Изобретение относится к области металлургии, в частности к производству подшипниковых сталей в конвертерах.
Известен способ производства высококачественной конструкционной и подшипниковой стали, включающий получение расплава в сталеплавильном агрегате, перегрев его выше температуры ликвидуса, выпуск в ковш, присадку раскислителей и легирующих, введение в струю металла углеродистого материала, отличающийся тем, что углеродистый материал в виде гранул размером 1,5-2; 2,01-3; 3,01-4,5; 4,51-5,0 мм в пределах 1:(5±1):(3±0,5):(1±0,5) соответственно вводят в металл, перегретый на 110-160oС над температурой ликвидуса. Кроме того, углеродистый материал вводят в металл равномерно от начала выпуска до слива в ковш 1/3-1/2 металла, при выпуске металл обрабатывают дополнительно силикокальцием, причем углеродистый материал и силикокальций вводят в металл одновременно в виде смеси в отношении 1:(1-3) [1].
Данный способ имеет ряд недостатков:
- высокий угар углеродсодержащих материалов и силикокальция, что безусловно сказывается на себестоимости стали;
- высокое содержание в металле газов - кислорода и водорода, а также неметаллических включений.
Известен способ выплавки подшипниковой стали в конвертере, при котором после окончания кислородной продувки металл выпускают в ковш с феррохромом, затем опять заливают металл обратно в конвертер и одновременно раскисляют ванну, при этом присаживают шлаковую смесь и выпускают металл вместе со шлаком. Шлаковая смесь состоит из 80-95% отработанных шлаков непрерывной разливки и 5-20% известняка [2].
У этого способа также имеются некоторые недостатки:
- высокий угар легирующих элементов;
- при больших объемах металла прямое легирование стали в ковше характеризуется нестабильным усвоением легирующего элемента;
- высокое содержание газов и неметаллических включений.
Наиболее близким к предлагаемому изобретению по технической сущности является способ рафинирования подшипниковой стали путем обработки жидкой стали в ковше с применением синтетических шлаков и вакуума.
В целях повышения эксплуатационных характеристик подшипниковой сжали проводили опытные плавки на 60 т электропечи.
С целью модификации оксидных и сульфидных неметаллических включений производили обработку жидкой стали в ковше различными синтетическими шлаками с последующим вакуумированием.
При этом проводили барботирование стали аргоном через пробку с ориентированными каналами, расположенными в днище разливочного ковша, при расходе 1-4 л (т•мин) продувку проводили до и после вакуумирования.
Добавку синтетических флюсов (шлаков) - 8,5 кг/т стали с целью десульфурации и/или модификации сульфидных и оксидных включений выполняли через шлюз в процессе вакуумирования [3]. Однако предлагаемый способ рафинирования подшипниковой стали, хотя и приводил к заметному уменьшению содержания неметаллических включений, но не всегда соответствовал требованиям стандартов по содержанию кислорода и серы. Недостатками данного способа является повышенное содержание монооксида железа (2-4)% и высокое содержание кислорода (25-30)•10-4%. Из-за невысокой кратности циркуляции металла порционного вакууматора не достигалась необходимая чистота металла по водороду.
Неметаллические включения являются источником образования концентраторов напряжений и поэтому существенно снижают стойкость подшипников. В связи с чем к подшипниковой стали предъявляются жесткие требования по содержанию в ней газов - кислорода, водорода, а также объемной доли неметаллических включений: сульфидов, силикатов (хрупких, пластинчатых, недеформирующихся) и оксидов.
