Изобретение относится к области радиоэлектронных технологий, а именно к способу ориентирования изделий различной формы, например радиоэлектронных компонентов при их транспортировании, и может быть использовано в малогабаритных автоматах поверхностного монтажа.
Известен способ ориентирования изделий различной формы при их транспортировании /см. Пат. РФ 2154011 от 10.11.98 г./, включающий поочередную подачу транспортируемых изделий /прототип/.
Известный прототип имеет технологических возможности, которые заключаются в однозначности подачи изделий, что позволяет использовать его в технологии поверхностного монтажа путем расширения его технологических возможностей.
Техническим результатом предложенного изобретения является расширение возможностей известного способа путем введения дополнительных операций применительно к технологии поверхностного монтажа, где требуется операция формирования последовательностей изделий в наперед заданном позиционном положении, образуя тем самым кассету монтируемых на общий носитель изделий.
Указанный технический результат достигается следующим способом.
Способ ориентирования изделий различной формы при их транспортировании, включающий поочередную подачу транспортируемых изделий, при этом из поочередной подачи изделий формируют одноканальную или многоканальную кассету в виде диска или вертикального цилиндра посредством предварительного формирования изделий, поданных россыпью, в сориентированную последовательность одного номинала или наперед заданную последовательность разного номинала с последующей поочередной подачей с разворотом на ребро в выбранный канал кассеты, где изделия подают с внешнего контура кассеты в центральный или наоборот, либо формируют вертикальную последовательность в канале вертикального цилиндра с радиальной или касательной ориентацией изделий, при этом смену каналов осуществляют пошаговым приводом, а выдачу изделий осуществляют поштучно - крайних изделий в канале.
При этом изделия подают с внешнего контура диска в центральный или наоборот.
При этом при подаче изделий с внешнего контура в центральный формирование строчной последовательности изделий осуществляют на соосное внешнее устройство путем подачи в соответствующие строчные каналы внешнего устройства крайних изделий из соответствующих каналов кассеты.
При этом после подачи с внешнего контура кассеты всего ассортимента изделий осуществляют одновременную подачу всех изделий в обратном направлении до выхода или входа соответствующего канала.
При этом подачу изделий с внешнего контура кассеты в центральный или наоборот в каналах осуществляют посредством фрикционных сил, которые возникают между изделиями и компланарной плоскостью, установленной с возможностью вращения, а направление смещения изделий осуществляют путем изменения направления вращения компланарной плоскости.
При этом на выходе-входе приемных каналов осуществляют смещение или распределение изделий в зависимости от высоты их по двум каналам таким образом, что конец по длине большего изделия и меньшего располагают в одной плоскости для последующей поштучной подачи изделий при формировании соответствующей строчной последовательности.
При этом формирование строчной последовательности изделий осуществляют в той же компланарной плоскости из изделий, расположенных в каналах кассеты, путем вращения приемных каналов, которые включают радиальные смещенные направляющие или смещенные радиальные направляющие СРН, которые располагают с шагом расположения приемных каналов, и в зависимости от формируемой строчной последовательности изделий с выходов-входов каналов подают изделия в соответствующий приемный канал или зону между последовательно расположенными радиально смещенными направляющими.
При этом поштучную подачу изделий из соответствующих каналов осуществляют путем вращательного смещения крайних изделий с выхода-входа соответствующего канала кассеты в соответствующий приемный канал или зону, расположенные в общей компланарной плоскости.
При этом при формировании строчной последовательности приемные каналы или зоны вращают на 360o или меньше, после чего доворачивают радиально смещенные направляющие до строчных каналов и фиксируют радиально смещенные направляющие, после чего выбранные изделия строчной последовательности по радиально смещенным направляющим подают в соответствующие строчные каналы для последующего переноса строчных последовательностей изделий на общий носитель.
При этом после подачи изделий строчной последовательности в соответствующие строчные каналы приемные каналы радиально смещенных направляющих совмещают с ближними входами-выходами каналов кассеты для формирования строчной последовательности изделий.
При этом при увеличении ассортимента изделий соосно вводят дополнительные кассеты для соответствующих изделий, образуя блок кассет, при этом строчные каналы дополнительных кассет располагают в общей последовательности с основными строчными каналами по кругу с последовательным заполнением соответствующими изделиями соответствующих кассет с последующими одновременным формированием соответствующих строчных последовательностей.
При этом загрузку блока кассет осуществляют внешним общим устройством с дополнительной компланарной плоскостью и с радиально смещенными направляющими на краю, которые располагают соосно с блоком кассет.
При этом последовательное заполнение или загрузку каналов осуществляют путем последовательного дискретного смещения радиально смещенных направляющих, которые располагают в зоне последовательной подачи изделий на краю дополнительной компланарной плоскости, где и осуществляют формирование последовательностей одного номинала.
При этом формирование последовательности одного номинала изделий осуществляют путем дозировки изделий.
При этом дозировку изделий осуществляют путем замедленного прокручивания мягкого диска на выходе направляющей с ориентированными изделиями.
При этом перед дискретным смещением радиально смещенной направляющей предварительно ее устанавливают в исходное положение, после чего осуществляют контролируемое смещение для направленного смещения изделий в соответствующие каналы.
При этом контролируемое смещение осуществляют путем одновременного прокручивания вместе с компланарной плоскостью радиально смещенных направляющих на соответствующий угол, и посредством электромагнита их фиксируют на соответствующем входе соответствующей кассеты.
При этом компланарные плоскости кассеты или кассет выполняют с возможностью магнитной или оптоэлектронной записи - считывания о номиналах и количестве изделий в каналах кассеты или кассет при хранении изделий в них.
При этом запись-считывание информации осуществляют на большем диаметре диска, при этом запись осуществляют в секторе или нескольких секторах носителя информации.
При этом загрузку кассет осуществляют в последовательности, которая исключает подачу в соответствующий одноименный приемный канал двух изделий при формировании строчной последовательности.
При этом загрузку кассет осуществляют в последовательности, которая обеспечивает подачу в соответствующие одноименные каналы двух или нескольких изделий при условии, что они при подаче в строчные каналы будет располагаться последовательно в соответствии со строчной последовательностью.
При этом из предварительно сформированных последовательностей разных номиналов изделий в соответствующие каналы соответствующие каналы соответствующих кассет последовательно подают в наперед заданной последовательности изделий разных номиналов.
При этом в блоке кассет осуществляют формирование одновременно нескольких строчных последовательностей изделий.
При этом выходную строчную последовательность изделий в блоке кассет формируют на общем выходе строчных каналов путем соответствующей фиксации приемных каналов.
При этом при фиксации в блоке кассет из приемных каналов изделия строчной последовательности подают в соответствующие строчные каналы либо одновременно, либо в наперед заданной последовательности.
