида циркония по анионным вакансиям. Математическое выражение параболического закона: Δm = c1t0,5, где Δm - привес (увеличение массы на единицу площади); c1 - константа параболического окисления; t - время. При достижении некоторой критической толщины пленки (зависящей от вида сплава, термической обработки, условий окислительной среды, температуры, облучения и т.д.) в кинетике коррозионного процесса наступает явление перелома или перехода к линейному закону. Уравнение кинетики принимает вид: Δm = c2t, где с2 - константа линейного окисления. Пленка обнаруживает при этом микропоры разных размеров, продольные и поперечные микротрещины. Линейный характер кинетики объясняется тем, что пленка сохраняет прилегающий к поверхности металла тончайший слой, не поврежденный порами и трещинами, диоксида циркония. Этот барьерный слой постоянен по толщине, поэтому и постоянен поток ионов кислорода, поступающих к границе металл - оксид, а следовательно, и скорость окисления при линейной кинетике.
В допереломный период окисления пленка хорошо сцеплена с металлом, черного цвета, блестящая, гладкая. Ей свойственны высокие защитные свойства. Такая защитная пленка является достехиометричной. Ее формула ZrO2-x, где х≤0,05. При переломе цвет пленки становится серым, затем по мере увеличения толщины белым. Пленка этого вида является стехиометричной, она становится рыхлой, осыпающейся. Эту стадию коррозии называют разрушением.
Известен традиционный способ повышения коррозионной стойкости циркониевых сплавов [1, с.84,85], аналог - заключающийся в том, что изделия из циркониевого сплава (например, трубы 82,7•6,5 мм из сплава циркалой-2) подвергают определенной технологической обработке - в данном случае холодной прокатке, а затем создают оксидную пленку на поверхности изделия, например, путем автоклавирования. При этой процедуре сформированная оксидная пленка отвечает допереломной стадии кинетики. Это заключение следует из того, что после коррозионных испытаний образцов труб в паре при 400oС в течение 72 ч (стандартная процедура автоклавирования) образец имеет однородную черную блестящую оксидную пленку и привес не более 22 мг/дм2 (толщина пленки соответствующая 1,5 мкм) для нагартованных труб из циркалоя-2 и сплава Н-2,5 (Zr-2,5%Nb).
Недостаток данного способа заключается в том, что при формировании таким образом защитной оксидной пленки коррозионная стойкость термообработанных труб ухудшается: привес достигает 35, а не 22 мг/дм2 (толщина пленки соответственно 2 мкм) для термообработанного сплава Н-2,5 [1, с.90], а это ускоряет наступление перелома в кинетике и тем самым повышает скорость окисления, как показано в работе [4].
Наиболее близким техническим решением для предлагаемого изобретения, взятым за прототип, является "способ изготовления деталей из сплава циркония для атомных реакторов" [5] . Способ основан на известном принципе поверхностной химико-термической обработки, во многих случаях улучшающей эррозионную и коррозионную стойкость сплавов. Способ заключается в том, что: 1) деталь подвергают конечной пластической обработке; 2) на ее поверхности формируют покрытие толщиной 0,1-0,01 мкм, осаждая из газовой фазы один или более элементов 5 и/или 6 группы; 3) после формирования покрытия на подложке из сплава циркония ее подвергают диффузионной обработке в неактивной среде с целью диффузии элемента, образующего покрытие, в сплав циркония; 4) сплав циркония с покрытием обрабатывают высокотемпературным водяным паром с целью формирования оксидного покрытия.
Во-первых, недостаток данного способа заключается в том, что процедура реализации способа достаточно сложна - она насчитывает четыре технологические стадии.