Задачей изобретения является повышение качества подшипниковой стали, снижение количества неметаллических включений. Поставленная задача достигается за счет того, что при выпуске в ковш под струю металла присаживают 70-80% ферросплавов от необходимого количества, при этом, чтобы стальной шлак не попал в ковш, производят его отсечку, после этого ковш с металлом подают на установку "печь-ковш", где расплав нагревают графитовыми электродами до температуры 1550-1560oС и производят предварительное раскисление алюминиевой проволокой или кусковым алюминием в количестве 0,15-0,25 кг/т стали с одновременной присадкой шлакообразующей смеси, состоящей из 75% извести и 25% плавикового шпата или известково-глиноземистого шлака с расходом смеси 4,0-7,5 кг/т стали, причем за все время обработки на "печи-ковше" металл подвергают очистительной продувке аргоном с расходом 150-350 л/мин, далее при необходимости металл нагревают электродами до 1550-1560oС и подают на вакууматор, где металл вакуумируют, а при достижении активности кислорода 0,0010-0,0017% в металл вводят с помощью трайб-аппаратов алюминиевую проволоку в количестве 0,3-0,4 кг/т стали и силикокальциевую проволоку в количестве 1,3-2,5 кг/т стали, после чего расплав окончательно продувают аргоном в течение 3-6 минут и выдают на MHЛЗ.
Кроме того, окончательную корректировку химсостава металла проводят на установке "печь-ковш" путем порционной присадки недостающего количества ферросплавов, а вакуумирование заканчивают после ввода необходимого количества алюминиевой и силикокальциевой проволоки.
Сущность заявляемого изобретения заключается в следующем.
В предложенном варианте во время выпуска в ковш под струю металла присаживают только часть ферросплавов от необходимого количества. Остальную навеску ферросплавов присаживают в ковш на установке "печь-ковш" во время доводки плавки.
В преложенном варианте изобретения подшипниковую сталь выплавляют в конвертере по обычной технологии. Сначала на одном из конвертеров продувают ванадиевый чугун до получения ванадиевого шлака и полупродукта. После слива полупродукта в ковш ванадиевый шлак сливают в специальную чашу. Затем полупродукт заливают в другой конвертер и далее ведут продувку кислородом на сталь. Опробование способа получения подшипниковой стали проводили на 160-тонных конвертерах ОАО "Нижнетагильский металлургический комбинат".
Для этого использовали полупродукт следующего химического состава. %:
С 3,5-4,0; S 0,025-0,030; Р 0,055-0,069; V 0,10-0,15; Si - нет; Мn 0,06; Сu 0,01-0,02; Ni 0,04-0,06.
Пример
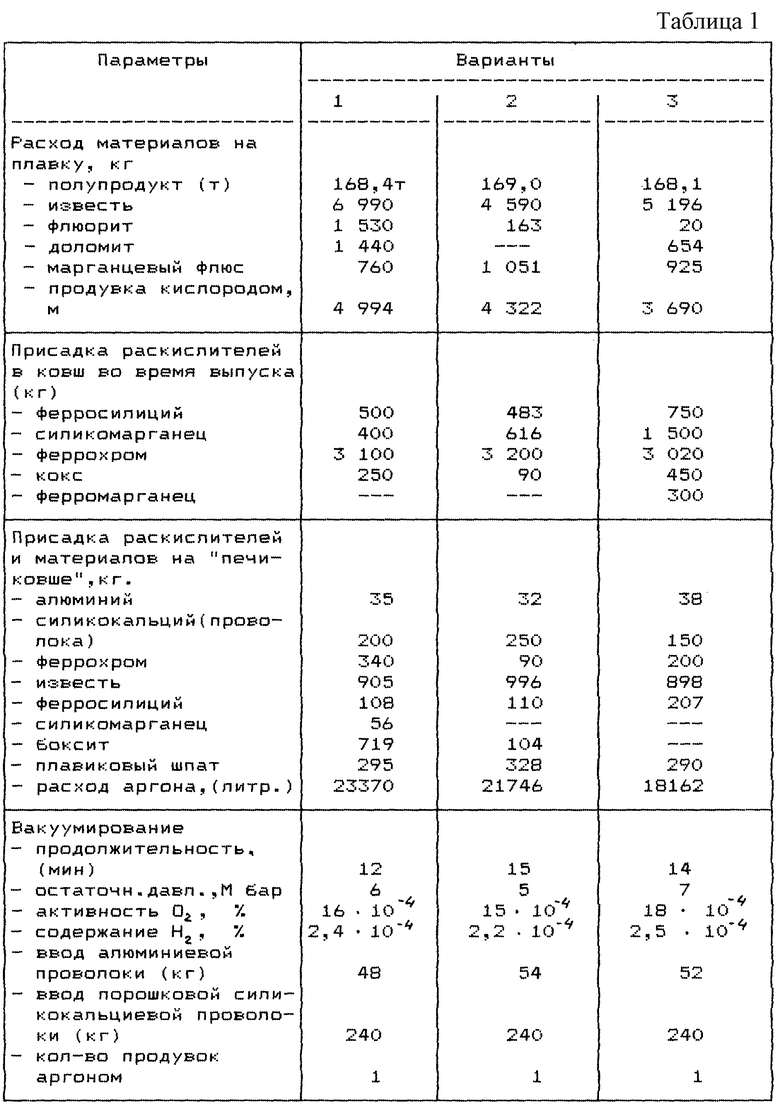
В конвертер залили 168,4 тонны полупродукта. Продувку вели кислородом с чистотой 99,3%. В течение ведения плавки было присажено: 6,9 т извести; 1,53 т флюорита; 1,45 т марганцевого агломерата.