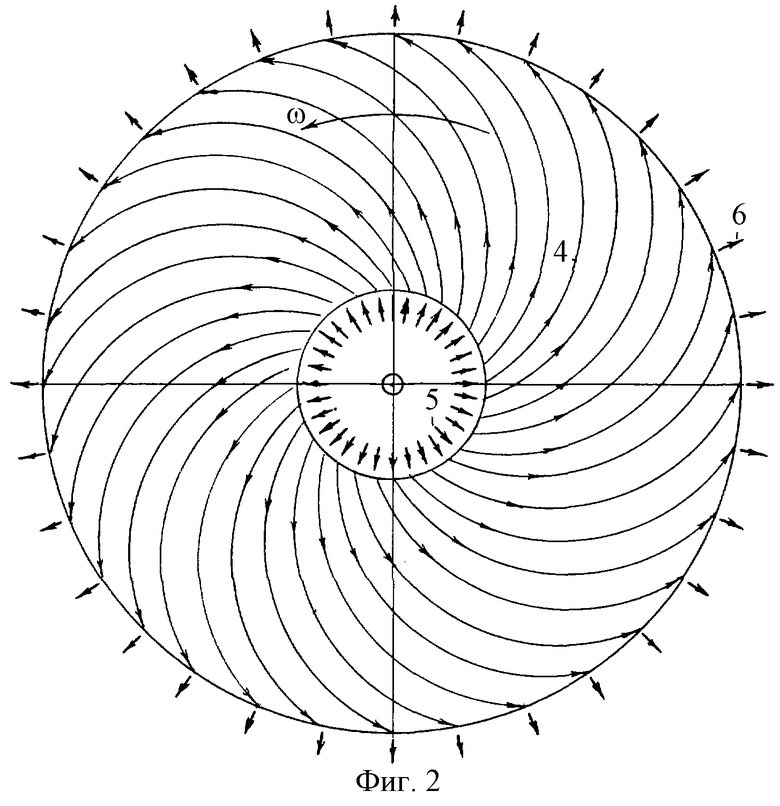
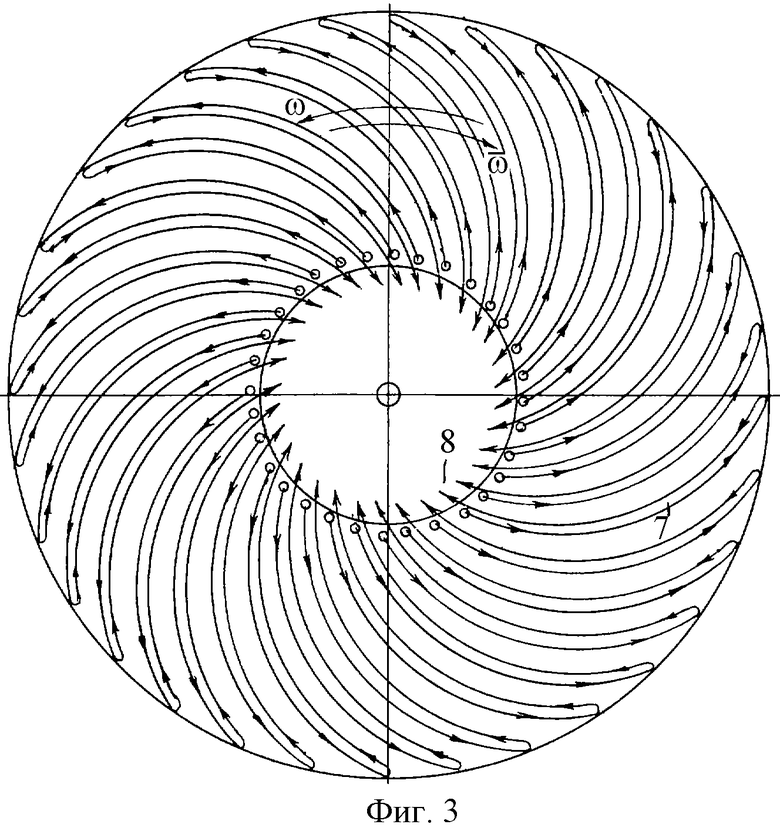
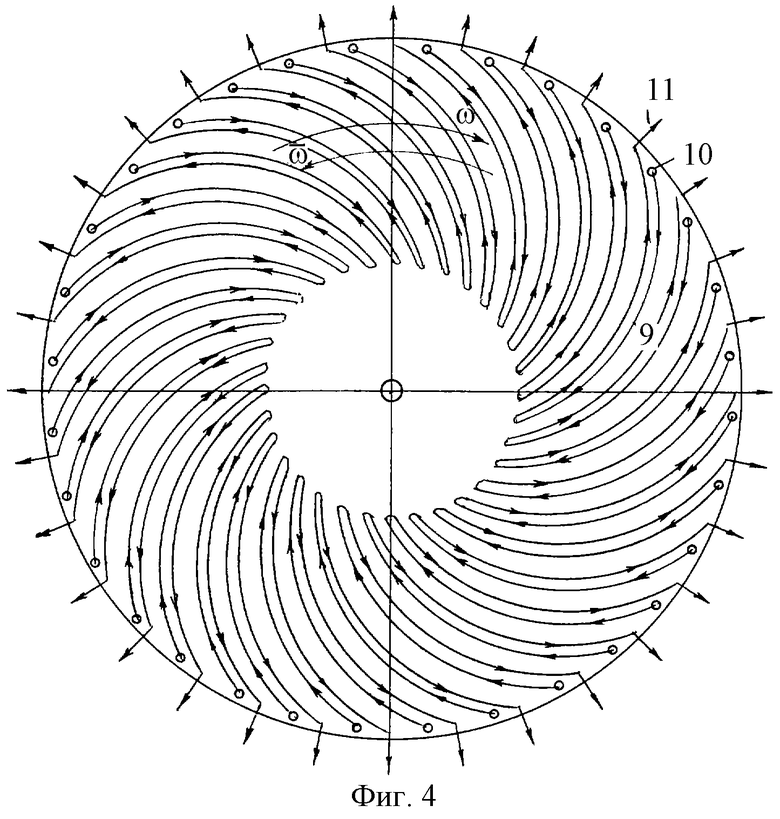
На фиг.1 - 4 изображены возможные алгоритмы кассет с изделиями, организованные в копланарной плоскости.
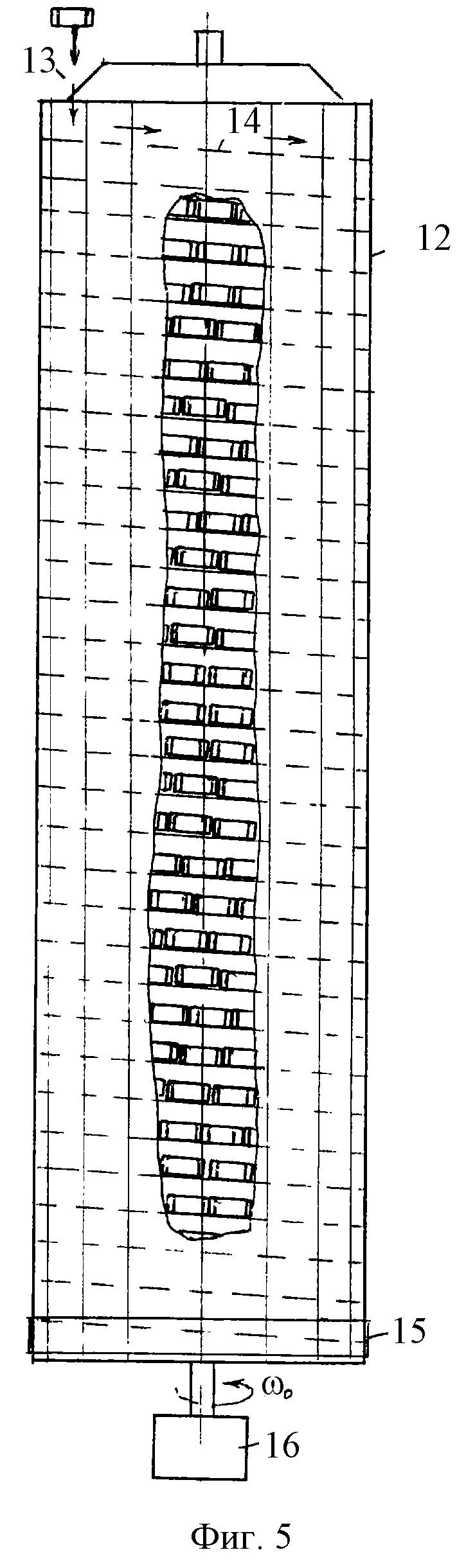
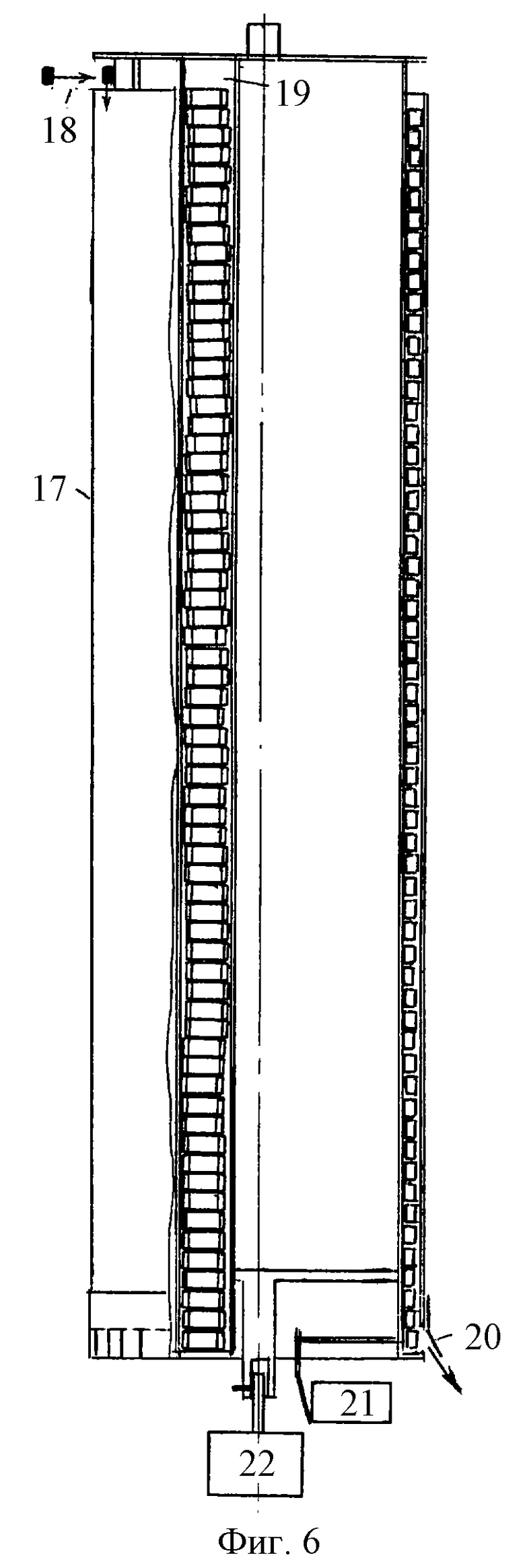
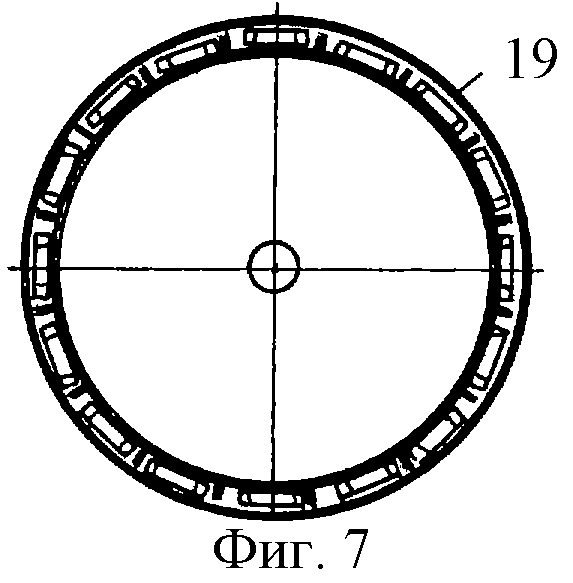
