Изобретение относится к металлургии, конкретнее к комплексной внепечной обработке металла в ковше для последующей непрерывной разливки стали.
Наиболее близким по технической сущности является способ обработки стали в ковше, включающий выпуск стали из сталеплавильного агрегата в ковш, подачу в ковш в процессе выпуска шлаковой смеси, последующую подачу в ковш алюминиевой проволоки, продувку стали в ковше кислородом и нейтральным газом сверху через погружную фурму. В качестве шлаковой смеси используют жидкий известково-глиноземистый шлак (См. Технология производства стали в современных конвертерных цехах. С.В. Колпаков и др. М., Машиностроение, 1991, с. 212).
Недостатком известного способа является низкая эффективность обработки стали в ковше, в том числе процесса десульфурации и нагрева стали. Это объясняется применением жидкого известково-глиноземистого шлака, а также нерегламентированными расходами алюминия, кислорода и шлака. В этих условиях жидкий известково-глиноземистый шлак имеет низкую сульфидную емкость. Нерегламентированные расходы алюминия и кислорода не позволяют поддерживать шлак в жидкоподвижном состоянии при оптимальной температуре, что снижает кинетику процесса десульфурации металла. Кроме того, нерегламентированная подача кислорода и алюминия не позволяет эффективно и полно протекать экзотермическим реакциям взаимодействия кислорода и алюминия.
Технический эффект при использовании изобретения заключается в повышении степени десульфурации и нагрева стали.
Указанный технический эффект достигают тем, что способ обработки стали в ковше включает выпуск стали из сталеплавильного агрегата в ковш, подачу в ковш в процессе выпуска стали шлаковой смеси, последующую подачу в ковш алюминиевой проволоки, продувку стали в ковше кислородом и нейтральным газом сверху через погружную фурму.
Расход шлаковой смеси устанавливают по зависимости:
G = K1•(S1 - S2)•M;
где G - расход шлаковой смеси, кг/т стали;
S1 - содержание серы в стали, сливаемой в ковш из сталеплавильного агрегата, мас.%;
S2 - необходимое содержание серы в стали после ее обработки, мас.%;
M - масса стали в ковше, т;
K1 - эмпирический коэффициент, учитывающий физико-химические закономерности обработки стали в ковше шлаковой смесью, равный 4,3 - 12,0 кг/т2•%.
после чего в ковш подают алюминиевую проволоку и продувают сталь кислородом сверху в течение времени, определяемого по эмпирической зависимости:
τ1 = K2•G•Q1•V•q/F•t,
где τ1 - время продувки стали кислородом в ковше, мин;
Q1 - расход кислорода, м3/т•мин;
V - объем стали в ковше, м3;
q - расход алюминиевой проволоки, кг/т стали;
t - температура стали в ковше при начале ее обработки, град•oC;
F - площадь зеркала стали в ковше, м2;
K2 - эмпирический коэффициент, учитывающий физико-химические закономерности взаимодействия шлаковой смеси и стали в процессе ее продувки кислородом, равный 110 - 435 мин2•т3•oC/кг2•м4.
После продувки кислородом сталь в ковше продувают нейтральным газом в течение времени, определяемого по зависимости
τ2 = K3•G•Q2,
где τ2 - время продувки стали нейтральным газом, мин;
Q2 - расход нейтрального газа, м3/т•мин;
K3 - эмпирический коэффициент, учитывающий физико-химические закономерности усреднения объема стали в ковше по химсоставу и температуре, равный 76 - 330 т2•мин2/кг•м3.
В качестве шлаковой смеси используют твердую шлаковую смесь, состоящую, мас.%:
Известь - 50 - 90
Гранулированный алюминий - 1 - 30
Плавиковый шпат - Остальное
Повышение степени десульфурации и нагрева стали будет происходить вследствие использования твердой шлаковой смеси заявляемого состава, а также необходимых расходных и временных параметров обработки стали в ковше в оптимальных пределах. В этих условиях наличие в шлаковой смеси гранул алюминия предопределяет образование легкоплавкой эвтектики Al2O3. При этом обеспечивается быстрый перевод извести в жидкое состояние вследствие образования и присутствия в расплаве Al2O3. Регламентированные подачи алюминия и кислорода при внепечной обработке стали позволяет поддержать шлак в жидкоподвижном активном состоянии при оптимальной температуре, что также повышает рафинирующую способность шлака.