Полученный расплав слили в ковш, при этом присадили раскислители, в том числе и 3,1 т феррохрома. При сливе металла, чтобы сталеплавильный шлак не попал в ковш, делают его отсечку. После слива ковш с расплавом передали на установку "печь-ковш". Сначала металл нагрели графитовыми электродами до температуры 1560oC, присадили шлакообразующую смесь, состоящую из 75% извести и 25% плавикового шпата, с расходом смеси 7,1 кг/т стали и одновременно ввели в расплав 35 кг алюминиевой проволоки. После определения химсостава металла в него дополнительно присадили недостающее количество ферросплавов. За все время обработки на "печи-ковше" металл подвергали очистительной продувке аргоном. Всего было израсходовано 23370 литров аргона. Далее металл нагрели до температуры 1558oС и ковш с расплавом передали на вакууматор, где вели дальнейшую обработку. При активности кислорода 0,0015% в металл ввели алюминиевую проволоку в количестве 52 кг (0,32 кг/т стали) и 240 кг (1,5 кг/т стали) силикокальциевой проволоки. После чего расплав продували аргоном в течение 4-х минут и с температурой 1532oС выдали на МНЛЗ. Полученная подшипниковая сталь имела следующий химсостав, %:
С - 0,99; Мn - 0,32; Si - 0,27; Р - 0,013; S - 0,004; Сr -1,42; Ni - 0,05; Сu - 0,01; Al - 0,03; Y - 0,02.
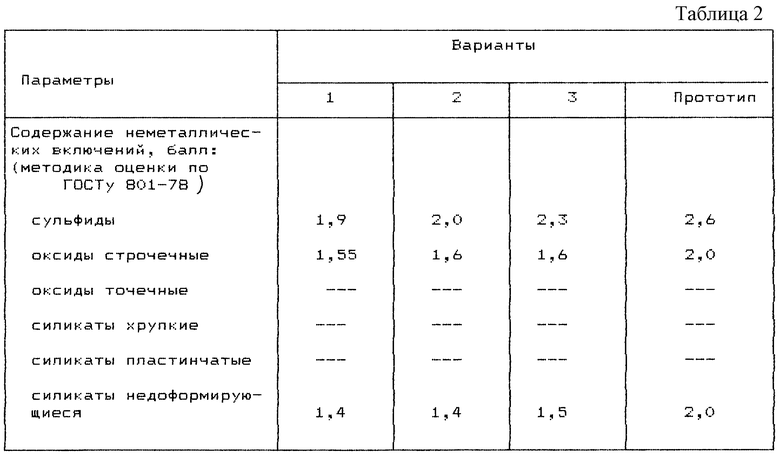
В результате вышеперечисленных технологических приемов произведена подшипниковая сталь с высокой степенью чистоты по общему содержанию кислорода (16 ррм) и водороду (2,0 ррм) и имела хорошие показатели по неметаллическим включениям (см. таблицы 1 и 2).