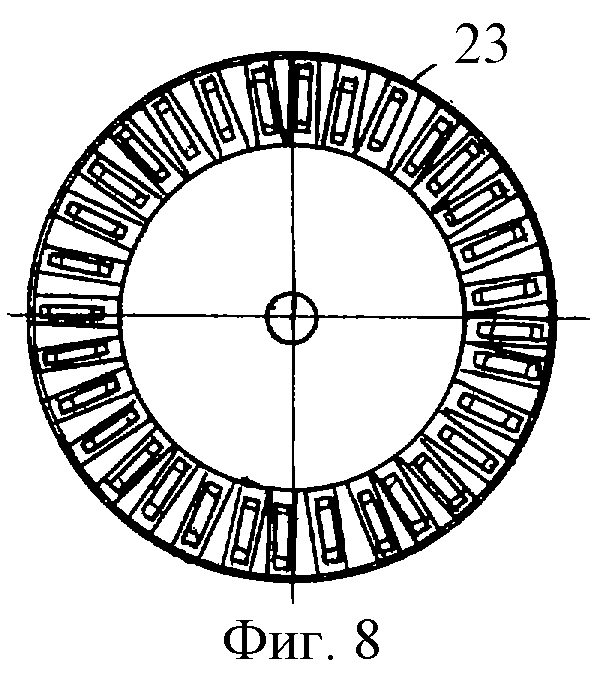
На фиг.5 - 8 изображена конструкция кассет с изделиями, которые расположены в каналах, при этом кассета выполнена в форме цилиндра с возможностью дискретного вращения.
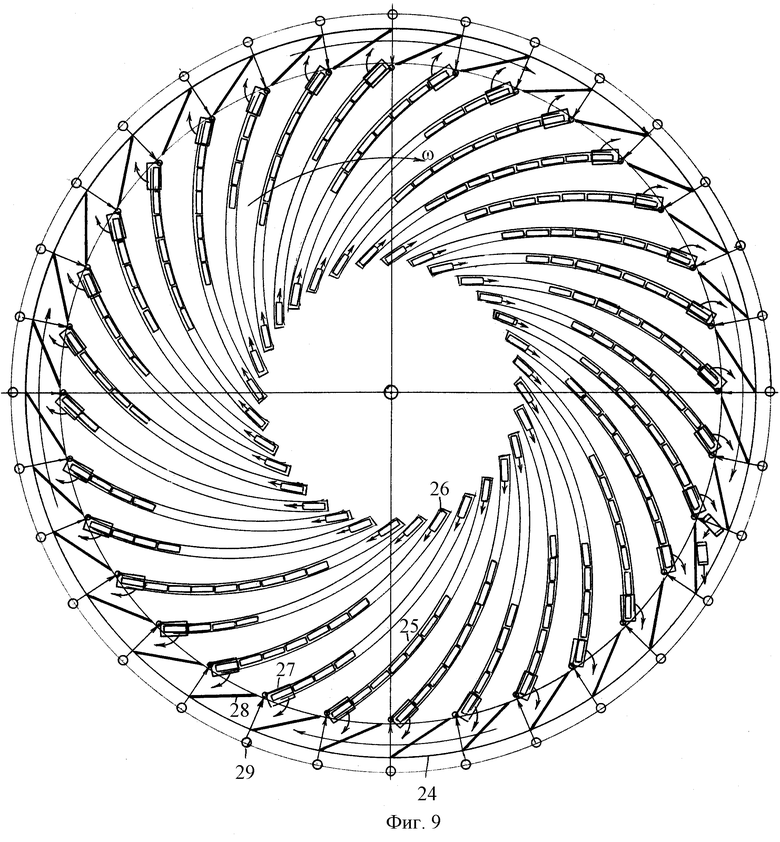
На фиг.9 изображена структура кассеты с компланарной плоскостью или диском с завинчиванием изделий с внутреннего на внешний контур диска.