Диапазон значений эмпирического коэффициента K1 в пределах 0,3 - 12,0 объясняется физико-химическими закономерностями взаимодействия твердой шлаковой смеси и стали в процессе ее выпуска из сталеплавильного агрегата. При больших значениях не будет происходить десульфурация стали в необходимых пределах. При меньших значениях будет происходить перерасход шлаковой смеси без дальнейшего снижения содержания серы в стали.
Указанный диапазон устанавливают в зависимости от разницы между необходимым содержанием серы в стали после ее обработки и содержанием серы в стали, выпускаемой из сталеплавильного агрегата, а также емкости ковша.
Диапазон значений эмпирического коэффициента K2 в пределах 110 - 435 объясняется физико-химическими закономерностями процесса десульфурации стали при ее обработке в ковше под слоем шлака. При меньших значениях будет увеличиваться время продувки стали кислородом и подачи алюминиевой проволоки сверх допустимых значений. При больших значениях расход кислорода будет ниже необходимых значений.
Указанный диапазон устанавливают в зависимости от величины необходимого содержания серы в готовой стали и емкости ковша.
Диапазон значений эмпирического коэффициента K3 в пределах 76 - 330 объясняется газодинамическими закономерностями перемешивания стали в ковше при помощи нейтрального газа, а также усреднения стали по химсоставу и температуре. При меньших значениях время продувки стали нейтральным газом будет выше допустимых значений. При больших значениях время продувки стали нейтральным газом будет недостаточным.
Указанный диапазон устанавливают в зависимости от емкости ковша.
Диапазон величин содержания компонентов в твердой шлаковой смеси в заявляемых пределах объясняется физико-химическими закономерностями десульфурации стали. При меньших и больших значениях не будет обеспечиваться необходимая эффективность удаления серы из стали. При больших значениях будет происходить перерасход твердой шлаковой смеси.
Указанные диапазоны устанавливают в зависимости от содержания серы в стали, выпускаемой из сталеплавильного агрегата, и емкости ковша.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого способа с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
Способ обработки стали в ковше осуществляют следующим образом.
Пример. В процессе обработки сталь с химическим составом, мас.%: C = 0,02 - 0,30; Si = 0,02 - 1,0; Mn = 0,10 - 2,0; Al = 0,02 - 0,10; S = 0,010 - 0,035 выпускают из конвертера в ковш. В процессе выпуска в ковш подают твердую шлаковую смесь. После наполнения металлом ковш подают на установку доводки металла, где в ковш подают алюминиевую проволоку при помощи трайбаппарата диаметром 8 - 12 мм со скоростью 5 - 10 м/с и одновременно продувают кислородом сверху через погружную фурму. После продувки кислородом сталь в ковше продувают нейтральным газом, например аргоном.
Расход шлаковой смеси устанавливают по зависимости:
G = K1•(S1 - S2)•M,
где G - расход шлаковой смеси, кг/т стали;
S1 - содержание серы в стали, сливаемой в ковш из сталеплавильного агрегата, мас.%;
S2 - необходимое содержание серы в стали после ее обработки в ковше, мас.%;
M - масса стали в ковше, т;
T - температура стали в конверте перед выпуском, oC;
K1 - эмпирический коэффициент, учитывающий физико-химические закономерности процесса обработки стали в ковше шлаковой смесью, равный 4,3 - 12,0 кг/т2•%.
Затем в ковш подают алюминиевую проволоку и продувают сталь кислородом сверху в течение времени, определяемого по зависимости:
τ1 = K2•G•Q1•V•q/F•t,
где τ1 - время продувки стали кислородом в ковше, мин;
Q1 - расход кислорода, м3/т•мин;
V - объем стали в ковше, м3;
q - расход алюминиевой проволоки, кг/т стали;
t - температура стали в ковше при начале обработки, град.C;
F - площадь зеркала стали в ковше, м2;
K2 - эмпирический коэффициент, учитывающий физико-химические закономерности взаимодействия шлаковой смеси и стали в процессе ее продувки кислородом, равный 110 - 435 мин2•т3•oC/кг2•м4.
После продувки кислородом сталь в ковше продувают нейтральным газом в течение времени, определяемого по зависимости
τ2 = K3•G•Q2,
где τ2 - время продувки стали нейтральным газом, мин;
Q2 - расход нейтрального газа, м3/т•мин;
K3 - эмпирический коэффициент, учитывающий физико-химические закономерности усреднения объема стали в ковше по химсоставу и температуре, равный 76 - 330 т2•мин2/кг/м3.
В качестве шлаковой смеси используют твердую шлаковую смесь, состоящую, мас.%:
Известь - 50 - 90
Гранулированный алюминий - 1 - 30
Плавиковый шпат - остальное.
При подаче алюминия и кислорода в сталь протекают окислительные экзотермические реакции взаимодействия кислорода и алюминия. Эти реакции протекают с большим выделением тепла, что позволяет нагреть металл и шлак до оптимальных температур, повысить жидкотекучесть и активность шлака. При этих условиях повышаются кинетические процессы десульфурации стали.
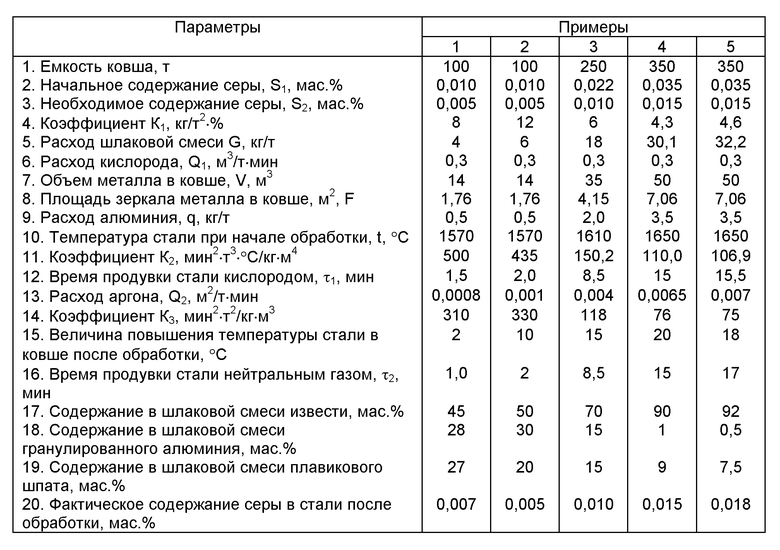
В таблице приведены примеры осуществления способа с различными технологическими параметрами.
В первом и пятом примерах не обеспечивается необходимое низкое содержание серы в обработанной стали и ее нагрев.
В оптимальных примерах 2 - 4 обеспечивается необходимая десульфурация стали при одновременном ее нагреве.
Применение изобретения позволяет повысить выход годной стали для непрерывной разливки по химсоставу и температуре на 60 - 70%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ СТАЛИ В КОВШЕ | 1999 |
|
RU2156308C1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ В КОВШЕ | 1999 |
|
RU2159290C1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ В КОВШЕ | 1999 |
|
RU2154677C1 |
| СПОСОБ ВЫПЛАВКИ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ В КОНВЕРТЕРЕ | 1999 |
|
RU2154679C1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ В КОВШЕ | 1999 |
|
RU2154678C1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ В КОВШЕ | 1998 |
|
RU2138563C1 |
| СПОСОБ ВНЕПЕЧНОЙ ОБРАБОТКИ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1999 |
|
RU2156307C1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ В КОВШЕ | 2002 |
|
RU2218422C2 |
| СПОСОБ ОБРАБОТКИ СТАЛИ В КОВШЕ | 2001 |
|
RU2185448C1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ В КОВШЕ | 2007 |
|
RU2386704C2 |
Изобретение относится к металлургии, конкретнее к комплексной внепечной обработке металла в ковше для последующей непрерывной разливки стали. Технический эффект заключается в повышении степени десульфурации и нагрева стали. Способ обработки стали в ковше включает выпуск стали из сталеплавильного агрегата в ковш, подачу в ковш в процессе выпуска стали твердой шлаковой смеси (ШС), состоящей в мас.% из 50 - 90 извести, 1-30 гранулированного алюминия и плавикового шпата остальное. Расход (ШС) устанавливают по зависимости G = К1 • (S1 - S2) • М, где G - расход (ШС), кг/т стали; S1 - содержание серы в стали, сливаемой в ковш из сталеплавильного агрегата, мас.%, S2 - необходимое содержание серы в стали после ее обработки в ковше, мас.%, М - масса стали в ковше, т, К1 - эмпирический коэффициент, равный 4,3-12,0 кг/т2 • %. Затем в ковш подают алюминиевую проволоку и продувают сталь кислородом сверху в течение времени, определяемого по определенной зависимости, учитывающей расход кислорода, объем стали в ковше, расход алюминиевой проволоки, температуру стали в ковше при начале ее обработки и площадь зеркала стали в ковше. После продувки кислородом сталь продувают нейтральным газом в течение времени, определяемого по приведенной зависимости. 1 табл.
Способ обработки стали в ковше, включающий выпуск стали из сталеплавильного агрегата в ковш, подачу в ковш в процессе выпуска стали шлаковой смеси, последующую подачу в ковш алюминиевой проволоки, продувку стали в ковше кислородом и нейтральным газом сверху через погружную фурму, отличающийся тем, что расход шлаковой смеси устанавливают по зависимости
G = К1•(S1-S2)•М,
где G - расход шлаковой смеси, кг/т стали;
S1 - содержание серы в стали, сливаемой в ковш из сталеплавильного агрегата, мас.%;
S2 - необходимое содержание серы в стали после ее обработки в ковше, мас.%;
М - масса стали в ковше, т;
К1 - эмпирический коэффициент, учитывающий физико-химические закономерности процесса обработки стали в ковше шлаковой смесью, равный 4,3 - 12,0, кг/т2•%,
при этом в качестве шлаковой смеси используют твердую шлаковую смесь, состоящую, мас.%:
Известь - 50 - 90
Гранулированный алюминий - 1 - 30
Плавиковый шпат - Остальное
после подачи твердой шлаковой смеси в ковш подают алюминиевую проволоку и продувают сталь кислородом сверху в течение времени, определяемом по эмпирической зависимости
τ1= K2•G•Q1•V•q/F•t,
где τ1 - время продувки стали кислородом в ковше, мин;
Q1 - расход кислорода, м3/т•мин;
V - объем стали в ковше, м3;
q - расход алюминиевой проволоки, кг/т стали;
t - температура стали в ковше при начале обработки, oC;
F - площадь зеркала стали в ковше, м2;
К2 - эмпирический коэффициент, учитывающий физико-химические закономерности взаимодействия твердой шлаковой смеси и стали в процессе ее продувки кислородом, равный 110 - 435, мин2•т3•oC/кг2•м4;
а после продувки кислородом сталь в ковше продувают нейтральным газом в течение времени, определяемом по зависимости
τ2= K3•G•Q2,
где τ2 - время продувки стали нейтральным газом, мин;
Q2 - расход нейтрального газа, м3/т•мин;
К3 - эмпирический коэффициент, учитывающий физико-химические закономерности усреднения объема стали в ковше по химсоставу и температуре, равный 76 - 330 т2•мин2/кг•м3.
| КОЛПАКОВ С.В | |||
| и др | |||
| Технология производства стали в современных конвертерных цехах | |||
| - М.: Машиностроение, 1991, с.212 | |||
| Способ производства стабилизированной алюминием низкоуглеродистой стали для холодной штамповки | 1986 |
|
SU1663032A1 |
| Способ производства стали преимущественно трубного сортамента | 1989 |
|
SU1786111A1 |
| Способ десульфурации конверторной стали в ковше | 1987 |
|
SU1491888A1 |
| RU 94015771 А1, 27.01.1996 | |||
| RU 95108422 А1, 20.01.1997 | |||
| МЕХАНИЗМ НАВЕСКИ ТРАКТОРА | 2013 |
|
RU2542761C1 |
| US 4586955, 05.06.1986 | |||
| ЭЛЕКТРОЛИЗЕР ДЛЯ ПОЛУЧЕНИЯ ОЗОНА | 2004 |
|
RU2285061C2 |
| DE 3304762, 09.08.1983 | |||
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| СПОСОБ ПОЛУЧЕНИЯ 2,4,6-ЗАМЕ1ДЕННОГО S-ТРИАЗИНА | 0 |
|
SU194098A1 |