Верхний и нижний пределы по расходу аргона определены опытным путем. Расход аргона менее 150 л/мин приводит к ухудшению технико-экономических показателей процесса, поскольку ведет к увеличению продолжительности обработки. Подача аргона при расходе выше 350 л/мин также нецелособразна, т.к. может привести к выбросам, металла и шлака из ковша и большей поверхности открытого зеркала металла, что ведет к дополнительному окислению.
Используемая при обработке металла шлакообразующая смесь (ее состав и расход на 1 тонну стали) также подобрана опытным путем. В результате соблюдения заданных соотношений формируются шлаки с хорошими физико-химическими свойствами. На качество обработки влияет и температура металла в ковше. Для восстановительных процессов, проходящих в ковше, наиболее благоприятной и оптимальной является температура 1550-1560oC и предварительное раскисление металла, алюминием в количестве 0,15-0,25 кг/т.
За счет интенсивной обработки металла аргоном происходит удаление оксидов и сульфидов из металла и поглощение их шлаком, что приводит к повышению чистоты металла по неметаллическим включениям. Для снижения активности кислорода и модификации включений в конце вакуумирования в металл вводят алюминиевую и силикокальциевую проволоку в количестве (0,3-0,4) и (1,3-2,5) кг/т стали. Кальций является одним из химически активных элементов и эффективно взаимодействует с кислородом, серой и модифицирует оксиды. В жидкой стали он обладает исключительно высокой раскислительной и десульфурирующей способностью. Расход алюминиевой и силикокальциевой проволоки определен опытным путем.
Производство подшипниковой стали по предлагаемому изобретением соотношению вводимых материалов и их расходу на тонну стали характеризуется стабилизацией не только химического состава шлака и металла, но и всего технологического процесса.
Проведенный анализ заявляемого изобретения свидетельствует, что положительный эффект при использовании предлагаемой технологии производства подшипниковой стали достигается за счет тщательной подготовки металла на установке "печь-ковш" и вакууматоре, а именно многократная очистительная продувка аргоном, создание благоприятной восстановительной атмосферы в ковше, высокая эффективность дегазации металла.
Согласно данным проведенных опробований в промышленных условиях при использовании предлагаемого способа производства подшипниковой стали в сравнении с известным способом достигнуты хорошие показатели по неметаллическим включениям (см. таблица 2). Преимуществом предложенного способа по сравнению с известным является более высокое качество металла за счет снижения конечного содержания серы, водорода и кислорода в готовом металле, что обуславливает повышение прочностных характеристик и надежности готового изделия.
Сопоставительный анализ заявляемого технического решения и прототипа показывает, что предложенное техническое решение производства подшипниковой стали существенно отличается от существующих способов, что подтверждает соответствие критерию "новизна".
Анализ патентов и научно-технической литературы не выявил использования новых существенных признаков, используемых в предлагаемом решении, которые отличают его от близкого аналога, что позволяет сделать вывод о его соответствии признаку "изобретательский уровень". Конкретное использование предлагаемого технического решения в условиях конвертерного цеха НТМК подтверждает промышленную применимость изобретения.
Список использованной литературы
1. А.с. 908843, С 21 С 7/00, 1982 г.
2. Косой Л.Ф. и Синельников В.А. "Выплавка легированной стали в конвертерах", М.: Металлургия, 1979 г.