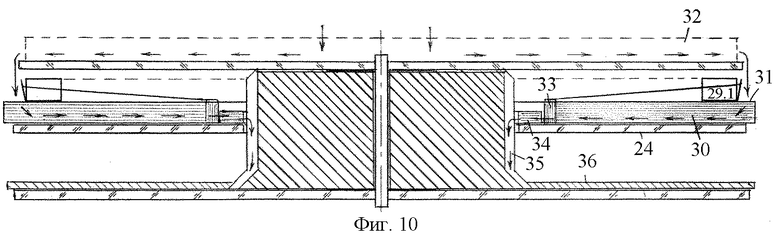
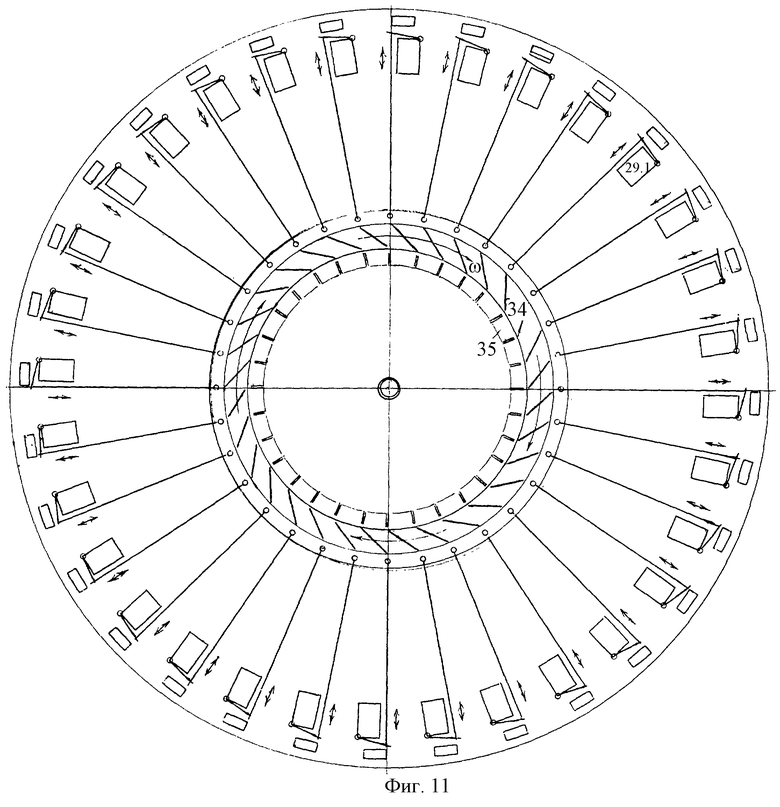
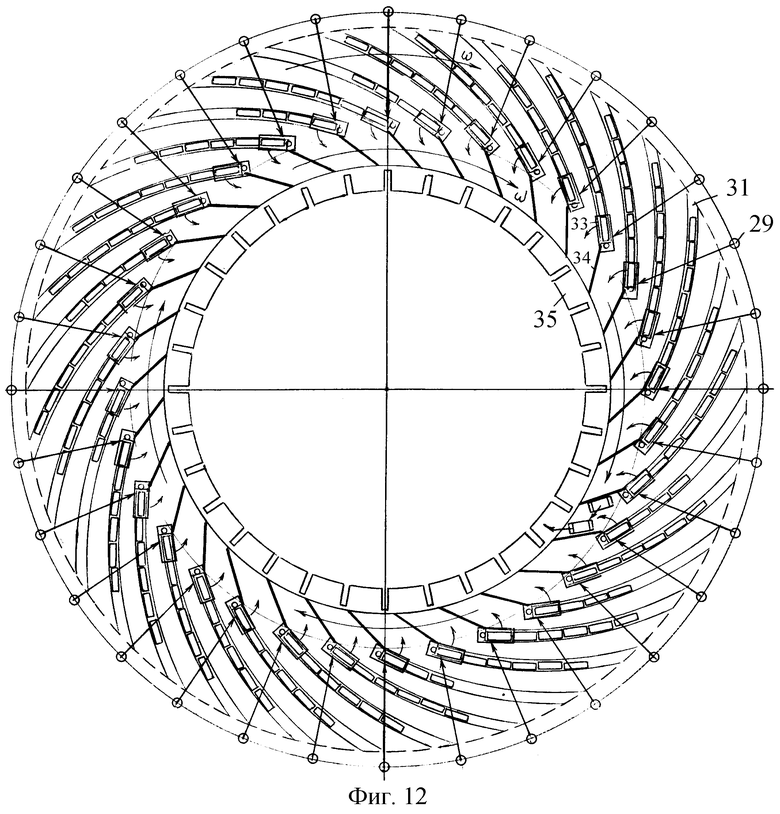
На фиг.10 - 12 изображена конструкция кассеты с завинчиванием изделий с внешнего на внутренний контур диска.
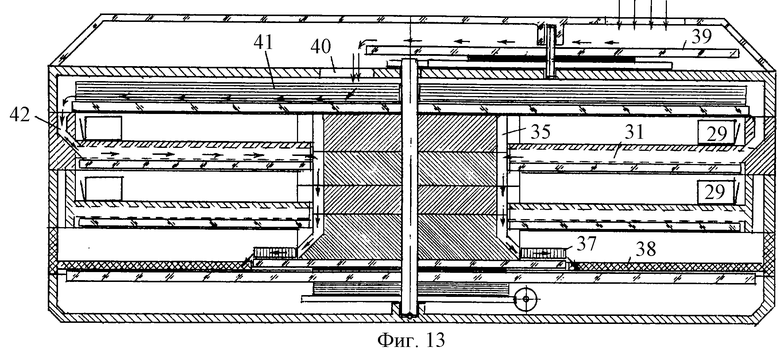
На фиг.13 изображена конструкция узла автомата поверхностного монтажа с двумя кассетами и с устройством загрузки кассет изделиями.
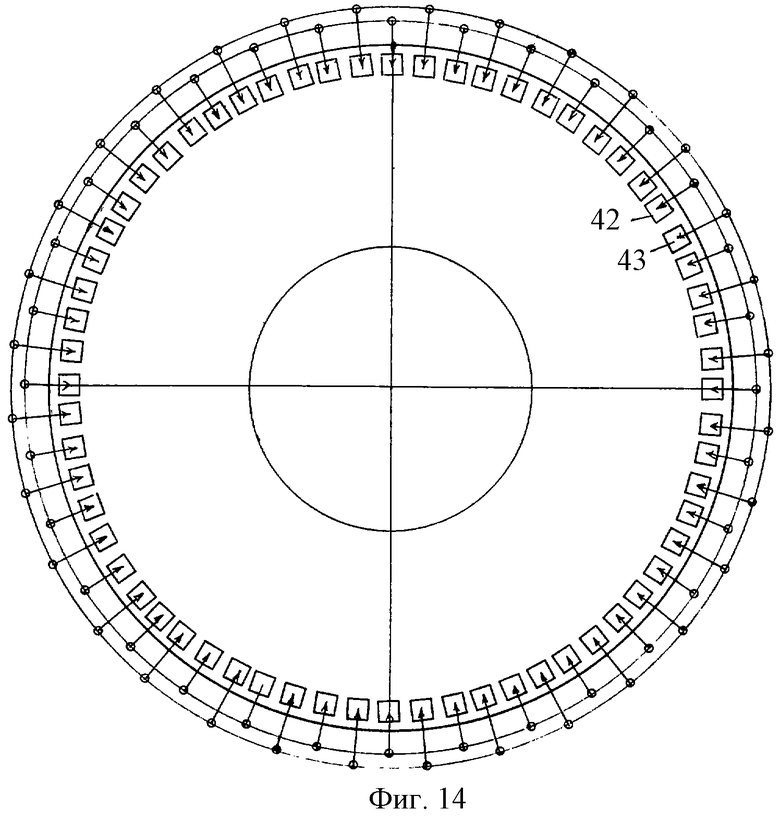
На фиг. 14 изображена последовательность расположения входных каналов двух кассет.
