Изобретение относится к литейному производству при изготовлении форм для литья по выплавляемым моделям.
Известны способы изготовления керамических форм в производстве литья по выплавляемым моделям (ЛВМ) с использованием в качестве связующего жидкого стекла вместо этилсиликата, снижающие материальные затраты.
Формооболочки на жидкостекольном связующем имеют низкую прочность и в большинстве случаев применяются в комбинированных формах: лицевой слой на этилсиликате, 2-3 упрочняющих слоя - на жидком стекле (1, 2). Однако и упрочняющие слои на жидкостекольном связующем подвергают дополнительному упрочнению путем вакуумирования с продувкой горячим воздухом (3).
Способы получения комбинированных форм также не лишены недостатков: оболочки на этилсиликате при прокалке расширяются на 0,2%, оболочки на жидком стекле сжимаются на 0,3-0,7%, в результате происходит коробление и растрескивание форм, что приводит к их разрушению. Поэтому применение комбинированных форм нецелесообразно.
Известны способы применения жидкостекольного связующего для всех слоев огнеупорного покрытия с дополнительным упрочнением путем пропитки в водных растворах CaCL2, NaCL, AlCl3, отходах ванн химического травления (4), введением в обсыпочный материал хлористого натрия (5), обработкой жидкого стекла водорастворимыми солями (6).
Перечисленные способы не обеспечивают гладкой поверхности лицевого слоя, а следовательно, и удовлетворительного качества отливок. Брак отливок составляет более 50%. Из описанных в литературе способов наиболее близок по технической сущности и достигаемым результатам способ, заключающийся в следующем (7): предварительно готовят лицевую и упрочняющие суспензии из жидкого стекла, обработанного водным раствором соли аммония, например хлористого аммония, и пылевидного огнеупорного наполнителя, наносят лицевую суспензию на блок выплавляемых моделей, обсыпают сухим кварцевым песком, отверждают в растворе хлористого аммония в течение 1-2 мин. На сформированный таким образом слой наносят 3-4 упрочняющих слоя по такой же технологии; затем из многослойной оболочки выплавляют блок моделей в горячей воде, полученные формы сушат, прокаливают и заливают металлом.
Главным недостатком всех способов, в том числе и прототипа, является вспучивание, коробление и растрескивание лицевого слоя, из-за отливки поражаются ужиминами, гребешками и имеют шероховатую поверхность; кроме того, имеет место неточное воспроизведение поверхности и конфигурации моделей.
Введение в суспензию поверхностно-активных веществ (ПАВ), таких как ОП-7, ОП-10 (8), НЧК, НБ, КЧНР, Контакт Петрова, ДС-РАС (9) улучшает качество лицевого слоя незначительно, поскольку все перечисленные ПАВ являются сильными пенообразующими материалами, способствующими вспениванию суспензии. Если вспенивание упрочняющих слоев полезно (10), то для лицевого слоя этого допускать нельзя, т. к. многочисленные пузырьки воздуха суспензии образуют шаровидные углубления в оболочке и дефекты в отливках, называемые "корольками". Кроме того, перечисленные ПАВ усиливают адгезию суспензии к обсыпочному материалу, что приводит к проявлению шероховато-бугристой поверхности форм, а следовательно, и отливок.
Целью настоящего изобретения является разработка способа получения форм при литье по выплавляемым моделям с использованием жидкостекольного связующего для всех слоев огнеупорного покрытия, при котором получалось бы точное и четкое воспроизведение микрорельефа поверхности и конфигурации моделей, соответственно обеспечивалась бы гладкая и чистая поверхность форм без трещин, шаровидных углублений, а отливки не имели бы ужимин и "корольков".
Эта цель достигается тем, что в суспензию для лицевого слоя добавляют 0,05-0,1 мас.% масла для гидромеханических и гидрообъемных передач (гидравлическое масло), представляющего собой композицию на базе минеральных низковязких малосернистых масел с антиокислительными и противоизносными присадками. Гидравлическое масло, вследствии низкой вязкости, хорошо распределяется в суспензии, не концентрируется на поверхности и не образует пены.