Во-вторых, недостаток данного способа заключается в том, что после формирования покрытия на подложке из сплава циркония ее подвергают диффузионной обработке в неактивной среде с целью диффузии элементов, из которого образовано покрытие. В этом случае неявно предполагается термическая обработка, включающая выдержку изделия в течение определенного промежутка времени при определенной температуре. Однако при такого рода процедуре происходит изменение структуры, фазового состава сплава и возможно ухудшение как механических, так и коррозионных свойств. Режим термической обработки - температура отжига и длительность выдержки циркониевых изделий строго регламентирован техническими условиями на изделие и не может изменяться произвольно. Так, например, для канальных труб из сплава Zr-2,5%Nb для реакторов РБМК допустимы исключительно три режима термической обработки [6, с.48]: отжиг 540oС - 5 ч (отоженное состояние, так называемое штатное); старение при 515oС - 24 ч (ТМО-1) и старение при 530-540oС - 24 ч (ТМО-2).
Однако из прототипа не следует, что при данных конкретных режимах отжига происходит диффузионное растворение покрытия, а значит, технический результат - повышение коррозионной стойкости изделий при штатных режимах термообработки в этом случае недостижим.
Технический результат, получаемый при реализации предлагаемого изобретения, состоит, во-первых, в упрощении способа - исключается, как минимум, одна технологическая стадия, а именно - диффузионная обработка покрытия в неактивной среде с целью диффузии элемента в циркониевый сплав, а во-вторых, в повышении коррозионной стойкости изделий из циркониевого сплава, уже подвергнутых термомеханической обработке.
Указанный технический результат достигается тем, что (1) изделие из циркониевого сплава подвергают термомеханической обработке, формируют любым способом на поверхности изделия оксидную пленку этого же сплава, отличающийся тем, что в оксидную пленку путем ионного внедрения вводят ионы одного из элементов пятой группы или выше, причем указанное внедрение осуществляют при энергии, обеспечивающей длину пробега пучка ионов предпочтительно не более толщины оксидной пленки; (2) способ по п.1, отличающийся тем, что в качестве ионов внедрения используют ионы азота начиная с флюенса 1015 см-2 и выше.
В описанном выше способе ионному внедрению подвергается не сам металл, а уже сформированная на его поверхности оксидная пленка. Ионным легированием уже сформированной на поверхности металла оксидной пленки можно уменьшить скорость реакции образования оксида, т.е. повысить коррозионную стойкость металла.
В подтверждение сказанного приведем известные аргументы. При окислении металла по реакции:
в случае диффузии реагентов через слой образующейся оксидной фазы константа скорости реакции имеет вид [7, с.293 (ф.9.83)]:
где R - газовая постоянная;
Т - температура;
b - стехиометрический коэффициент;
е - заряд электрона;
σs - суммарная ионная и электронная составляющие электропроводности оксидной фазы;
tel - число переноса электронов и дырок оксидной фазы;
tion - число переноса анионов и катионов оксидной фазы;
Рin - давление кислорода на границе оксид - металл ("внутреннее");
Рex - давление кислорода на границе оксид - газовая фаза ("наружное").
Кинетикой гетерогенной реакции (1) можно управлять за счет введения примесей в продукт реакции. Действительно, как показано [7, с.313], введение катионной примеси с валентностью меньшей, чем валентность основного металла, приводит к уменьшению константы скорости реакции окисления, если стехиометрия продукта реакции нарушена в сторону избытка неметалла - в данном случае кислорода. Введение в продукт реакции ионов посторонней примеси с валентностью большей, чем валентность иона металла, приводит также к уменьшению константы скорости реакции окисления, если стехиометрия продукта реакции нарушена в сторону избытка металла. В этом случае константа окисления (2) преобразуется к виду [7, с.313 (ф.9.165)]:
где: ν константа равновесия квазиреакции образования кислородных вакансий;
константа равновесия квазиреакции образования кислородных вакансий; концентрация примеси в оксидной фазе;
концентрация примеси в оксидной фазе; соответствующее давление кислорода соответственно в слое оксида с нарушением стехиометрии и в слое с посторонней примесью.
соответствующее давление кислорода соответственно в слое оксида с нарушением стехиометрии и в слое с посторонней примесью.
Как видим, действительно в случае механизма переноса частиц по анионным вакансиям, т.е. когда стехиометрия растущей оксидной фазы нарушена в сторону избытка катионов - как это имеет место в случае коррозионной пленки на цирконии, введение в оксидную фазу примесного катиона с большей степенью окисления приводит к быстрому затуханию этого механизма - величина kΔ обратно пропорциональна квадрату концентрации посторонней примеси.