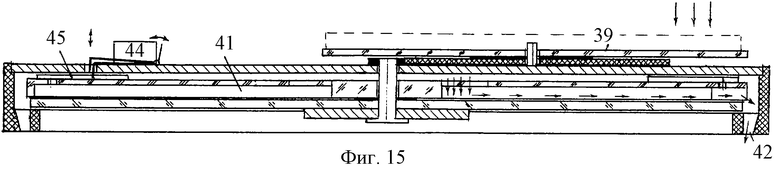
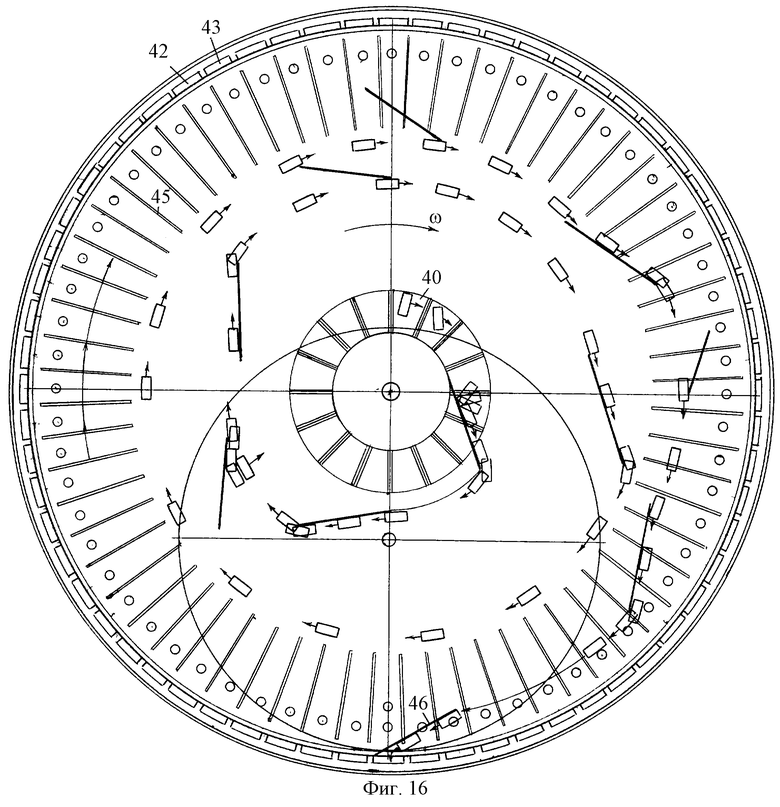
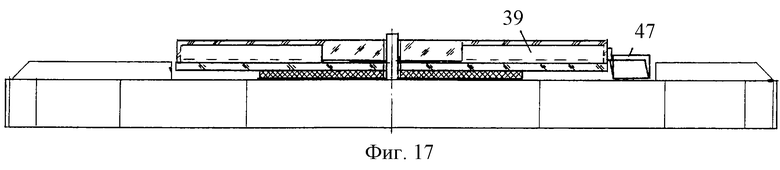
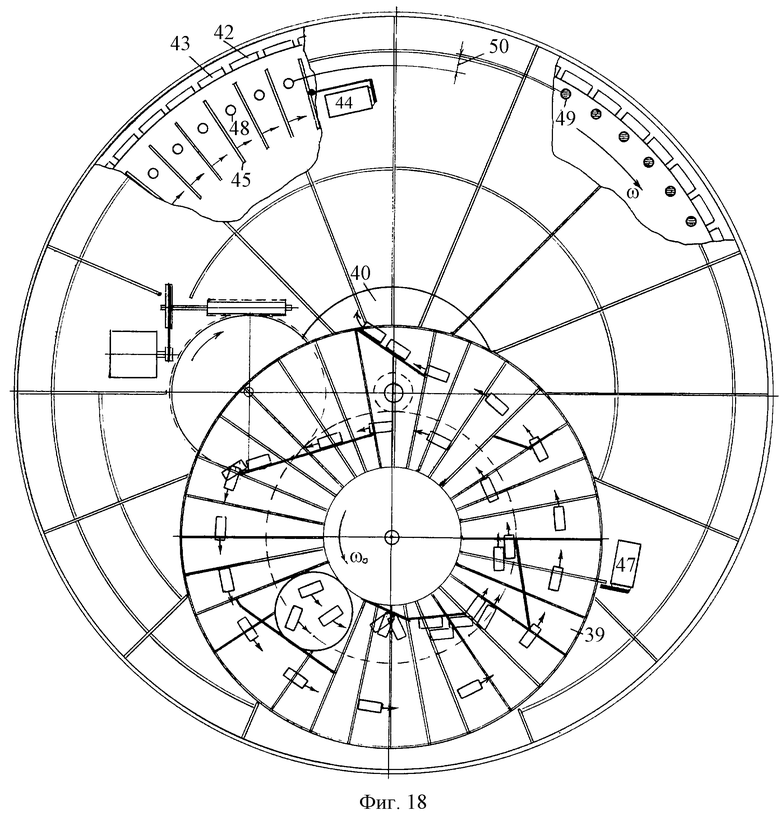
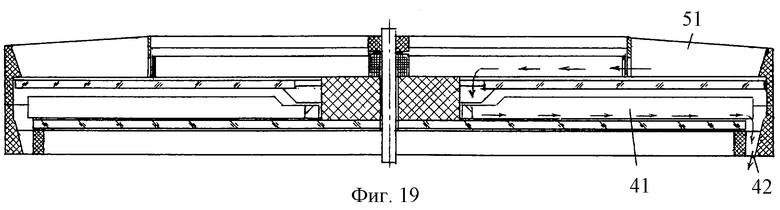
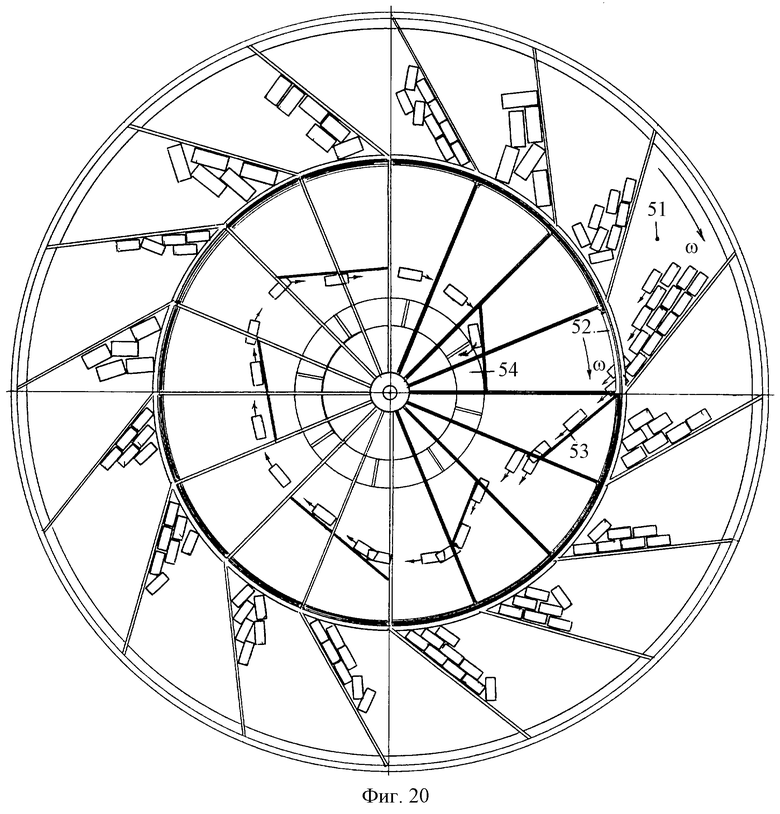
На фиг.15 - 20 изображены возможные конструкции устройства загрузки кассет изделиями.
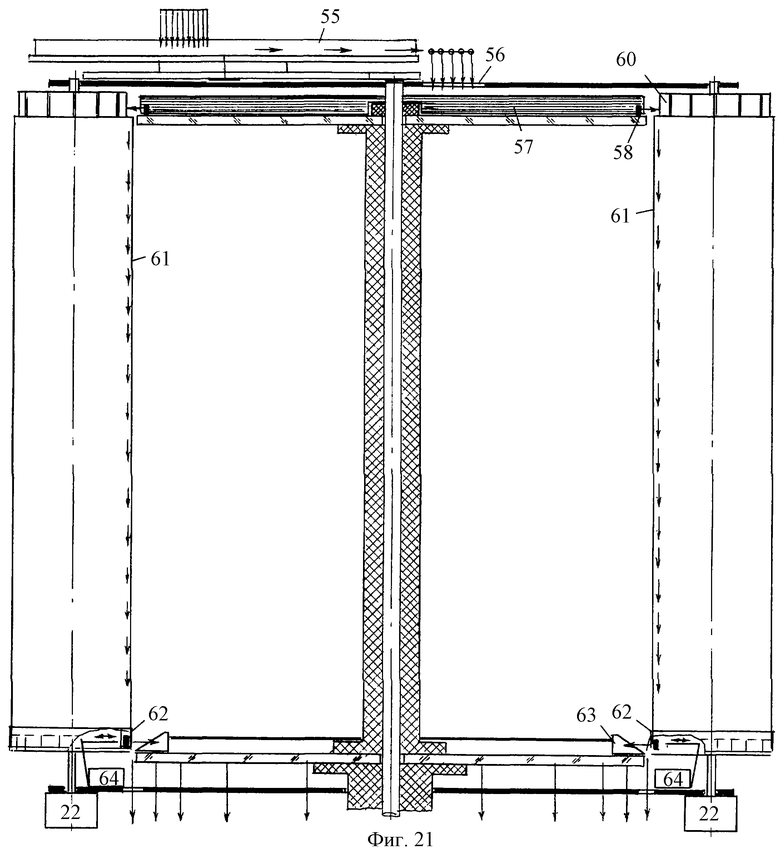
На фиг.21 изображена конструкция узла автомата поверхностного монтажа с цилиндрическими кассетами.