Добавка гидравлического масла не только обеспечивает четкое воспроизведение микрорельефа поверхности и конфигурации выплавляемых моделей на основе парафина, но не образует трещин и других дефектов в лицевом слое огнеупорного покрытия, соответственно повышается качество отливок.
Эффективность предложенного способа получения форм для литья по выплавляемым моделям подтверждается примерами конкретного выполнения.
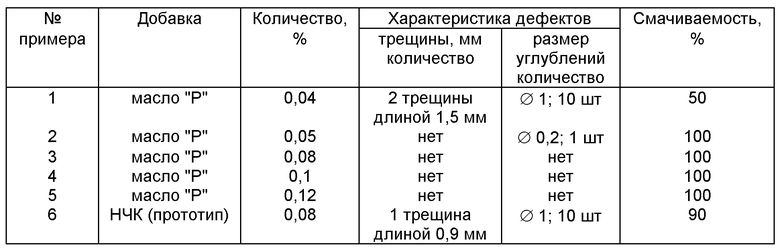
Для всех случаев готовили формы, состоящие из 5 слоев огнеупорного покрытия - лицевого слоя и 4-х упрочняющих. В суспензию для первого слоя, состоящую из жидкого стекла ГОСТ 13078-81, обработанного водным раствором хлористого аммония ГОСТ 2210-73, и пылевидного кварца марки Б ГОСТ 9077-82 дополнительно вводили 0,04-0,05-0,08-0,1-0,12 мас.% гидравлического масла марки "Р" ТУ 38-1-110-67, тщательно перемешивали суспензию и методом окунания наносили суспензию на образцы выплавляемых моделей, представляющие собой пластинки длиной 110 мм, шириной 60 мм, толщиной 15 мм, разделенные на секции длиной 40 мм, шириной 20 мм, при помощи выступов высотой 0,5 мм. Параллельно применяли лицевую суспензию без добавок и с добавкой 0,08% НЧК (Мрту 66-63), который является слабым пенообразователем, одновременно проявляет свойства пеногасителя (11). Вместе с тем, НЧК является эффективным ПАВ. Первый (лицевой) слой суспензии, нанесенный на модели, обсыпали кварцевым песком со средним размером зерен 0,16 мм, отверждали в 18%-ном водном растворе хлористого аммония в течение 1 мин, после выдержки модели с нанесенным на нее первым слоем суспензии в течение 10 мин последовательно наносили еще 4 слоя упрочняющей суспензии без добавок, каждый слой обсыпали кварцевым песком со среднем размером зерен 0,315 мм, отверждали, выплавляли модели в горячей воде, распиливали на секции и оценивали качество поверхности по наличию и размерам дефектов или их отсутствию. Кроме того, оценивали полноту смачивания моделей лицевой суспензией после их извлечения из раствора хлористого аммония, выраженную в %.
Результаты приведены в таблице.
Анализ таблицы показывает, что добавка масла "Р" обеспечивает получение поверхности оболочек без дефектов. Оптимальным следует считать 0,05-0,1 мас. %. Уменьшение ниже 0,05 может привести к появлению дефектов, и увеличение сверх оптимального нецелесообразно. Вместе с тем, добавка НЧК не обеспечивает получения абсолютно бездефектной поверхности формооболочек.
Отливки, подученные предложенным способом с применением лицевой суспензии, содержащей добавку 0,05-0,1 мас.% гидравлического масла "Р", не имели ни ужимин, ни корольков.
ЛИТЕРАТУРА
1. А. с. 235922, кл. В 22 С 3/00, 25/00, 1969 г.
2. А. с. 1135527, кл. В 22 С 9/00, 13/00.
3. А. с. 1129014, кл. В 22 С 9/04, 1984 г.
4. А. с. 1135529, кл. В 22 С 9/04, 1985 г.
5. А. с. 160281, кл. В 22 С 25/06, 1964 г.
6. А. с. 185017, кл. В 22 D 25/06, 1964 г.
7. Першин П.С. "Технология точного литья". Москва: Mашгиз, 1955 г., 136 с.
8. "Литье по выплавляемым моделям" под редакцией Я.И. Шкленника, В.А. Озерова, Москва, 1971 г., с. 201.
9. А. с. 1565565, кл. В 22 С 9/02, 1/18, 1978 г.
10. А. с. 1139560, В 22 С 9/04, 1985 г.
11. Справочник "Формовочные материалы и технология литейной формы" под редакцией С.С. Жуковского, М.: "Машиностроение", 1993 г., с. 166-167.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ С ИСПОЛЬЗОВАНИЕМ В КАЧЕСТВЕ СВЯЗУЮЩЕГО ЖИДКОГО СТЕКЛА | 2003 |
|
RU2266172C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2297302C2 |
| Суспензия для лицевого слоя керамической формы литья по термоудаляемым моделям | 2021 |
|
RU2771419C1 |
| СПОСОБ МОДЕЛИРОВАНИЯ ТРЕЩИНОВАТО-ПОРИСТЫХ НЕФТЯНЫХ ПЛАСТОВ | 2006 |
|
RU2337233C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ) | 2011 |
|
RU2478453C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1992 |
|
RU2043825C1 |
| Способ изготовления многослойных комбинированных форм по выплавляемым моделям | 1982 |
|
SU1129014A1 |
| СПОСОБ ХИМИЧЕСКОГО ЗАКРЕПЛЕНИЯ СЛОЕВ ЖИДКОСТЕКОЛЬНОГО ПОКРЫТИЯ В ЛИТЬЕ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2009 |
|
RU2412778C1 |
| Суспензия для изготовления керамических форм по выплавляемым моделям | 1989 |
|
SU1694305A1 |
| Суспензия для изготовления литейных керамических форм,получаемых по выплавляемым моделям | 1979 |
|
SU863141A1 |
Изобретение относится к литейному производству и может быть использовано для получения керамических форм при литье по выплавляемым моделям. Способ получения керамических форм заключается в следующем. Суспензию приготавливают путем смешивания жидкого стекла с водным раствором хлористого аммония и пылевидным огнеупорным материалом. Затем ее послойно наносят на выплавляемые модели, обсыпают каждый слой кварцевым песком и отверждают в растворе хлористого аммония. При этом в суспензию для первого слоя дополнительно вводят 0,05-0,1 мас.% масла для гидромеханических и гидрообъемных передач, которое вследствие своей низкой вязкости хорошо распределяется в суспензии. Выплавляют модели в горячей воде, далее осуществляют прокалку оболочек. Дополнительное введение в суспензию масла для гидромеханических и гидрообъемных передач обеспечивает четкое воспроизведение микрорельефа поверхности моделей и не образует дефектов в лицевом слое покрытия. 1 табл.
Способ получения керамических форм при литье по выплавляемым моделям с использованием в качестве связующего жидкого стекла, включающий предварительное приготовление суспензии путем смешивания жидкого стекла с водным раствором хлористого аммония и пылевидным огнеупорным материалом, послойное нанесение суспензии на выплавляемые модели, обсыпку каждого слоя кварцевым песком, отверждение в растворе хлористого аммония, выплавление моделей в горячей воде, прокалку оболочек, отличающийся тем, что в суспензию для первого слоя дополнительно вводят 0,05-0,1 мас. % масла для гидромеханических и гидрообъемных передач.
| ПЕРШИН П.С | |||
| Технология точного литья | |||
| - М.: Машгиз, 1955, с | |||
| Механический грохот | 1922 |
|
SU41A1 |
| Быстросохнущая стержневая смесь | 1959 |
|
SU130632A1 |
| Суспензия для изготовления литейных керамических форм, получаемых по выплавляемым моделям | 1979 |
|
SU876254A1 |
| Смесь для изготовления литейных стержней | 1989 |
|
SU1678493A1 |

