Изобретение относится к технологии пассивации металлических поверхностей оборудования и трубопроводов, в том числе и на атомных энергетических установках (АЭУ), а именно к технологии паротермического оксидирования.
Пассивация металлических поверхностей заключается в придании им повышенной коррозионной стойкости по отношению к условиям, в которых она находится. Пассивация металлов и сплавов путем их оксидирования обусловлена образованием оксидных защитных пленок, предохраняющих металл от растворения. При пассивации происходит облагораживание металла (т.е. сдвиг собственного потенциала металла в положительную область). В соответствии с агрегатным состоянием пассивирующего агента различают жидкостную пассивацию (в жидких водных растворах) и газовую, например паротермическое оксидирование (в среде перегретого пара).
В настоящее время известно множество способов оксидирования различных металлов и сплавов с целью получении художественных покрытий и улучшения коррозионной стойкости металлов. Основными, используемыми в настоящее время, способами оксидирования являются жидкостные способы.
Одним из таких способов является пассивация металлических поверхностей, основанная на процессе образования магнетита при термическом разложении на поверхности металла в водной среде комплексоната железа [1]. Процесс проводится в два этапа. Первый этап - при температуре менее 150oC, когда только начинается разложение комплаксоната железа. На этом этапе металлическая поверхность очищается и "активируется", а в воде образуются комплексонаты железа. На втором этапе повышают температуру выше температуры термического разложения комплексонатов. При разложении комплексонатов на металлических поверхностях образуется равномерный прочный окисный слой магнетита. Защитная окисная пленка магнетита наиболее высокого качества получается при обработке поверхности комплексоном совместно с перекисью водорода (содержание комплексона 500 мг/кг и перекиси водорода 200 мг/кг).
Основным недостатком жидкостных способов пассивации является их высокая экологическая опасность, так как при их применении образуются большие объемы жидких отходов.
Другим известным способом оксидирования является обработка металлов и сплавов в автоклавах (пассивирующий агент - жидкая вода или пар с повышенным содержанием кислорода), например [2].
Основной недостаток этого способа заключается в сложности проведения процесса из-за высоких параметров температуры и давления.
Известны металлургические способы высокотемпературной обработки металлов и сталей (ковка, горячая прокатка и т.д.) в защитных атмосферах [3]. Применяемые на практике защитные атмосферы обычно имеют основным компонентом азот с большими или меньшими количествами примесей Н2, СО, СО2 и ОН4. Для разных металлов и сталей оптимальные составы защитной атмосферы не одинаковы. Например, для сталей с повышенным содержанием углерода защитные атмосферы нуждаются в относительно большем проценте карбюризирующих компонентов, для низкоуглеродных - наоборот, так как это может вызвать науглероживание сталей. В процессе термообработки защитные атмосферы предотвращают окисление металла в условиях повышенных температур проведения процесса.
Однако пассивации металлов при этом не происходит и для антикоррозионной защиты готовых изделий при их дальнейшей эксплуатации необходимо проведение дополнительных мероприятий. В общем случае такой способ можно рассматривать как высокотемпературную обработку металла в газопаровых средах, поскольку защитные атмосферы всегда содержат в своем составе наряду с газами и пары воды. Однако содержание в них водяного пара очень незначительно, и скорость процесса определяется скоростью химического взаимодействия обрабатываемого металла с Н2, СО, CО2, СН4 [3].
Известен также способ парометрического оксидирования, описанный в [4]. Первоначально производят нагрев металла в воздушной атмосфере до температуры, исключающей конденсацию пара на холодных деталях (до 300oС). Затем из специальной парогенерирующей установки вводят перегретый пар до полного вытеснения воздуха, оксидирование производят в атмосфере пара при непрерывном нагреве до заданной температуры (до 450-600oС) в течение времени, обеспечивающего получение оксидной пленки заданной толщины. Паротермическое оксидирование проводят или в отдельной паровой камере, куда помещают обрабатываемые изделия, или непосредственно в технологическом оборудовании для обработки его внутренних поверхностей. Охлаждение проводят либо в атмосфере пара, либо воздуха, либо по переменному режиму. Отмечается, что хорошим защитным действием обладают пленки толщиной 15-20 мкм (коррозионная стойкость оксидированного металла возрастает в 2-3 раза). В общем случае данный способ можно рассматривать как высокотемпературную обработку металла в парогазовых средах, так как в процессе обработки не происходит полного вытеснения воздуха. Однако, в отличие от защитных атмосфер, кинетика процесса определяется электрохимическим взаимодействием металла с водяным паром [5].
Ближайшим аналогом заявляемого изобретения является способ оксидирования металлов и сплавов, включающий воздействие на них парогазовой средой при температуре 400-800oС при нормальном и повышенном давлении (SU 498363).
Недостатком ближайшего способа-аналога является низкая защитная способность образующихся оксидных пленок из-за высокой величины их объемной пористости (более 10%), при этом сквозная пористость превышает 5%. Высокая пористость оксидного слоя, образующегося в результате проведения парометрического оксидирования, не позволяет увеличить коррозионную стойкость оксидированного металла более чем в 3 раза.
Ближайший аналог устройства (SU 498363) состоит из паровой камеры, емкости с жидкой средой, нагревателя жидкой и паровой среды.
Недостаткоми ближайшего аналога устройства являются сложность и громоздкость устройства из-за использования отдельно стоящей парогенерирующей установки и большой расход пара.
Задача, решаемая изобретением по способу, заключается в повышении защитных свойств оксидных пленок металлов и сплавов и упрощении способа.
Задача, решаемая изобретением на устройство, состоит в упрощении устройства и в осуществлении процесса оксидирования по замкнутому циклу без использования специальной парогенерирующей установки.
Сущность способа оксидирования металлов и сплавов путем воздействия на них парогазовой средой при повышенной температуре в паровой камере состоит в том, что воздействие проводят при температуре 375-575oС при естественной циркуляции парогазовой среды в паровой камере, а парциальное давление пара в процессе обработки поддерживают не менее 10% от общего давления парогазовой среды.
В результате такой обработки на поверхности углеродистых сталей образуется высокозащитная магнетитовая (Fе3О4) пленка черного цвета с объемной пористостью менее 5% и сквозной - не менее 2%, толщиной до 200-300 г/м2. При оксидировании углеродистых сталей при меньших температурах и времени проведения процесса можно получить художественное покрытие практически любого цвета спектра в зависимости от толщины покрытия. На скорость окисления металла оказывают заметное влияние газообразные примеси, изменяющие рН среды: повышающие рН (аммиак) - снижают скорость окисления, понижающие рН (углекислый газ) - увеличивают, нейтральные (азот) не влияют на скорость окисления. Нижний температурный предел проведения процесса (375oС) обусловлен тем, что при более низкой температуре возможна конденсация пара на обрабатываемых изделиях, что приводит к ухудшению качества покрытия. При температуре более 575oС на стальных поверхностях вместо магнетита (Fе3О4) образуется вюстит (FeO), что также приводит к ухудшению качества покрытия (Voк/Vмe магнетита= 2,14; вюстита - 1,77). Нижний предел парциального давления пара (не менее 10%) обусловлен образованием гематита (Fе2О3) и соответственным ухудшением качества оксидного слоя. Дальнейшее увеличение парциального давления водяного пара не приводит к положительному эффекту и экономически нецелесообразно из-за увеличения электроэнергии на обогрев парогазовой смеси.
Для реализации данного способа устройство для оксидирования металлов и сплавов в парогазовой среде, включающее паровую камеру, емкость с жидкой средой, нагреватели жидкой среды и нагреватели парогазовой среды, предложено снабдить конденсатором пара, соединенным паропроводом со сборником конденсата, соединенным переливной трубой с паровой камерой, а камера снабжена перфорированными перегородками, патрубком подачи газа, расположенным в нижней части паровой камеры над перфорированными перегородками, сборником парогазовой среды, расположенным сверху паровой камеры и соединенным паропроводом с конденсатором пара с образованием системы естественной парогазовой среды, при этом емкость с жидкой средой расположена в нижней части камеры под перегородками.
Устройство фиг. 1 включает паровую камеру 1 с изделиями для оксидирования 2; систему циркуляции парогазовой смеси, содержащую емкость с жидкой средой 3, расположенную под перфорированным полом 4 паровой камеры 1, патрубок подачи газа 5, расположенный в нижней части паровой камеры 1 над перфорированным полом 4, сборник парогазовой среды 6, расположенный сверху паровой камеры 1 и соединенный паропроводом 7 с конденсатором пара 8 и сборником конденсата 9, соединенный в свою очередь переливной трубой 10 с паровой камерой 1; систему обогрева паровой камеры 1, выполненную из нагревателей жидкой 11 и парогазовой среды 12.
Работа устройства по осуществлению способа заключается в следующем.
Вода в нижней части паровой камеры 1 обогревается нагревателями 11 до кипения, пар сепарируется, проходя через перфорированный пол 4 в паровую камеру 1, где перегревается с помощью нагревателей парогазовой смеси 12 до рабочей температуры. Через патрубок подачи газа 5 в паровую камеру 1 вводят воздух или иную газовую среду. Парогазовая среда поступает в сборник 6 и оттуда подается по паропроводу 7 в конденсатор 8. В конденсаторе 8 происходит конденсация пара и сдувка неконденсирующихся газов. Конденсат самотеком поступает в конденсатосборник 9, откуда через переливное устройство 10 возвращается в емкость с жидкой средой 3.
Способ с использованием данного устройства поясняется следующими примерами.
Пример 1.
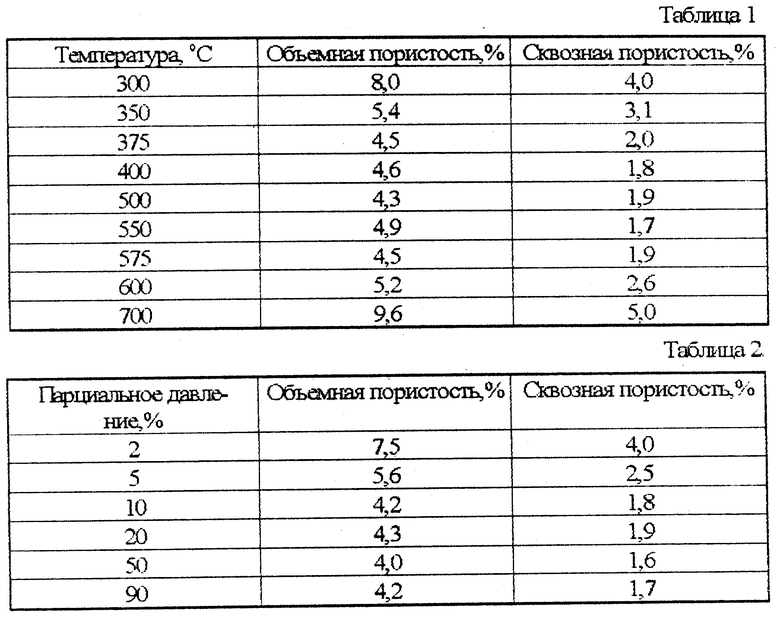
Образцы стали 2 (Ст.20) помещали в паровую камеру 1 и подвергали оксидированию в парогазовой среде с естественной циркуляцией при температуре 300-700oС в течение 2-20 ч. Для ускорения процесса в воздушно-паровую среду дозировали углекислый газ (парциальное давление водяного пара - 20%). В результате обработки на поверхности углеродистых сталей образовался оксидный слой толщиной до 200-300 г/м2. В табл. 1 представлены данные измерения объемной и сквозной пористости образовавшихся оксидных пленок. Измерения проводились по методикам, представленным в работах [6, 7].
Как видно из таблицы, оптимальным интервалом проведения процесса оксидирования является диапазон температур от 375 до 575oС.
При оксидировании углеродистых сталей при этих температурах (375-575oС) и времени проведения процесса 1-2 ч на образцах образовывались оксидные слои магнетита толщиной 400-5000  , дающие цвета побежалости, т.е. художественные покрытия практически любого цвета спектра в зависимости от толщины покрытия.
, дающие цвета побежалости, т.е. художественные покрытия практически любого цвета спектра в зависимости от толщины покрытия.
Пример 2.
Образцы стали (Ст.20) подвергали оксидированию в паровоздушной среде с естественной циркуляцией при температуре 500oC в течение 2-20 ч. Парциальное давление водяного пара поддерживали в диапазоне 2-90%. В табл. 2 представлены данные измерения объемной и сквозной пористости образовавшихся оксидных пленок.
Как видно из таблицы, при парциальном давлении водяного пара ниже 10% ухудшаются защитные свойства образующихся оксидных пленок. Увеличение парциального давления водяного пара выше 10% не сказывается на защитных свойствах оксидных пленок.
Пример 3.
Циркониевые образцы подвергали оксидированию в воздушно-паровой среде с естественной циркуляцией при температуре 450oС в течение 10 ч. В результате оксидирования на поверхности образцов образуется оксидный слой (ZrO2), обладающий чрезвычайно высокой защитной способностью (фактор проницаемости пленки - 100 г/м3). Это означает, что пленка ZrO2 толщиной 1 г/м2 обладает такой же защитной способностью, как и магнетитовая пленка толщиной 100 г/см2. Для оценки защитной способности полученных в результате оксидирования пленок проводились амперометрические исследования обработанного циркония в паре с графитом в 1N растворе HCl. Исследования показали следующие результаты:
- коррозионный ток пары неоксидированный цирконий - графит составил 300 мкА;
- коррозионный ток пары автоклавированный промышленным способом цирконий - графит составил 50 мкА;
- коррозионный ток пары оксидированный цирконий - графит <1 мкА.