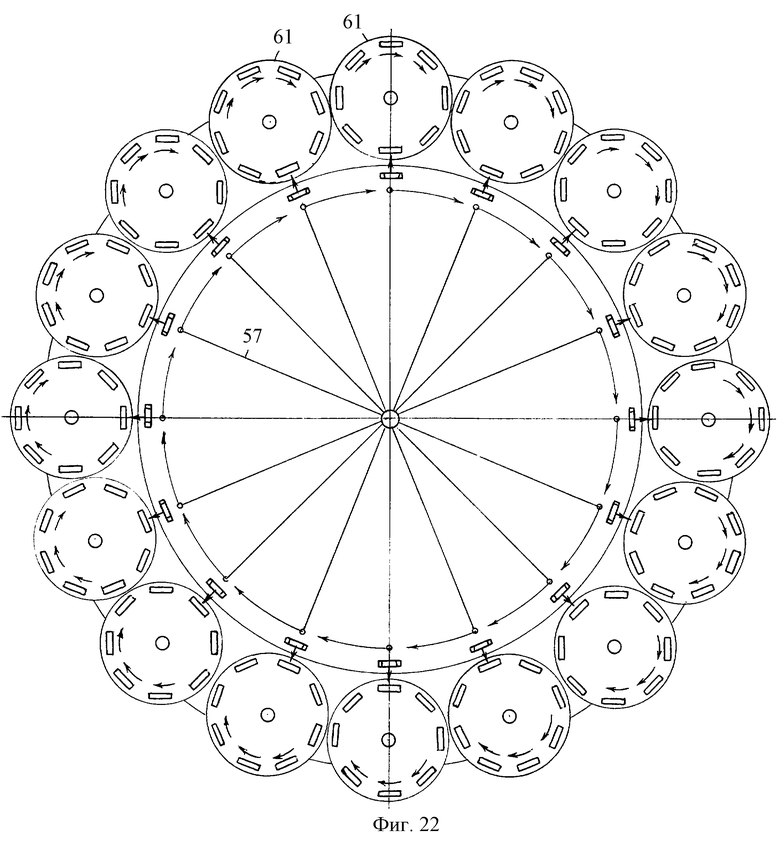
На фиг.22 изображена последовательность расположения цилиндрических кассет.
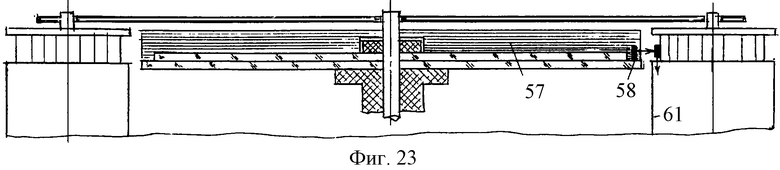
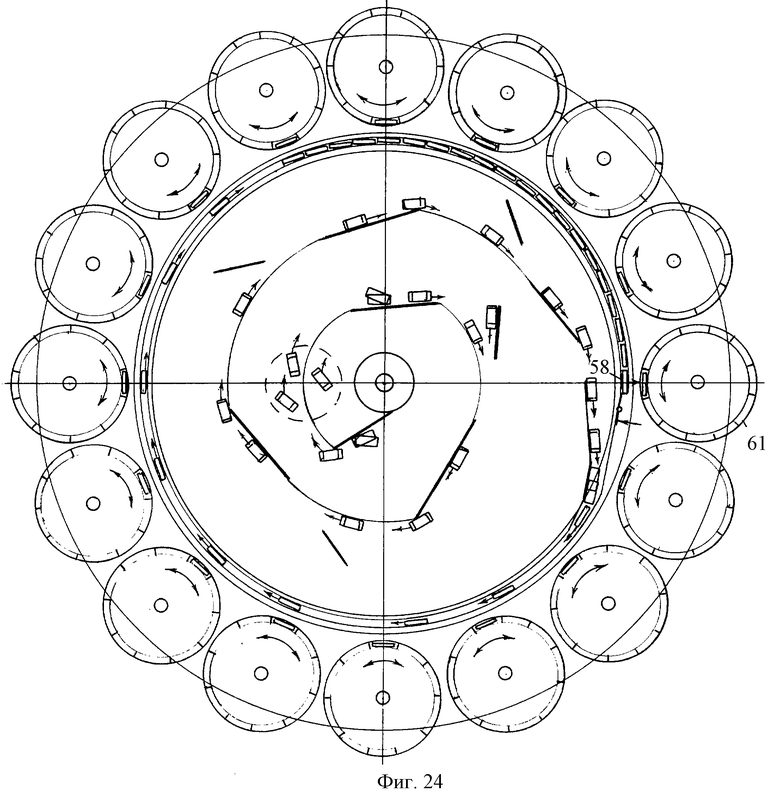
На фиг.23 и 24 изображен алгоритм заполнения цилиндрических кассет.
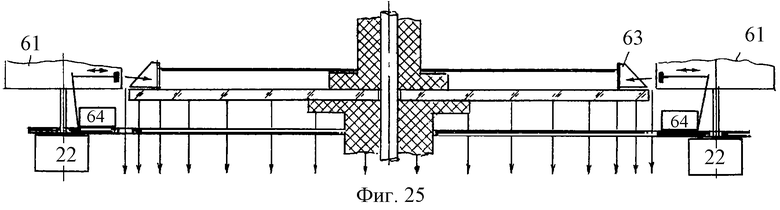
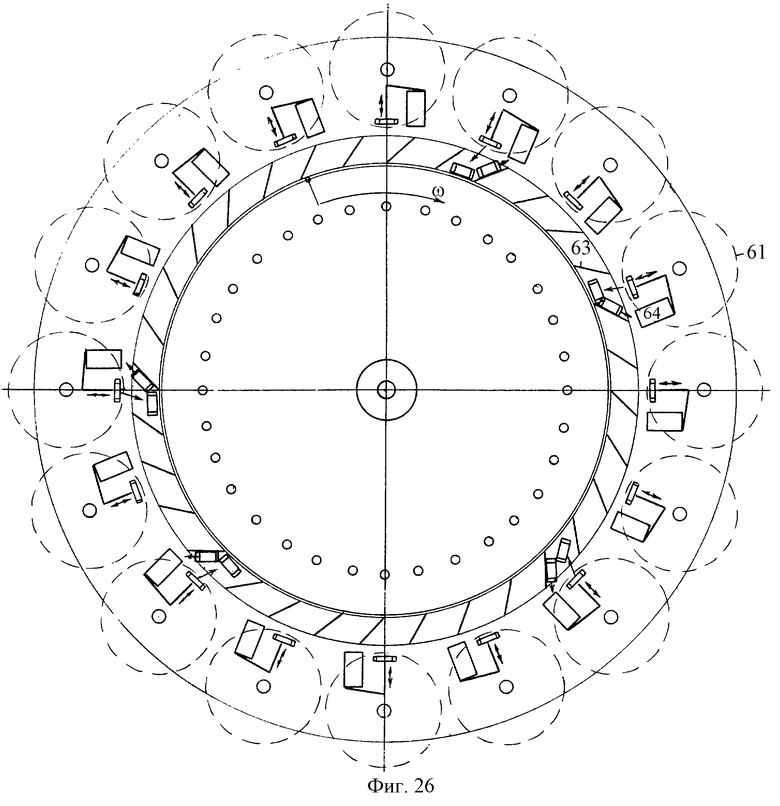
На фиг.25 и 26 изображен алгоритм подачи изделий из цилиндрических кассет при формировании строчной последовательности.
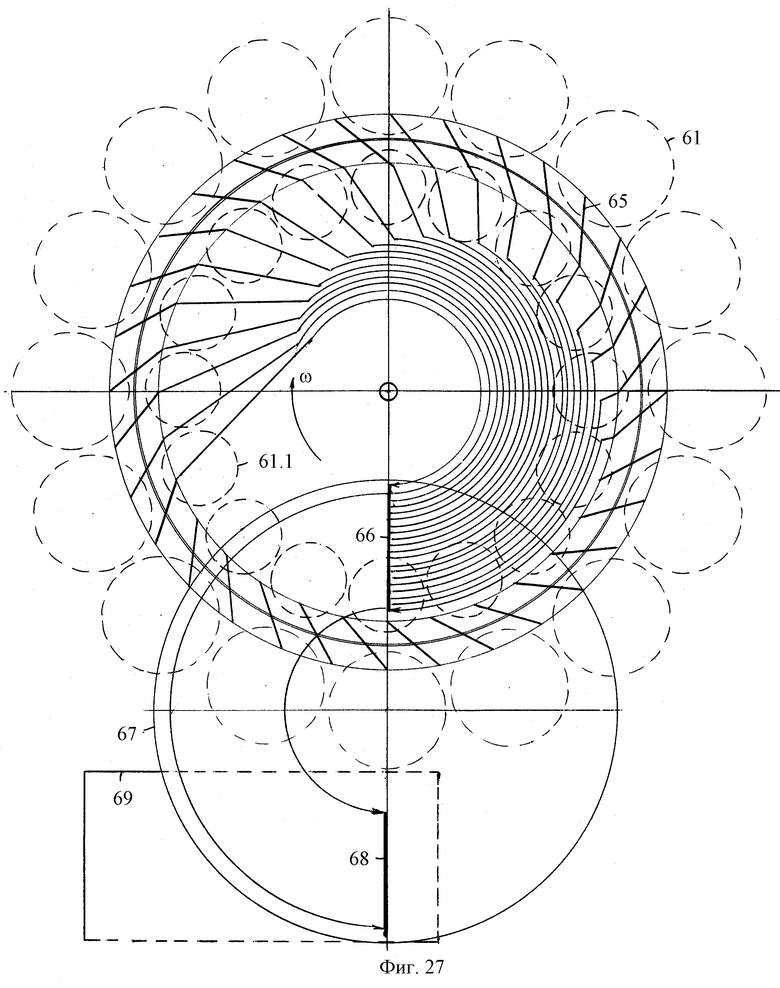
На фиг. 27 изображена структура и алгоритм приема строчной последовательности и переноса ее на общий носитель.