3. Н. Кэтуняну, М. Добреску (ИЧЭМ, Румыния). Рафинирование подшипниковой стали путем обработки жидкой стали в ковше с применением синтетических шлаков и вакуума. Ассоциация сталеплавильщиков, труды первого конгресса стадеплавильщиков, М., 12-15 октября 1992 г., стр. 242-243.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЛАВКИ НИЗКОУГЛЕРОДИСТОЙ ВАНАДИЙСОДЕРЖАЩЕЙ СТАЛИ ПОВЫШЕННОЙ ПРОЧНОСТИ И ХЛАДОСТОЙКОСТИ | 2000 |
|
RU2186125C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ | 2003 |
|
RU2233339C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ СТАЛИ | 1998 |
|
RU2139943C1 |
| Способ производства стали с регламентированным пределом по содержанию серы | 2023 |
|
RU2816888C1 |
| СПОСОБ РАФИНИРОВАНИЯ РЕЛЬСОВОЙ СТАЛИ В ПЕЧЬ-КОВШЕ | 2010 |
|
RU2425154C1 |
| СПОСОБ ПРОИЗВОДСТВА РЕЛЬСОВОЙ СТАЛИ | 2009 |
|
RU2415180C1 |
| СПОСОБ ВЫПЛАВКИ И ВАКУУМИРОВАНИЯ РЕЛЬСОВОЙ СТАЛИ | 2008 |
|
RU2394918C2 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2008 |
|
RU2366724C1 |
| СПОСОБ ПЕРЕДЕЛА ВАНАДИЕВОГО ЧУГУНА В КОНВЕРТЕРЕ | 1998 |
|
RU2136764C1 |
| СПОСОБ РАСКИСЛЕНИЯ, МОДИФИЦИРОВАНИЯ И МИКРОЛЕГИРОВАНИЯ СТАЛИ ВАНАДИЙСОДЕРЖАЩИМИ МАТЕРИАЛАМИ | 1998 |
|
RU2140995C1 |
Изобретение относится к области металлургии, в частности к производству подшипниковых сталей в конвертерах. Технический результат - повышение качества подшипниковой стали, снижение количества неметаллических включений. Способ получения подшипниковой стали включает выпуск металла из сталеплавильного агрегата в ковш, при котором под струю металла присаживают 70-80% от необходимого количества ферросплавов. Производят отсечку стального шлака. После чего ковш с металлом подают на установку "печь-ковш", где расплав нагревают графитовыми электродами до температуры 1550-1560oС и предварительно раскисляют металл алюминиевой проволокой или кусковым алюминием в количестве 0,15-0,25 кг/т стали. Далее присаживают шлакообразующую смесь, состоящую из 75% извести и 25% плавикового шпата или известково-глиноземистого шлака с расходом смеси 4,0-7,5 кг/т стали. За все время обработки на "печи-ковше" металл подвергают очистительной продувке аргоном с расходом 150-350 л/мин. Затем при необходимости металл нагревают электродами до 1550-1560oС и подают на вакууматор, где его вакуумируют, а при достижении активности кислорода 0,0010-0,0017% в металл вводят с помощью трайб-аппаратов алюминиевую проволоку в количестве 0,3-0,4 кг/т стали и силикокальциевую проволоку в количестве 1,3-2,5 кг/т стали, после чего расплав окончательно продувают аргоном в течение 3-6 мин и выдают на МНЛЗ. Окончательную корректировку химсостава металла проводят на установке "печь-ковш" путем порционной присадки недостающего количества ферросплавов, а вакуумирование заканчивают после ввода необходимого количества алюминиевой и силикокальциевой проволоки. 2 з.п.ф-лы, 2 табл.
| КЭТУНЯНУ Н | |||
| и др | |||
| Рафинирование подшипниковой стали путем обработки жидкой стали в ковше с применением синтетических шлаков и вакуума | |||
| Труды первого конгресса сталеплавильщиков | |||
| - Москва, 12-15 октября 1992 г | |||
| - М.: АО "Черметинформация", Ассоциация сталеплавильщиков | |||
| Способ изготовления фанеры-переклейки | 1921 |
|
SU1993A1 |
| СПОСОБ РАСКИСЛЕНИЯ И ЛЕГИРОВАНИЯ ВАНАДИЙСОДЕРЖАЩЕЙ СТАЛИ | 1995 |
|
RU2064509C1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ В КОВШЕ | 1999 |
|
RU2156309C1 |
| Способ производства стали | 1980 |
|
SU908843A1 |
| Способ внепечной обработки стали | 1990 |
|
SU1812221A1 |
| Способ выплавки качественной стали | 1958 |
|
SU121136A1 |
| СТАТИЧЕСКИЙ ТРИГГЕР | 0 |
|
SU232313A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
| ВЕТРОКОЛЕСО | 2012 |
|
RU2542161C2 |
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |

