Область техники, к которой относится данное изобретение, - ядерная энергетика. На современном этапе развития ядерной энергетики важной является проблема повышения степени выгорания топлива для увеличения эффективности существующих и проектируемых реакторов. Для этого необходимо дальнейшее повышение коррозионной стойкости циркониевых сплавов. Потенциально перспективным, но недостаточно разработанным применительно к материалам на основе циркония остается метод модификации приповерхностных слоев с применением радиационных и плазменных технологий.
Известен способ обработки циркониевых сплавов [1] для замедления равномерной коррозии, который заключается в том, что в предварительно созданную на поверхности изделий оксидную пассивирующую пленку имплантируют ионы элементов, начиная с 5 группы. Кроме равномерно распределенной по поверхности изделия коррозии, кинетику которой можно замедлить вышеуказанным способом, для циркония характерна язвенная коррозия, скорость которой существенно выше скорости равномерной коррозии. Именно язвенная коррозия определяет срок службы изделий из циркониевых сплавов. Основной причиной возникновения язвенной коррозии является неоднородность физико-химических свойств поверхности материала, а именно: наличие интерметаллидных включений [2] или выделение избыточного циркония в пленке ZrO2-x в виде металлических коллоидных включений [3], трещины и поры в пленке [4]. Поскольку объем растущей оксидной пленки в 1.5 раза превосходит объем окисляемого металла, это приводит к возникновению в пленке напряжений, которые частично снимаются образованием трещин в пленке. Микротрещины являются путями быстрой диффузии кислорода к металлической основе. Металлические включения также могут "шунтировать" защитную пленку и вызывать локальную - более быструю, чем равномерная коррозия. Термическими обработками гомогенизировать пленки гетероструктуры ZrO2-x Zr не удается. Кроме того, повышенная склонность циркония к адсорбции различных газов при проведении термических обработок может приводит к его загрязнению. Отжиг в вакууме обеспечивает более высокую стойкость к сплошной коррозии, но не позволяет исключить локальную коррозию [2]. Произвольно выбранные режимы имплантации, описанные в прототипе, позволяют создать слой внутреннего геттера, но не позволяют гомогенизировать исходную пленку и сделать ее более плотной и однородной по толщине, что требуется для предотвращения локальной коррозии. Технология обработки высокоинтенсивными пучками ионов сочетает в себе одновременно два полезных действия: внедрение желаемой примеси и радиационный отжиг в результате диссипации энергии пучка. Задачей предлагаемого изобретения является выбор оптимальных режимов имплантации для предотвращения локальной коррозии. Указанная задача решается тем, что изделие подвергают заключительному отжигу, затем на изделии формируют пленку диоксида циркония, уже после этого в полученную пленку ионным внедрением вводят один из элементов, начиная с 5 группы и выше, причем плотность тока пучка должна обеспечивать разогрев изделия в процессе имплантации до температур 350-400°С, флюенс ионов должен превышать 1017 см-2.
Пример осуществления описываемого способа.
Стандартные дистанцирующие решетки, изготовленные из сплава Э110 (Zr - 1% Nb), используемые в реакторах типа РБМК, прошедшие все штатные обработки, включающие отжиг и оксидирование, разрезались на образцы, как показано на фиг.1.
Радиационная обработка фрагментов дистанцирующих решеток осуществлялась с использованием импульсно-периодического источника ионов [5]. В качестве рабочего газа использовался азот, ускоряющее напряжение составляло 30 кВ, плотность тока пучка 3 мА/см2, длительность импульса 1 мс и частота следования 3-25 Гц. Рабочее давление в вакуумной камере составляло 4-6·10-2 Па. Температура образцов, определяемая мощностью ионного пучка, варьировалась в интервале 50-400°С.
Образцы, обработанные N+-пучками в диапазоне доз 1015-1018 см-2, подвергались коррозионным испытаниям: образцы "доокислялись" в печи электросопротивления на воздухе при температуре 400°С. Показателем скорости коррозии служил привес - увеличение массы образца, отнесенной к единице площади (мг/см2). На склонность к точечной коррозии образцы испытывались в твердом электролите (порошок Ni+Li2O) в течение 50 часов при 520°С.
Химическое состояние элементов в поверхностных слоях диоксида циркония до и после имплантации ионов азота исследовалось методом рентгеновской фотоэлектронной спектроскопии (РФЭС), глубина анализа которого составляет 3-5 нм. Для исследования изменения фазового состава по глубине до 120 нм применялось травление пучком ионов аргона, позволяющее удалять поверхностные слои образца со скоростью ˜2,5 нм/мин.
Морфология поверхности образцов до и после имплантации исследовалась методом растровой электронной микроскопии.