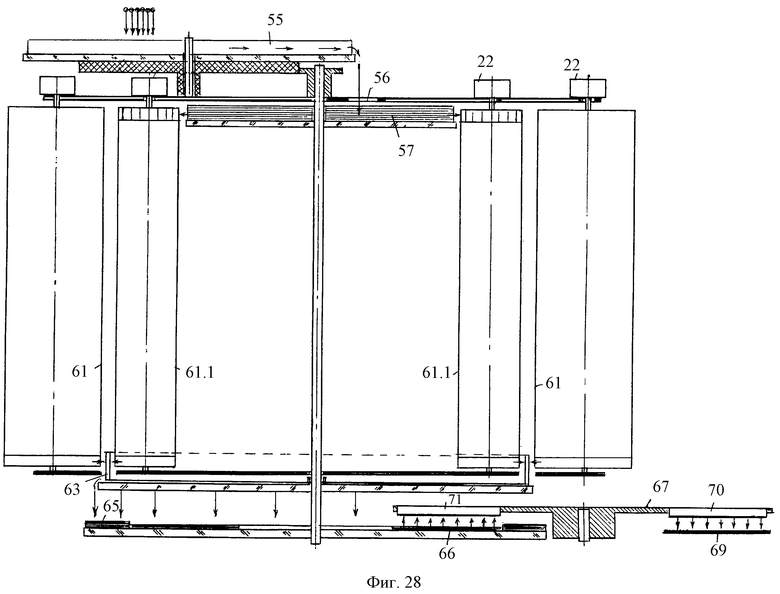
На фиг.28 изображена конструкция автомата поверхностного монтажа с двумя группами цилиндрических кассет.
На фиг.1 изображен алгоритм кассеты с компланарной плоскостью с возможностью вращения, на внешний контур каналов 1 осуществляют подачу изделий 2 с выходом изделий на внутренний контур 3 или центральный.
На фиг.2 изделия в каналы 4 кассеты подают в центральный или внутренний контур 5 с выходом их на внешний контур 6.
На фиг. 3 изделия в каналы 7 подают с внутреннего контура 8 с выходом также на внутренний контур 8.
На фиг. 4 изделия в каналы 3 подают на входы 10 внешнего контура с выходами 11 также на внешний контур. Прием изделий в каналы 7 и 9, а также 1 и 4 осуществляется путем завинчивания их в соответствующие каналы за счет фрикционных сил, которые возникают между компланарной плоскостью или диском и нижней частью изделия. Извлечение изделий из каналов 7 и 9 осуществляется путем вывинчивания их из каналов, для этого меняют знак вращательного движения.
На фиг.5 изображена конструкция цилиндрической кассеты 12, на вход которой 13 подают изделия, и эти изделия по спиралевидному каналу 14 завинчиваются в нижнюю часть 15 кассеты посредством привода 16. В данном случае в качестве плоскости транспортирования может выступать как внешняя часть кассеты 12, так и внутренняя со спиралевидными каналами 14, которые выполняют функцию шнека.
На фиг.6 - 8 изображена конструкция цилиндрической кассеты 17 со входом 18 для приема изделий и каналами 19, которые в данном случае расположены вертикально, при этом каналы могут быть организованы с касательной ориентацией /фиг. 7/ или радиальной ориентацией /фиг.8/ изделий. В нижней части цилиндрической кассеты 17 расположены упругие пластинки 20 напротив каждого канала и толкатель с электромагнитом 21. При срабатывании электромагнита 21 толкатель выбрасывает нижнее изделие из канала. Смену канала 19 или 23 /фиг.8/ осуществляет шаговый привод 22.
На фиг. 9 изображена структура кассеты с компланарной плоскостью 24 или диском, над внутренней поверхностью которого расположены каналы 25, свинченные в спираль, на вход 26 которых подают изделия, предварительно развернутые на ребро при необходимости. Эта необходимость связана с тем, что, с одной стороны, толщина изделий не существенно отличается в своем ассортименте группы изделий, с другой стороны, остальные размеры изделий в зависимости от их параметров отличаются существенно. В связи с этим целесообразно изделия предварительно разворачивать на ребро. В этом случае выходы 27 каналов 25 выполняют таким образом, чтобы изделия разной высоты, которые развернуты на ребро, распределялись по двум каналам таким образом, чтобы концы по длине большего изделия и меньшего располагались примерно в одной плоскости для последующей подачи поштучно одним исполнительным элементом при формировании соответствующей строчной последовательности. Формирование строчной последовательности изделий осуществляют в той же плоскости 24 из изделий, которые расположены на поворотных выходах 27 каналов 25 кассеты путем вращения приемных каналов, которые включают СРН (смещенные радиальные направляющие) 28, которые располагают с шагом расположения приемных каналов 25 кассеты, и в зависимости от формируемой строчной последовательности изделий с выходов 27 изделия путем поворота выхода 27 вбрасывают изделие в приемный канал СРН 28, и это изделие вместе с СРН 28 и диском 24 осуществляет вращательное движение. В результате одного оборота диска 24 происходит формирование строчной последовательности изделий, поскольку каждый из приемных каналов СРН 28 пройдет все выходы 27 каналов 25, которые также являются приемными каналами кассеты.
Другими словами, при формировании строчной последовательности изделий приемные каналы СРН 28, или можно их назвать зонами, которые расположены между последовательно расположенными JPH 28, вращают на 360o или меньше, в зависимости от конкретного ассортимента изделий строчной последовательности, после чего, при необходимости, доворачивают СРН 28 до строчных каналов 29 и фиксируют СРН 28. После чего выбранные изделия строчной последовательности по направляющим СРН 28 поступают в соответствующие строчные каналы 29 для последующего переноса строчных последовательностей изделий на общий носитель. Следует отметить, что строчные каналы 23 на последующем этапе алгоритма поверхностного монтажа обеспечивают наперед заданный или управляемый дискретный сдвиг изделий строчной последовательности для последующего переноса их на общий носитель.
После подачи изделий строчной последовательности в соответствующие строчные каналы 29 приемные каналы СРН 28 совмещают с ближайшими выходами 27 каналов 25 кассеты для формирования очередной строчной последовательности изделий. Другими словами, после сброса строчной последовательности с приемных каналов или зон СРН 28 осуществляют последовательное совмещение этих зон с выходами 27 для формирования очередной строчной последовательности.
На фиг.10 - 12 изображена конструкция кассеты с завинчиванием изделий с внешнего на внутренний контур диска 24, над поверхностью которого расположены каналы 30, с входами 31 на внешнем контуре, в которые с выхода устройства загрузки 32 подают изделия, которые, завинчиваясь в каналах 30, поступают на поворотный выход 33, которым управляет электромагнит 29.1 /на фиг.9 под позицией 29 числится строчный канал/. На внутренней поверхностью диска 24 расположены приемные каналы СРН 34 для формирования строчной последовательности, которая затем сбрасывается по каналам 35 в устройство 36 для упорядоченного расположения изделий строчной последовательности для организованного переноса в дальнейшем на общий носитель.
На фиг. 13 изображена конструкция узла автомата поверхностного монтажа с двумя кассетами и с устройством загрузки кассет изделиями. Для увеличения ассортимента изделий в устройство вводят дополнительные кассеты для соответствующих изделий, аналогичные фиг. 12, образуя блок кассет, при этом строчные каналы основной и дополнительной кассеты располагают в общей последовательности по кругу /фиг. 14/ с последовательным заполнением соответствующими изделиями соответствующих каналов 42 и 43 соответствующих кассет с последующим одновременным формированием соответствующих строчных последовательностей изделий. В данной конструкции с блока кассет посредством электромагнитов 29 изделия сбрасывают в каналы 35, по которым изделия поступают в зоны СРН 37 и далее при фиксации СРН 37 изделия поступают в устройство 38 для упорядоченного расположения изделий строчной последовательности для организованного переноса в дальнейшем на общий носитель. Устройство загрузки в данном случае выполнено в виде входного диска 39, на который засыпают изделия россыпью и по которому эти изделия последовательно поступают через отверстие 40 на вход загрузочного диска 41, который, в свою очередь, осуществляет последовательную загрузку через соответствующие каналы /входные/ 42 и 43 в соответствующие каналы соответствующих кассет.