Чтобы достичь более заметного эффекта уменьшения скорости окисления, необходимо легировать оксидную пленку, отвечающую стадии допереломного окисления.
В этом случае, как сказано выше, пленка является плотной, хорошо сцепленной с металлом, не содержит пор и микротрещин, а диффузия кислорода через нее происходит исключительно в виде ионов. Когда же легированию подвергается пленка, отвечающая послепереломной стадии окисления, эффект уменьшения скорости окисления будет менее заметным, что связано с диффузией кислорода не в ионном, а преимущественно в атомарном виде по порам и микротрещинам в пленке.
Способ обработки циркониевых сплавов заключается в следующем. Изделие подвергают отжигу. Затем на изделии формируют пленку диоксида циркония. Уже после этого в полученную пленку ионным внедрением вводят один из элементов начиная с 5 группы и выше.
Пример осуществления описываемого способа.
1. Брали трубу с заводским номером 1587 из сплава Zr-2,5% Nb после заключительной термомеханической обработки 2 (ТМО-2), применяемой при изготовлении труб технологических каналов второго блока Игналинской АЭС. Данная обработка заключается в том, что трубу подвергают охлаждению из высокотемпературной области в смеси гелия и аргона, прокатке на размер 88х4 мм и старению при температуре 530-540oС в течение 24 часов. Труба после такой обработки характеризуется более низкой по сравнению со штатной обработкой скоростью радиационной ползучести, но в то же время более высокой скоростью окисления.
2. Затем на образцах заданных размеров, вырезанных из трубы, сформировали оксидные пленки путем термического окисления на воздухе при температуре 400oС, отвечающие различным кинетическим стадиям и обладающие соответственно различными защитными свойствами.
Коррозионные испытания проводили в печи электросопротивления в атмосфере воздуха при температуре 400oС. Точность поддержания температуры составляла±2oС и осуществлялась блоком регулировки Ш-4531. Контроль температуры осуществлялся термоэлектрическим преобразователем типа хромель-алюмель, термо э.д.с. которого измеряли универсальным вольтметром Щ-68003. Показателем скорости коррозии служил либо привес - увеличение массы окислившегося образца, отнесенный к единице площади (мг/см2), либо толщина пленки сформировавшегося оксида, либо цвет оксидной пленки. В первом случае образцы взвешивали на лабораторных весах ВЛР-20 с чувствительностью 0,005 мг. Во втором случае исследовали фотографическое изображение поперечного металлографического шлифа, полученное с помощью металлографического микроскопа при увеличении 160 крат. В третьем случае использовали аппарат макросъемки типа ФМН-2.