Как видно из представленных данных, после оксидирования циркония коррозионный ток уменьшился более чем в 300 раз, что свидетельствует об исключительно высоких защитных способностях полученных оксидных пленок.
Способ газопарового оксидирования экологически безопасен, безотходен, прост в реализации (процесс проходит при нормальном давлении) и применим для оксидирования детали и конструкций практически любых массогабаритных размеров.
Использованная литература
1. Маргулова Т.Х., Бурсук Л.М., Дис В.П. "О механизме образования окисных пленок не конструкционных материалах в водных средах и о защитных свойствах этих пленок". - В кн. " Водоподготовка, водный режим и химконтроль на паросиловых установках". Вып.6. М., Энергия, 1978, с. 15.
2. Несмеянова К.А. "Влияние кислорода на коррозию сталей в пароводяных потоках при температуре 280oС." - Атомная энергия, 1970, т. 29, вып.2, с. 86.
3. Томашов Н.Д. "Теория коррозии и защиты металлов." АН СССР, М., 1959, с. 116.
4. Крутиков П. Г. , Седов В.М. "Водно-химические режимы в период пуска АЭС." Библиотека инженера АЭС. М., Энергоиздат, 1981, с. 86.
5. Герасимов В.В., Громова А.И., Головина Е.С. и др. "Коррозия и облучение". Госатомиздат. М., 1963, с. 158-166.
6. В. Н. Феофанов, В.Д. Мурашов, В.П. Брусаков "Способ оценки антикоррозионной способности защитных пленок" - авторское свидетельство СССР 1603978.
7. В. Н. Феофанов, А. О. Бодягин, В.П. Брусаков, В.Д. Мурашов "Способ определения пористости оксидных пленок на стальных поверхностях" - авторское свидетельство СССР 1588108.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕЗОТХОДНОЙ ПАССИВАЦИИ И КОНСЕРВАЦИИ ЭНЕРГЕТИЧЕСКОГО ОБОРУДОВАНИЯ ИЗ ПЕРЛИТНЫХ СТАЛЕЙ | 2000 |
|
RU2182193C1 |
| СПОСОБ ОБРАБОТКИ КОНТУРОВ ВОДООХЛАЖДАЕМЫХ РЕАКТОРОВ | 1999 |
|
RU2169957C2 |
| СПОСОБ ЗАЩИТЫ ОТ КОРРОЗИИ ПЕРЛИТНЫХ СТАЛЕЙ | 2000 |
|
RU2182192C1 |
| ИНГИБИТОР КОРРОЗИИ | 1998 |
|
RU2160792C2 |
| СПОСОБ ОКСИДИРОВАНИЯ ЭНЕРГЕТИЧЕСКОГО ОБОРУДОВАНИЯ ИЗ ПЕРЛИТНЫХ СТАЛЕЙ | 2000 |
|
RU2181790C1 |
| ИНГИБИТОР КОРРОЗИИ | 1998 |
|
RU2160326C2 |
| СПОСОБ ПАССИВАЦИИ ЭНЕРГЕТИЧЕСКОГО ОБОРУДОВАНИЯ ИЗ ПЕРЛИТНЫХ СТАЛЕЙ | 2000 |
|
RU2195514C2 |
| СПОСОБ ДЕЗАКТИВАЦИИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ОБОРУДОВАНИЯ ЯДЕРНОГО РЕАКТОРА | 1998 |
|
RU2126182C1 |
| СПОСОБ ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА В ПРИРЕАКТОРНЫХ БАССЕЙНАХ | 1994 |
|