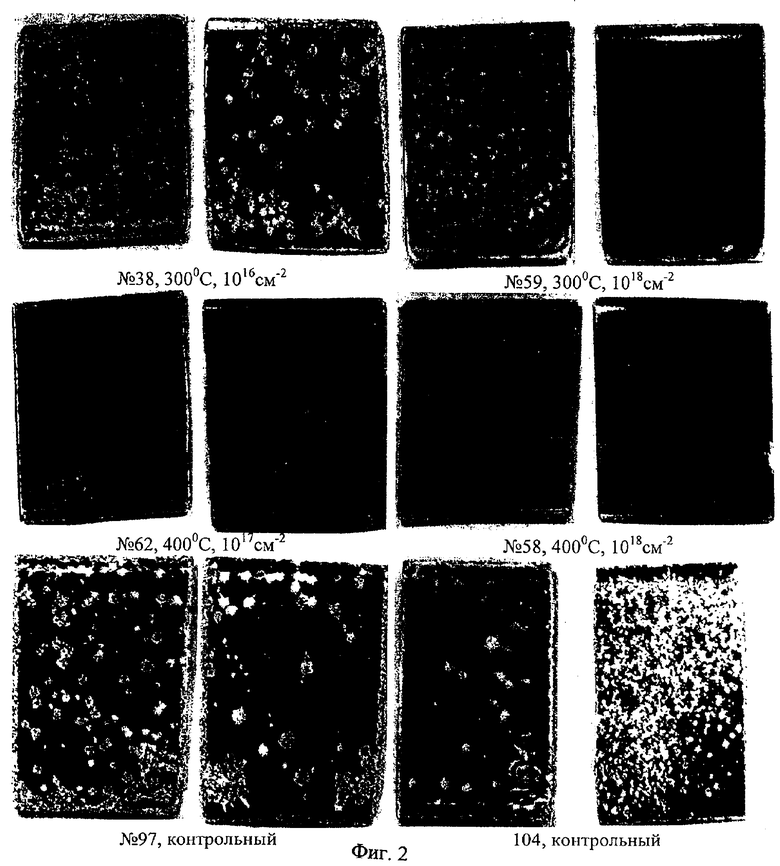
На фиг.2 приведены фотографии образцов после испытаний на склонность к точечной коррозии. Черные участки изображений соответствуют плотной аниондефицитной двуокиси циркония, которая обладает хорошими адгезионными и защитными свойствами; белые участки изображений соответствуют стехиометрической двуокиси циркония, которая характеризуется рыхлой структурой, плохой адгезией и вследствие этого легко осыпается, приводя к ускорению коррозии сплавов циркония. Участки, пораженные локальной коррозией, обнаруживаются на контрольных образцах и образцах после имплантации при температурах меньше 300°С и дозах меньше 1017 см-2. На образцах №62 и №58, имплантированных соответственно дозами 1017 и 1018 см-2 при 400°С, локальную коррозию спровоцировать не удалось.
В таблице 1 приведены данные по удельной поверхности, пораженной локальной коррозией, основанные на результатах обработки изображений программой SIAMS. С увеличением температуры имплантации до 400°С и дозы до 1017 см-2 и более площадь