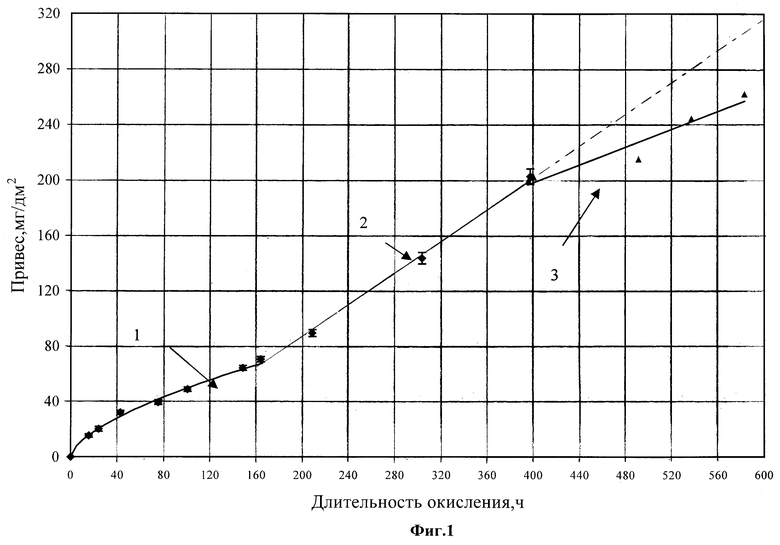
Кинетическая кривая окисления образцов представлена на фиг.1. Как видно из чертежа, это типичная кривая окисления циркониевых сплавов и она характеризуется наличием двух участков. Первый из них отвечает допереломной стадии окисления, когда скорость роста оксидной пленки уменьшается с течением времени. Второй участок отвечает послепереломной стадии, когда скорость роста оксидной пленки не зависит от времени. Экспериментальные точки увеличения массы на единицу площади (мг/дм2) от длительности окисления хорошо интерполируются зависимостями: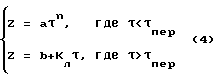
Вычисленные значения коэффициентов уравнений и показателя степени следующие: а= 3,1117 мг/дм•ч-n; b=-28,6119 мг/дм2; Кл=0,573 мг/дм2•ч; n=0,599. Как видно из этих данных, кинетика окисления на допереломной стадии близка к параболической, а на послепереломной - к линейной. Координаты точки пересечения находятся из решения системы уравнений (4). При τ = τпер левые части уравнений системы равны, соответственно получаем следующее уравнение относительно τпер:
aτ
Решая данное уравнение численными методами, получаем: τпер = 164 ч, Zпep=65,4 mr/дм2. С учетом этих данных послепереломную стадию кинетики окисления можно описать следующим уравнением:
Z = Zпер+Kл(τ-τпер) (6)
где параметр Кл - есть константа линейного окисления;
Znep - увеличение массы на единицу площади в момент перелома.
Внешний вид полученных при окислении образцов оксидных пленок также типичен.
На допереломной стадии сформировались оксидные пленки черного цвета(фиг. 2а), на послепереломной - светло-серого (фиг.2б).
3. В поверхностный слой испытываемых образцов осуществили ионное внедрение. В качестве легирующей примеси использовали азот - элемент 5 группы. Поскольку электроотрицательность азота меньше электроотрицательности кислорода (3 и 3,5 усл. ед. соответственно), то тенденциия к принятию электрона кислородом выше, чем азотом, следовательно, азот может рассматриваться как донор электронов. Ионному внедрению подвергались образцы в количестве 3 штук на каждую точку, отвечающие разным стадиям окисления на кинетической кривой: τo = 0 - чистый металл, τ1 = 42,5 ч (привес 32 мг/дм2 - толщина пленки оксида 2,2 мкм -допереломная стадия, пленка не содержит сквозных пор или микротрещин) и τ3 = 397 ч (привес 200 мг/дм2 - толщина пленки оксида 13 мкм - послепереломная стадия, пленка содержит сквозные поры и микротрещины).
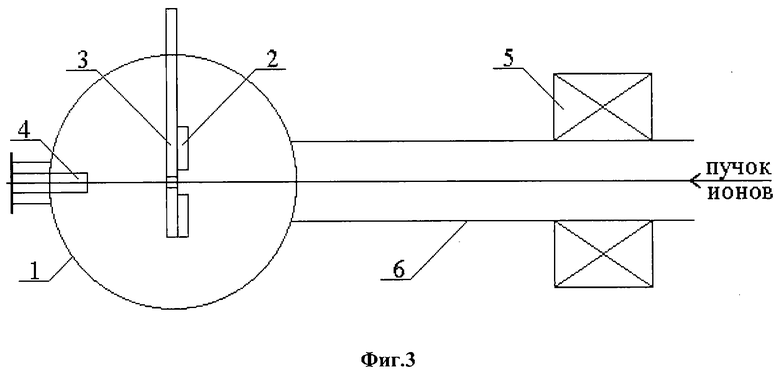
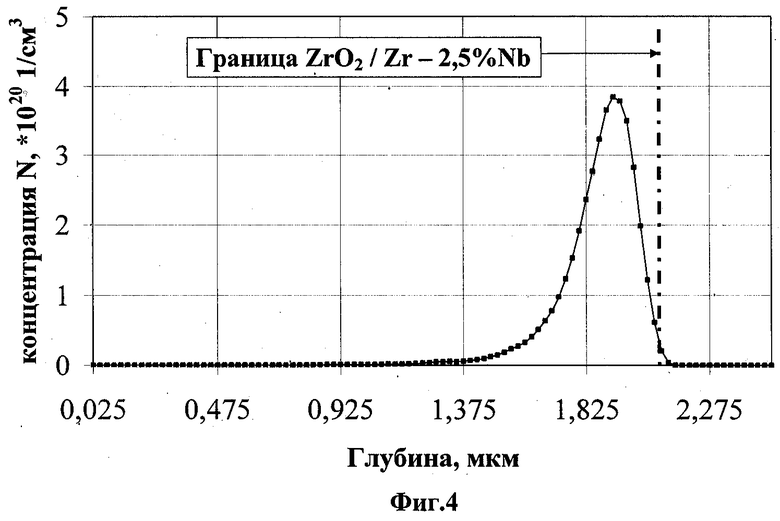