Другими словами, загрузку блока кассет осуществляют внешним общим устройством с дополнительной компланарной плоскостью или входным диском 39 и с СРН 46 на краю /фиг.16/, куда также входит загрузочный диск 41, которое располагают соосно с блоком кассет.
На фиг.15 - 20 изображены возможные конструкции устройства загрузки кассет изделиями. Последовательное заполнение или загрузку каналов 42 и 43 кассет осуществляют путем последовательного дискретного смещения СРН, которые располагают в зоне последовательной подачи изделий, т.е. регулярно расположены в центральной зоне относительно отверстия 40 /фиг.16/, и на краю 46 дополнительной компланарной плоскости, где и осуществляют формирование последовательностей одного номинала.
Другими словами, с входного диска 39 /фиг.15, 17 и 18/ изделия одного номинала через отверстие 40 поступают на поверхность компланарной плоскости, над которой расположена система СРН, которые конструктивно выполнены с нижней стороны , например, путем литья из пластмассы, загрузочного диска 41 /фиг.15/, в том числе и СРН 46, при этом с верхней стороны загрузочного диска 41 конструктивно выполнены ребра 45 в соответствии с количеством каналов 42 и 43 для последующей реализации посредством электромагнита 44 операции последовательного дискретного смещения системы СРН, в том числе и СРН 46, которая непосредственно подает изделия в выбранный канал 42 или 43. Контроль и управление за работой загрузочного диска осуществляют оптоэлектронным методом с использованием меток 48 на загрузочном диске 41 /фиг. 18/ и меток 49 на дополнительной компланарной плоскости, которые смещены друг относительно друга (см. поз. 50). Управление входным диском 33 /фиг.18/ осуществляет электромагнит 47, которых фиксирует СРН, которые находятся на его поверхности на время загрузки или подачи изделий в отверстие 40.
На фиг.19 и 20 изображен вариант устройства загрузки, в котором входной диск расположен соосно загрузочному диску 41, а над поверхностью расположена системы бункеров 51, в каждый из которых могут быть засыпаны изделия разных параметров. Внутри такой системы осуществляют соосное вращение обечайки с отверстием 52 и системой направляющих 53 для подачи изделий в отверстие 54 для последующего распределения изделий по каналам 42.
В случае, если изделия в каналы кассет требуется подавать поштучно, то на выходе СРН 46 /фиг.16/ осуществляют временную дискретизацию или дозировку изделий путем, например, замедленного прокручивания, по отношению к скорости вращения дополнительной компланарной плоскости, мягкого диска.
На фиг.21 изображена конструкция узла автомата поверхностного монтажа с цилиндрическими кассетами. Узел содержит входной диск 55, с которого изделия россыпью поступают через отверстие 56 в загрузочный диск 57 и далее поштучно - на выход 58 и далее в канал 60 цилиндрической кассеты 61. В нижней части 32 цилиндрической кассеты расположен толкатель с электромагнитом 64, которых и осуществляет поштучную подачу изделий /фиг.26/ в зоны СРН 63, а с них на вход направляющих 65 /фиг.27/ и далее по соответствующей траектории на несмещенную направляющую 66, откуда манипулятором 67 изделия строчной последовательности переносятся на общий носитель 69 в зону 68 для фиксации.
На фиг.28 изображена конструкция автомата поверхностного монтажа с двумя группами цилиндрических кассет 61 и 61.1. Цилиндрические кассеты 61.1 предназначены для пассивных изделий, а цилиндрические кассеты 61 предназначены для крупногабаритных изделий с возможностью съема. Манипулятор 67 содержит подвижные элементы 70, которые осуществляют прием строчной последовательности изделий в зоне несмещенной направляющей 66 и установку изделий строчной последовательности в зоне 69 на общий носитель.
При длительном хранении изделий в кассетах целесообразно их выполнять с возможностью магнитной или оптоэлектронной записи/считывания информации о номиналах и количестве изделий в каналах кассеты или кассет. При этом запись/считывание информации целесообразно осуществлять на большем диаметре компланарной плоскости или диска, при этом запись имеет смысл выполнять в секторе или нескольких секторах носителя информации.
Использование изобретения позволяет существенно расширить технологические возможности малогабаритных автоматов поверхностного монтажа за счет использования технологических кассет.
Изобретение относится к области транспортирования и может быть использовано при построении принципиально новых малогабаритных автоматов поверхностного монтажа. Способ ориентирования изделий различной формы при их транспортировании включает поочередную подачу транспортируемых изделий, при этом из поочередной подачи изделий формируют одноканальную или многоканальную кассету в виде диска или вертикального цилиндра посредством предварительного формирования изделий, поданных россыпью в сориентированную последовательность одного номинала или наперед заданную последовательность разного номинала с последующей поочередной подачей с разворотом на ребро в выбранный канал кассеты, где изделия подают с внешнего контура кассеты в центральный или наоборот, либо формируют вертикальную последовательность в канале вертикального цилиндра с радиальной или касательной ориентацией изделий, при этом смену каналов осуществляют пошаговым приводом, а выдачу изделий осуществляют поштучно - крайних изделий в канале. Расширяются технологические возможности способа, который, в свою очередь, позволяет существенно расширить функциональные возможности малогабаритных автоматов поверхностного монтажа. 24 з.п. ф-лы, 28 ил.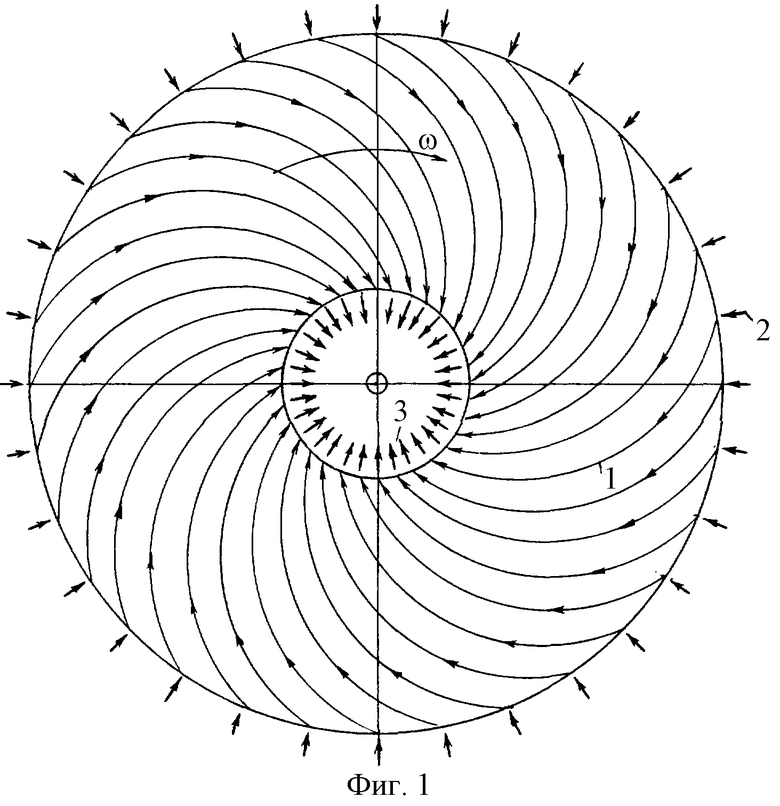
| СПОСОБ ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ | 1998 |
|
RU2154011C2 |
| СПОСОБ ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ | 1995 |
|
RU2128141C1 |
| УСТРОЙСТВО ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ | 1997 |
|
RU2154010C2 |
| СПОСОБ ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ ИМ. Л.П.ПЕТРЕНКО - ВЕРСИЯ П | 1999 |
|
RU2170206C1 |
| УСТРОЙСТВО ОРИЕНТИРОВАНИЯ ИЗДЕЛИЙ РАЗЛИЧНОЙ ФОРМЫ ПРИ ИХ ТРАНСПОРТИРОВАНИИ | 1999 |
|
RU2170697C1 |