повреждения локальной коррозией уменьшается с 20-30% до 0,1-02%. Такое существенное улучшение коррозионных свойств объектов обусловлено структурно-фазовыми изменениями, вызываемыми ионной имплантацией.
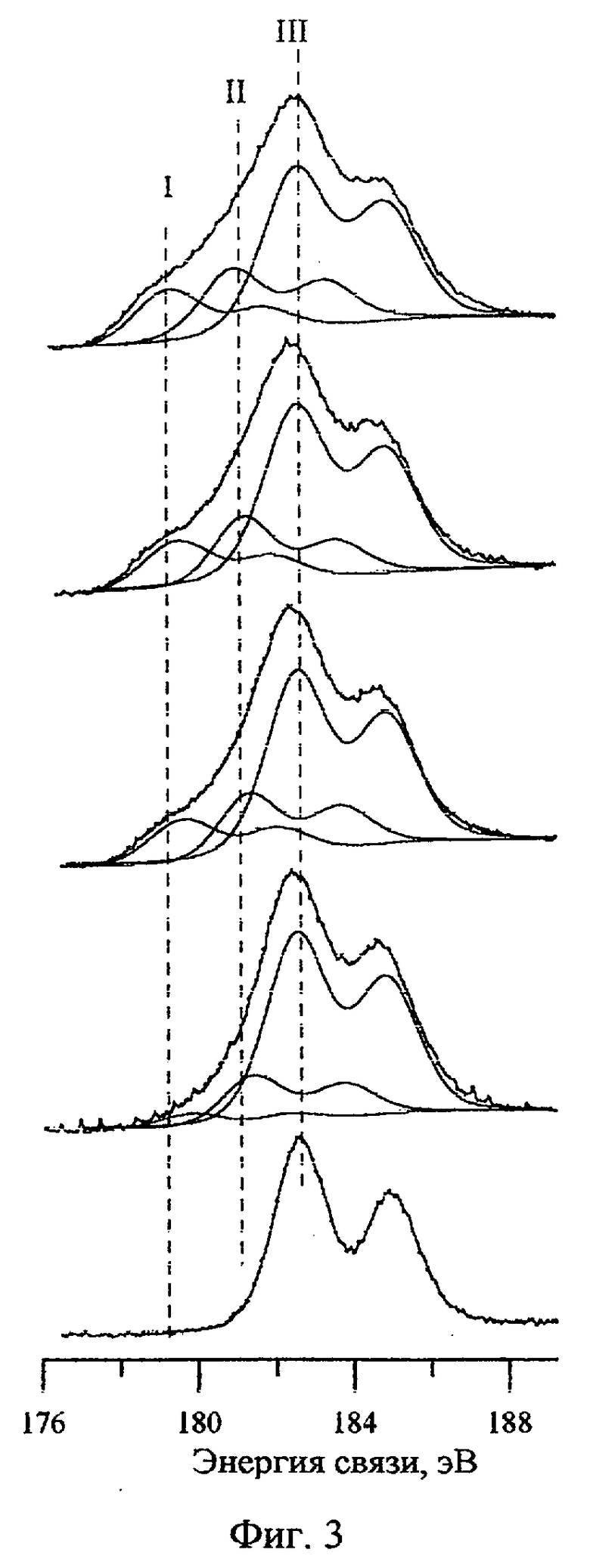
Метод РФЭС обнаружил дополнительные фазы, появившиеся после имплантации. На фиг.3 приведены спектры РФЭС, из которых следует, что после имплантации дозой, начиная с 1017 см-2, появляются включения оксинитридных фаз ZrNxOy (линия I) и низших метастабильных оксидов Zr2О3 (линия II). Матрице из ZrO2 соответствует линия III. Максимум линии I, соответствующей фазе ZrNxOy, расположен на глубине, примерно равной проективному пробегу ионов азота с энергией 30 кэВ. Формирующийся слой преципитатов оксинитридной фазы служит геттером для дефектов структуры и примесей. При дозах меньших 1017 см-2 не наблюдается выпадения оксинитридной фазы (имплантированный азот остается в виде раствора в ZrO2-x), при превышении дозы 1018 см-2 наступает динамическое равновесие между процессами внедрения и распыления этим же пучком [6].