RU2065212C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СКВОЗНОЙ ПОРИСТОСТИ ОКСИДНЫХ ПОКРЫТИЙ СТАЛЕЙ | 2000 |
|
RU2196975C2 |
Изобретение относится к технологии пассивации металлических поверхностей оборудования и трубопроводов, в том числе и на атомных энергетических установках (АЭУ), а именно к технологии паротермического оксидирования. Задача изобретения состоит в повышении защитных свойств оксидных пленок металлов и сплавов, осуществлении процесса оксидирования по замкнутому циклу без использования специальной парогенерирующей установки. Способ оксидирования металлов и сплавов путем воздействия на них парогазовой средой при повышенной температуре в паровой камере состоит в том, что воздействие парогазовой средой проводят при 375-575oС при естественной циркуляции парогазовой среды в паровой камере, а парциальное давление пара в процессе обработки поддерживают не менее 10% от общего давления парогазовой среды. Для реализации данного способа в устройстве, содержащем паровую камеру, емкость с жидкой средой, нагреватели жидкой среды и нагреватели парогазовой среды, предложено то, что оно снабжено конденсатором пара, соединенным паропроводом со сборником конденсата, соединенным переливной трубой с паровой камерой, а камера снабжена перфорированными перегородками, патрубком подачи газа, расположенным в нижней части паровой камеры над перфорированными перегородками, сборником парогазовой среды, расположенным сверху паровой камеры и соединенным паропроводом с конденсатором пара с образованием системы естественной циркуляции парогазовой среды, при этом емкость с жидкой средой расположена в нижней части камеры под перегородками. Технический результат изобретения состоит в том, что заявленный способ и устройство для его осуществления экологически безопасны, просты в реализации (процесс проходит при нормальном давлении), применимы для оксидирования деталей и конструкций практически любых массогабаритных размеров. 2 с.п. ф-лы, 2 табл., 1 ил.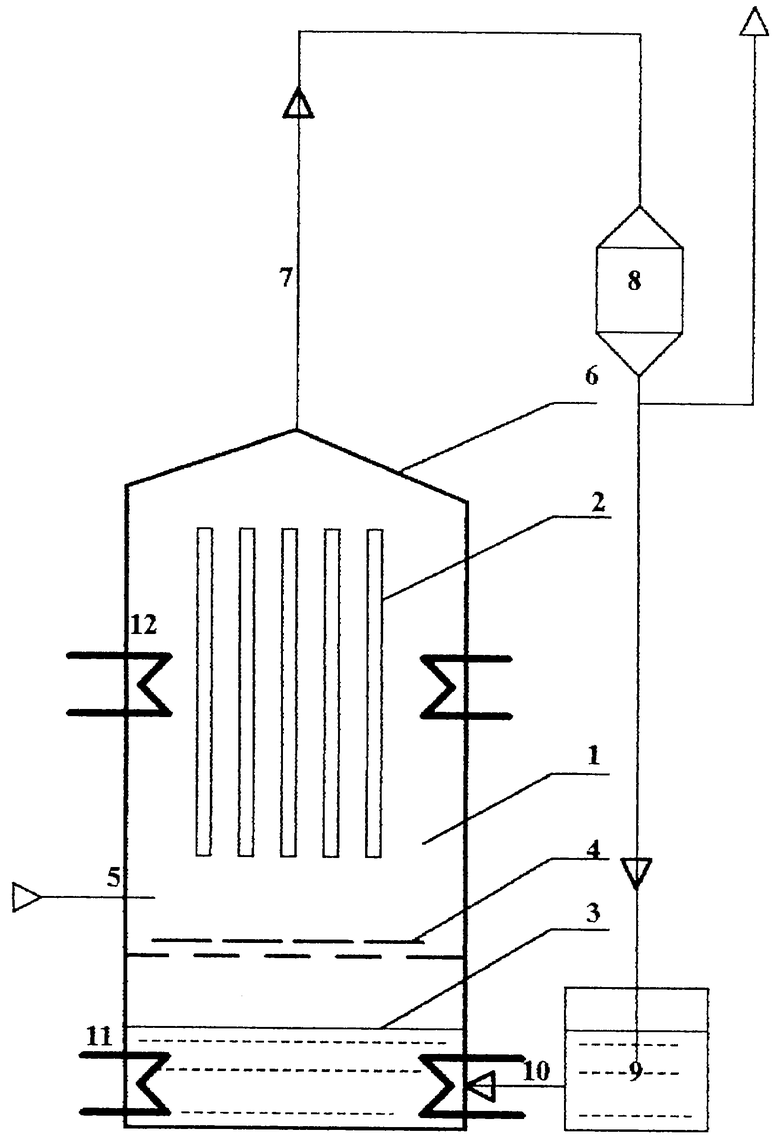
| Способ парометрического оксидирования изделий из сталей | 1970 |
|
SU498363A1 |
| КРУТИКОВ П.Г | |||
| и др | |||
| Водно-химические режимы в период пуска АЭС.-М.: Энергоиздат, 1981, с.86 | |||
| US 5520751 А, 28.05.1996 | |||
| Устройство для выпрямления опрокинувшихся на бок и затонувших у берега судов | 1922 |
|
SU85A1 |
| УСТРОЙСТВО ДЛЯ ИНКУБАЦИИ ИКРЫ РЫБ | 1999 |
|
RU2159542C1 |