Ионное внедрение осуществлялось на циклотроне Р-7М Уральского государственного технического университета. Энергия ионов азота выбиралась такой величины, чтобы длина пробега пучка ионов не превышала толщину сформированной оксидной пленки. В этом случае все ионы локализовывались в сформированной оксидной пленке. Из этих соображений ионы ускорялись до энергии, равной 3,8 МэВ, ток пучка на пробнике был порядка 15-20 мкА. Разброс частиц в пучке по энергии составил около 0,5. Конструкция установки приведена на фиг.3. Пучок ионов сканируется системой магнитов (4) и попадает в экспериментальную камеру (1) на образец (2), расположенный на медном водоохлаждаемом держателе (3), и частично попадает в цилиндр Фарадея (4). Распределение концентрации внедренных ионов по глубине оксидной пленки изображено на фиг.4. Как следует из графика, легирующая примесь - азот целиком локализована в оксидной фазе. Профиль построен на основании алгоритма расчетов, приведенных в работе [8].
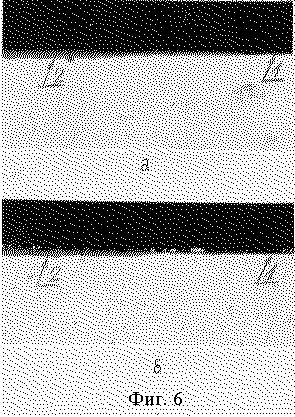
На фиг. 5 изображен внешний вид образцов с оксидными пленками исходной толщиной 2,2 мкм, подвергнутые затем ионному внедрению до различных флюенсов: а) 1014, б) 1015, в) 1016 см2 и последующему доокислению до ресурса 400 часов (флюенс - это отношение числа ионизирующих частиц, проникающих в объем элементарной сферы, к площади поперечного сечения этой сферы, см. например [9, с. 12] ). Как видно из фиг.5а, при первом значении флюенса внедренные ионы не оказывают замедляющего влияния на кинетику окисления: вся поверхность пленки однородна по цвету. При последующих значениях флюенса наблюдается отчетливо выраженный эффект: подвергнутая ионному внедрению область сохраняет черный цвет, характерный для допереломной стадии окисления, резко контрастируя с контрольной поверхностью белого цвета, характерной для послепереломного окисления (фиг.5б, 5в). На фиг. 6 представлены изображения металлографических шлифов образцов, приведенных выше соответственно на фиг.5б и 5в. На шлифе отчетливо проявляется граница раздела области внедрения ионов (1) и контрольной области (2). Толщины оксидных пленок на поверхности после ионного внедрения по меньшей мере в три раза меньше, чем на контрольной поверхности.
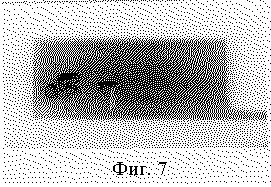
На фиг. 7 изображен внешний вид оксидной пленки образца, окисленного до ресурса 400 ч при тех же самых условиях, но на котором ионное внедрение осуществлялось не в оксидную пленку, а непосредственно в матрицу сплава до образования оксида. Внешне область внедрения не выделяется. Привес за это время составил 186 мг/дм2, что лишь 10% меньше по сравнению с привесом контрольных образцов (см. фиг 1).
При внедрении ионов в оксидную пленку, сформированную на стадии послепереломного окисления, константа окисления составила 0,461 мг/дм2, (см. фиг.1, кривая 3), что лишь на 20% меньше соответствующего значения для контрольных образцов, как сообщалось выше.
Источники информации
1. 3аймовский А.С. Никулина А.В., Решетников Н.Г. Циркониевые сплавы в атомной энергетике. - М.: Энергоиздат, 1981, 232с.
2. Прочность труб технологических каналов. Родченков Б.А., Рыбкин Е.Ю., Васнин А.М. и др. //Вопросы атомной науки и техники, серия: Материаловедение и новые материалы. 1990. вып.2(36), с. 14-21.
3. Кофстад П. Высокотемпературное окисление металлов. - М.: Мир, 1969, 392с.
4. Коррозия сплава Zr-2,5%Nb в газовой среде. Перехожев В.И., Поляков П. И. , Калачиков В.Е. и др. //Вопросы атомной науки и техники. Серия: Материаловедение и новые материалы. 1990, вып.2(36), с. 33-38.
5. 3аявка 3-71507. Япония. Опубликовано: РЖ - Изобретения стран мира. 1993, 4., вып.49 МКИ С 23, с. 27.
6. Технология изготовления труб из сплава Zr-2,5%Nb, установленных в реакторах РБМК. А.В.Никулина, Н.Г.Решетников, Т.Б.Шебалдов и др. //Вопросы атомной науки и техники, серия: Материаловедение и новые материалы. 1990, вып. 2(36), с. 46-54.
7. Ковтуненко П. В. Физическая химия твердого тела. - М: Высшая школа, 1993, 352с.
8. Пространственные распределения энергии, выделенной в каскаде атомных столкновений в твердых телах //А.Ф.Буренков, Ф.Ф.Комаров, М.А.Кумахов, М.М. Темкин. - М.: Энергоиздат, 1985, 248с.
9. Першенков B.C., Попов В.Д., Шальнов А.В. Поверхностные радиационные эффекты в элементах интегральных микросхем. - М.: Энергоиздат, 1988, 255с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЦИРКОНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2298049C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СКЛОННОСТИ ЦИРКОНИЕВЫХ СПЛАВОВ К НОДУЛЬНОЙ КОРРОЗИИ | 1990 |
|
RU2036465C1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ МЕТАЛЛОВ | 2011 |
|
RU2486285C2 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ПАРЦИАЛЬНОГО ДАВЛЕНИЯ КИСЛОРОДА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2092827C1 |
| ГАЗОИЗМЕРИТЕЛЬНЫЙ ДАТЧИК | 1995 |
|
RU2092828C1 |
| МАТЕРИАЛ НА ОСНОВЕ ЦИРКОНИЯ | 1993 |
|
RU2032759C1 |
| ДАТЧИК ВЛАЖНОСТИ | 1996 |
|
RU2096777C1 |
| Способ ионно-плазменного нанесения коррозионностойких пленочных покрытий на изделия из циркониевых сплавов | 2020 |
|
RU2816323C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПЛАСТИНЫ ИЗ ЦИРКОНИЕВОГО СПЛАВА | 2016 |
|
RU2633688C1 |
| СПОСОБ ОКСИДИРОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2000 |
|
RU2189400C2 |

Изобретение относится к области защиты от термической коррозии изделий, применяемых в ядерной энергетике, в частности труб технологических каналов и оболочек тепловыделяющих элементов, и направлено на повышение коррозионной стойкости. Изделие из циркониевого сплава подвергают термической обработке, формируют на поверхности любым способом пленку диоксида циркония, не содержащую сквозных пор и микротрещин, затем в пленку внедряют один из химических элементов начиная с пятой группы и выше. Ионное внедрение осуществляют при энергии, обеспечивающей длину пробега пучка ионов не более толщины оксидной пленки. 1 з.п. ф-лы, 7 ил.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| RU 9214628 А, 10.03.1997 | |||
| RU 9214611 А, 27.03.1997 | |||
| RU 98103241 А, 10.02.2000. | |||