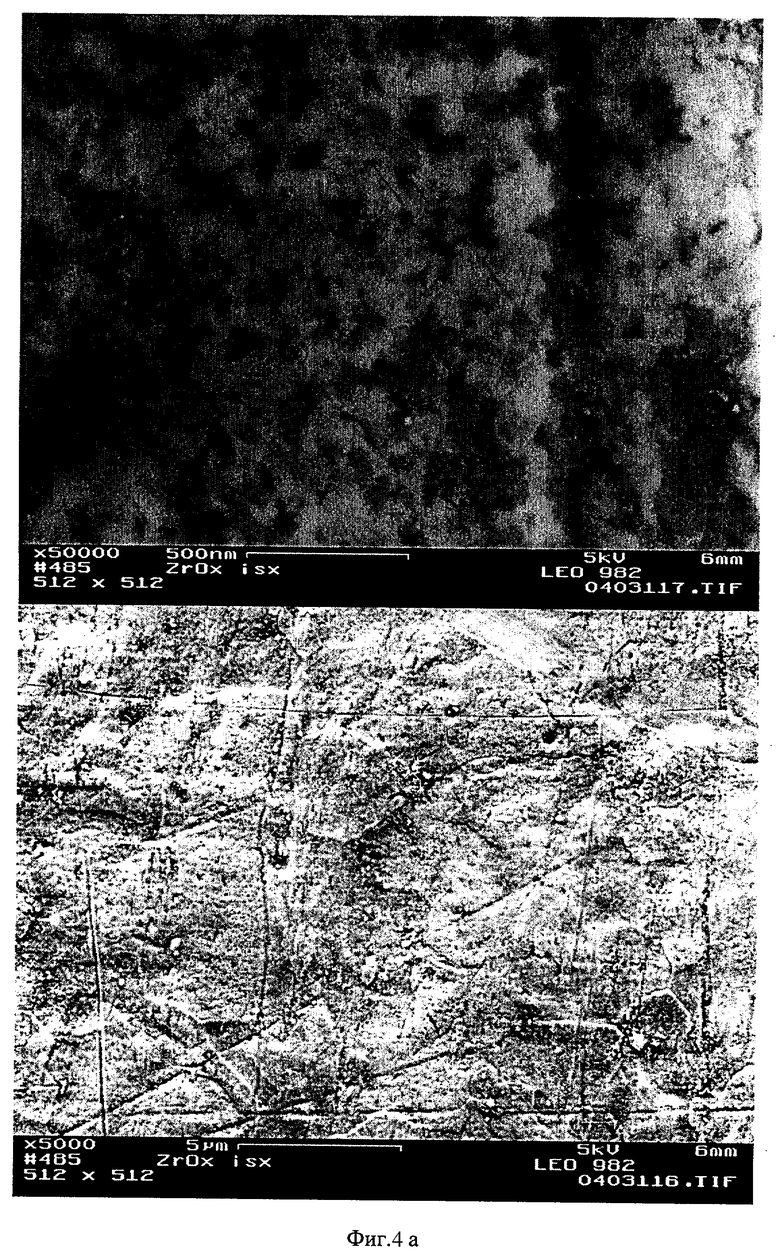
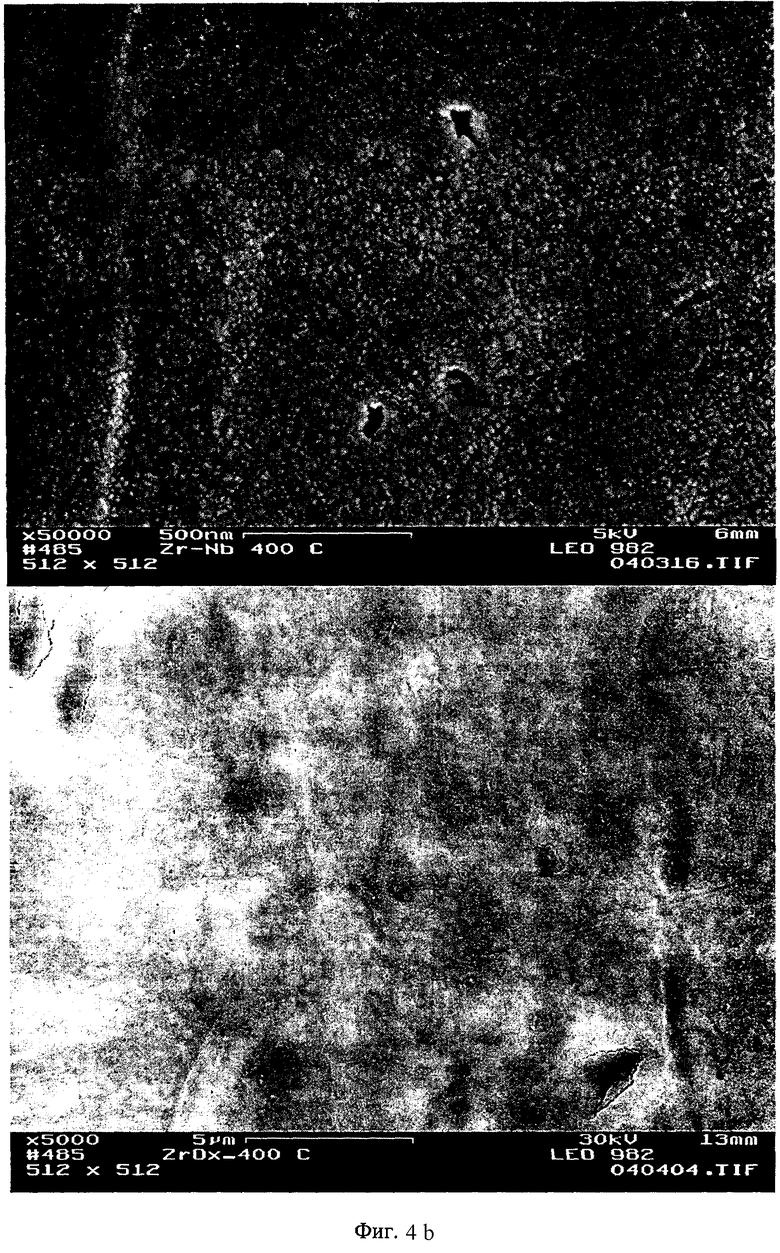
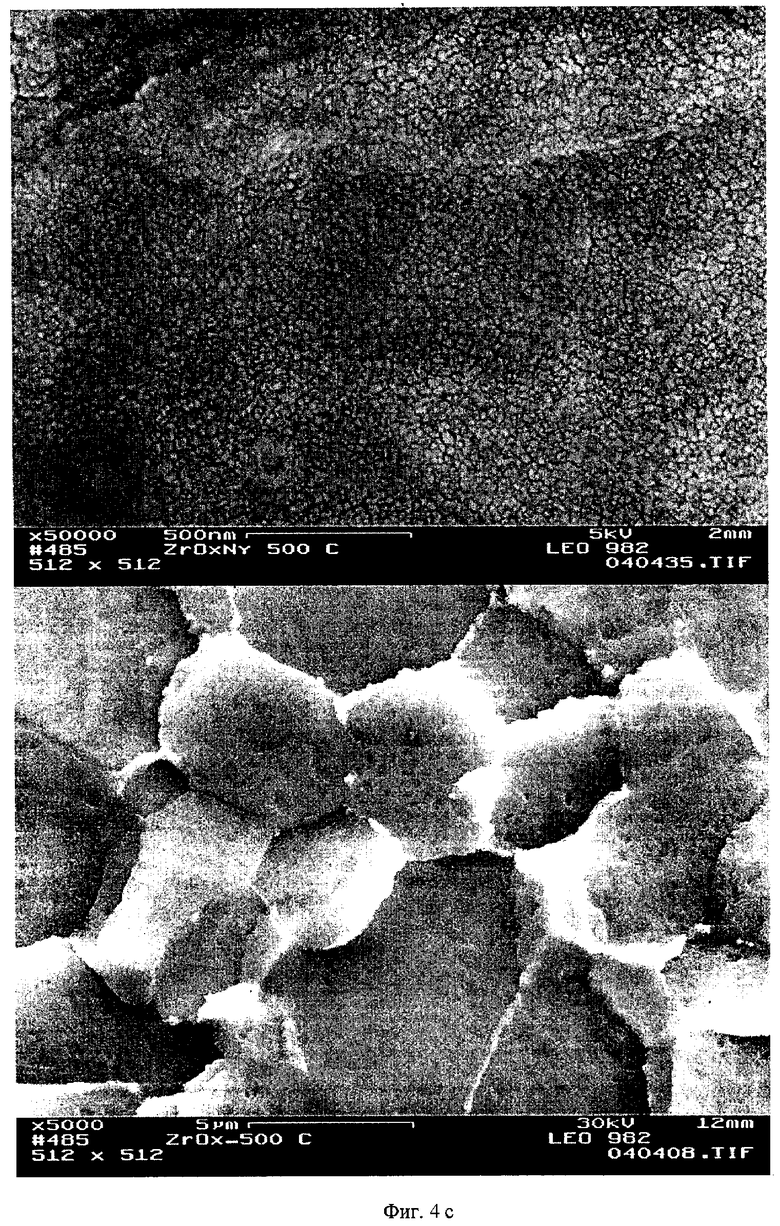
На фиг.4 приведены электронно-микроскопические изображения поверхности образцов в исходном состоянии и после имплантации ионов азота дозой 1018 см-2 при средней температуре имплантации 400 и 500°С. Пленка на исходном образце (фиг.4а) имеет переменную толщину (увеличение 50 000), рыхлую структуру и следы механической обработки (увеличение 5 000). О рыхлости исходной пленки и наличии в ней пор говорят и наши предыдущие исследования [7], показавшие наличие в ней H2O и азота в несвязанном состоянии. Имплантация приводит к гомогенизации пленки (фиг.4b): ее поверхность выравнивается, отчетливо видна текстура кристаллитов размером около 20-30 нм, сглаживаются некрупные дефекты от механической обработки. Такого эффекта не удается достичь обычной термической обработкой.
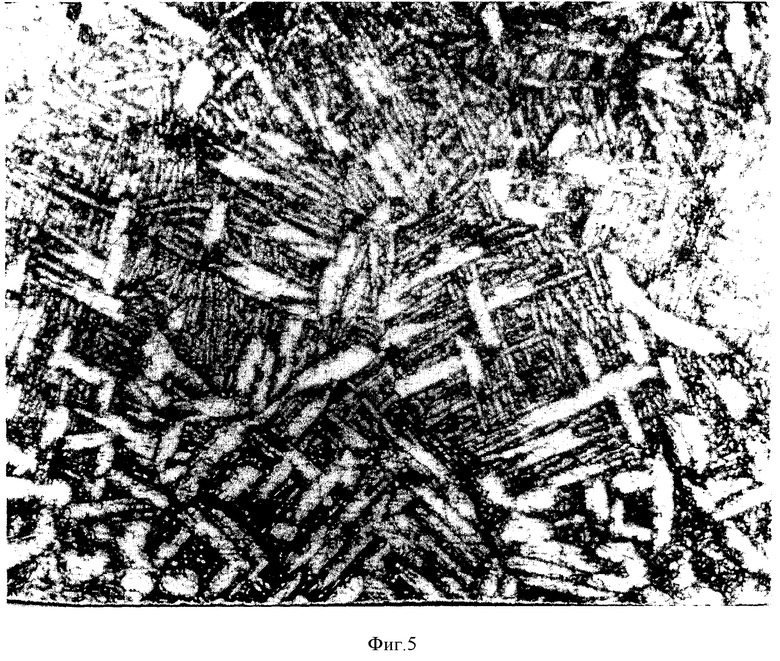
Процессы диссипации энергии пучка оказывают более эффективное действие на материалы в результате инициации радиационно-стимулированных процессов перестройки структуры, которые для термического нагрева если и возможны, то при существенно больших температурах и временах обработки. Последнее обстоятельство делает предлагаемый способ обработки высокоинтенсивными пучками ионов более технологичным и экономически выгодным. Дальнейшее увеличение температуры образцов в процессе имплантации вызывает нежелательные изменения как в оксидной пленке, так и в металлической основе. На фиг.4с представлено электронно-микроскопическое изображение поверхности образца после имплантации при 500°С. В пленке двуокиси циркония произошли полиморфные превращения структуры (увеличение 5000), текстура сохранилась (увеличение 50000), но стала более рыхлой - появились дефекты между элементами текстуры. Металлический цирконий под пленкой приобрел структуру реечного мартенсита, которая является менее коррозионно-стойкой (фиг.5 - оптическое изображение сплава Zr - 1% Nb после стравливания оксидной пленки) [8].
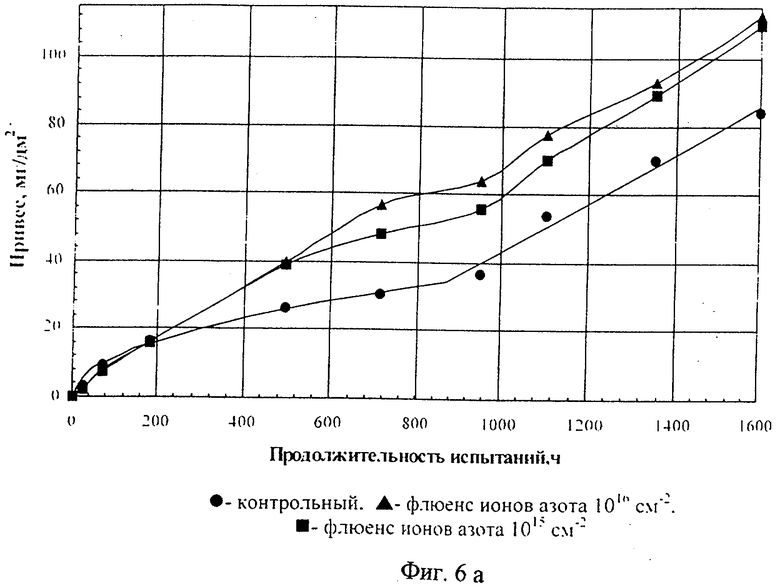
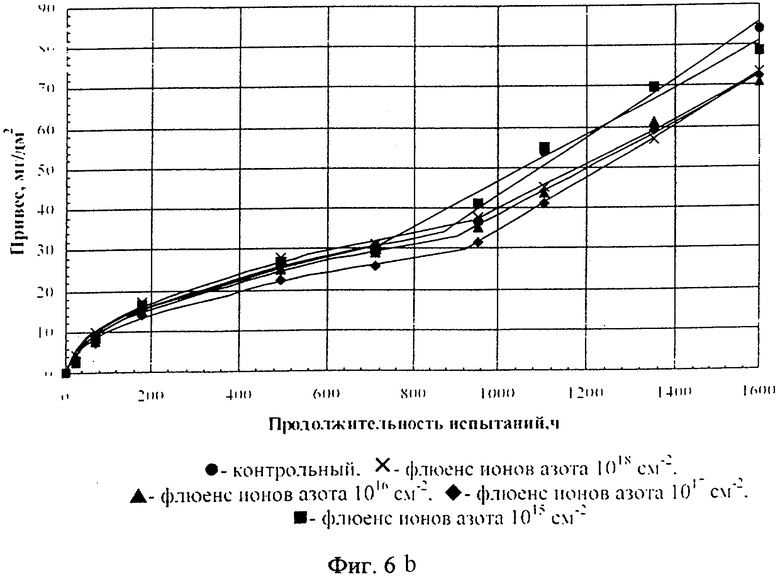
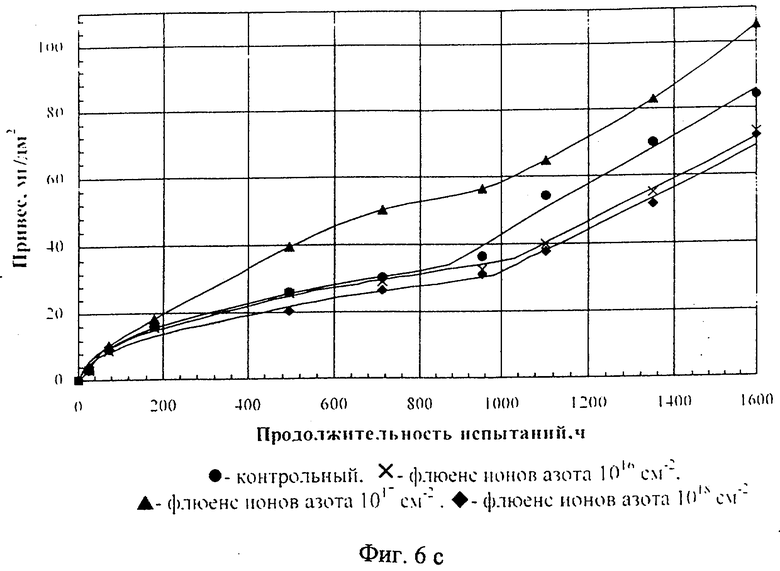
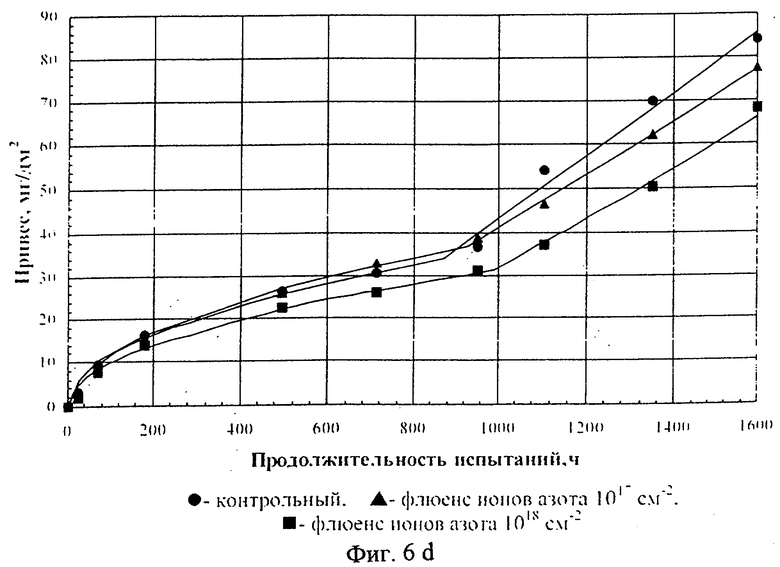
Таким образом, обработка высокоинтенсивными пучками ионов азота приводит к структурно-фазовой перестройке поверхностных слоев ZrO2-x, которая повышает коррозионную стойкость гетероструктур ZrO2-x / Zr - 1% Nb. Оптимальными для использования в технологии пассивации Zr-Nb сплавов являются режимы имплантации при температуре изделий 300-400°С и флюенсах ионного облучения 1017-1018 см-2. Именно эти режимы имплантации позволяют предотвратить локальную коррозию, при этом уменьшается и скорость сплошной коррозии, замедление кинетики которой демонстрирует фиг.6, где показано поведение образцов в процессе доокисления: фиг.6а - кинетика окисления образцов, имплантированных ионами азота при 50°С; фиг.6b - кинетика окисления имплантированных образцов при 200°С; фиг.6с - кинетика окисления имплантированных образцов при 300°С; фиг.6d - кинетика окисления имплантированных образцов при 400°С. Максимальное замедление сплошной коррозии наблюдается при 400°С и составляет около 20%.
Источники информации
1. Матвеев А.В., Белых Т.А., Перехожев В.И. и др. Способ обработки циркониевых сплавов. Патент на изобретение №2199607 от 27.02.2003 г.
2. Парфенов Б.Г., Герасимов В.В., Бенедиктова Г.И. Коррозия циркония и его сплавов. М.: Атомиздат, 1967, 258 с.
3. Матвеев А.В., Белых Т.А., Перехожев В.И. и др. Деградация защитных свойств оксидных пленок цирконий-ниобиевых сплавов при нейтронном и ионном облучении / Физика и химия обработки материалов, 2000, №1, с.37-43.
4. Алексеев О.А. Разрушающее окисление циркония при 573 и 623К. Атомная энергетика за рубежом, 1981, №2, с.30-35.
5. Гаврилов Н.В., Никулин С.П., Радковский Г.В. Источник интенсивных широких пучков ионов газов на основе разряда с полым катодом в магнитном поле. Приборы и техника эксперимента, 1996, №1, с.93-98.
6. Miyagawa Y., Nakao S., Ikeyama M. et. al. High fluence implantation of nitrogen into titanium: Fluence dependence of sputtering yield, retained fluence and nitrogen depth profile / Nuclear Instruments and Method in Physics Research В 121, 1997, p.340-344.
7. Белых Т.А., Гаврилов А.В., Голосов О.А. и др. Модификация оксидированных Zr-Nb сплавов ионными пучками высокой интенсивности. Физика и химия обработки материалов, 2003, №6, с.14-20.
8. Добромыслов А.В., Талуц Н.И. Структура циркония и его сплавов. Екатеринбург: УрО РАН, 1997, 228 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЦИРКОНИЕВЫХ СПЛАВОВ | 2000 |
|
RU2199607C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАДИЕНТНОЙ ТВЕРДОЙ КОРРОЗИОННОСТОЙКОЙ КОМПОЗИЦИИ НА ПОВЕРХНОСТИ ОБРАЗЦОВ ИЗ ТВЕРДЫХ СПЛАВОВ И ЛЕГИРОВАННЫХ СТАЛЕЙ | 2004 |
|
RU2268323C1 |
| СПОСОБ ИОННО-ЛУЧЕВОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ТВЕРДЫХ СПЛАВОВ | 1990 |
|
SU1707997A1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛОВ И ИХ СПЛАВОВ | 1992 |
|
RU2039126C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНЫХ ПОКРЫТИЙ НА ДЕТАЛИ ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2000 |
|
RU2264480C2 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ И ПОВЫШЕНИЯ ДОЛГОВЕЧНОСТИ ДЕТАЛЕЙ | 1999 |
|
RU2161661C1 |
| СПОСОБ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ИЗДЕЛИЙ ИЗ ЦИРКОНИЯ И ЕГО СПЛАВОВ | 2008 |
|
RU2382120C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ПЛАСТИНЫ ИЗ ЦИРКОНИЕВОГО СПЛАВА | 2016 |
|
RU2633688C1 |
| СПОСОБ ПОЛУЧЕНИЯ АЛМАЗОВ ФАНТАЗИЙНОГО ЖЕЛТОГО И ЧЕРНОГО ЦВЕТА | 2010 |
|
RU2434977C1 |
| СПОСОБ НАНЕСЕНИЯ НА МЕТАЛЛИЧЕСКУЮ ДЕТАЛЬ КОМПЛЕКСНОГО ПОКРЫТИЯ ДЛЯ ЗАЩИТЫ ДЕТАЛИ ОТ ВОДОРОДНОЙ КОРРОЗИИ, СОСТОЯЩЕГО ИЗ МНОЖЕСТВА МИКРОСЛОЕВ | 2012 |
|
RU2495154C2 |
Изобретение относится к области ядерной энергетики, а именно противокоррозионной обработке труб технологических каналов, оболочек тепловыделяющих элементов и дистанцирующих решеток. Способ включает формирование на поверхности изделия оксидной пленки этого же сплава и имплантацию ионов азота в поверхность изделия. Имплантацию ионов азота в поверхность изделия проводят пучком ионов азота при дозе облучения 5·1017-1018 см-2 и при температуре изделия 350-400°С, обеспечиваемой за счет диссипации энергии пучка. Техническим результатом изобретения является предотвращение локальной коррозии обрабатываемых изделий и уменьшение скорости сплошной коррозии. 1 табл., 6 ил.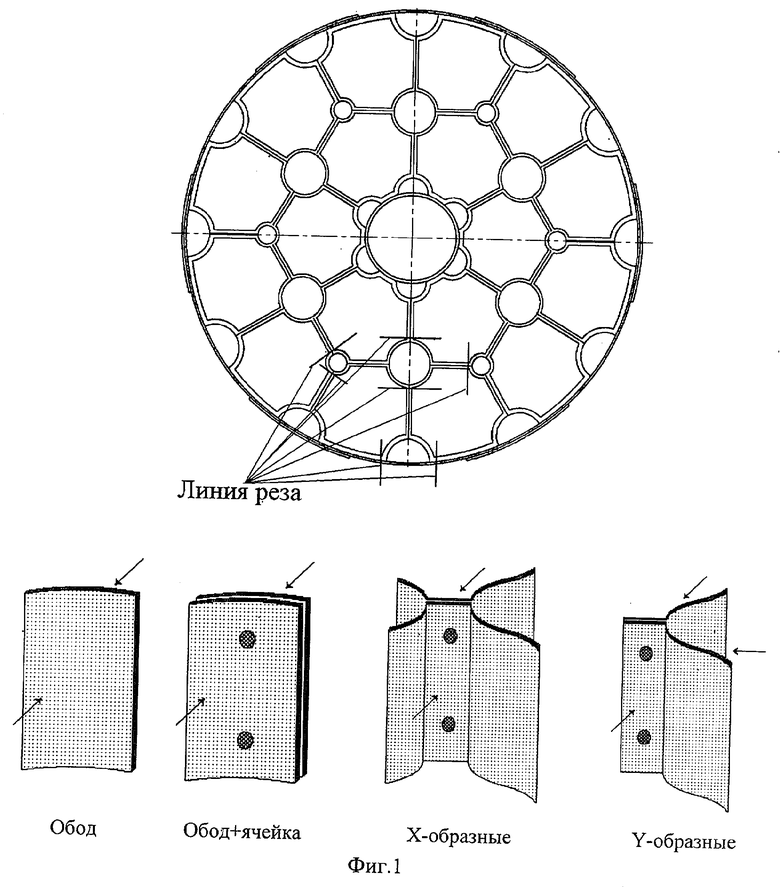
Способ обработки циркониевых сплавов, включающий формирование на поверхности изделия оксидной пленки этого же сплава и имплантацию ионов азота в поверхность изделия путем ее обработки пучком ионов азота при дозе облучения 5·1017-1018 см-2, отличающийся тем, что имплантацию осуществляют при температуре изделия 350-400°С, обеспечиваемой за счет диссипации энергии пучка.
| СПОСОБ ОБРАБОТКИ ЦИРКОНИЕВЫХ СПЛАВОВ | 2000 |
|
RU2199607C2 |
| СПОСОБ НАНЕСЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ И ПОВЫШЕНИЯ ДОЛГОВЕЧНОСТИ ДЕТАЛЕЙ | 1999 |
|
RU2161661C1 |
| СПОСОБ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛОВ И ИХ СПЛАВОВ | 1992 |
|
RU2039126C1 |
| US 4724016 A, 09.02.1988 | |||
| Установка для разгрузки на ходу непрерывно перемещаемых транспортных емкостей | 1982 |
|
SU1232614A1 |

