Изобретение относится к оборудованию для обработки металлов давлением и может быть использовано для производства профильных труб.
Такие трубы, имеющие квадратное, прямоугольное, треугольное и др. формы поперечного сечения, изготавливают либо на трубоформовочных станах путем последовательной формовки исходной плоской заготовки, либо переформовкой круглого сечения в требуемое. В обоих случаях применяются клети различной конструкции, аналогичные рабочим клетям прокатных станов. Типы и схемы таких клетей описаны, например, в книге А.А.Королева «Механическое оборудование прокатных и трубных цехов», М., «Металлургия», 1987, с.52-54.
Как правило, в качестве чистовых клетей при формовке профильных труб используются универсальные клети, содержащие две пары горизонтальных и вертикальных валков, из которых приводными обычно являются горизонтальные.
Известна универсальная клеть профилегибочного стана, содержащая горизонтальные и вертикальные валки, установленные в одной вертикальной плоскости в двух кассетах, перемещаемых с помощью специальных винтов (см. книгу под ред. И.С.Тришевского «Производство гнутых профилей (оборудование и технология)», М., «Металлургия», 1982, с.102-103).
Недостатком такой клети является необходимость перевалки (смены) валков при переходе на новый профилеразмер, что повышает расход валков и затраты на производство.
Наиболее близким аналогом к заявляемому устройству является универсальная четырехвалковая клеть для профилирования труб по пат. РФ №2201825, кл. В 21 С 37/08, опубл. в БИ №10, 2003 г.
Эта клеть содержит валки с бочками, образующими замкнутый калибр, оси которых расположены в одной диаметральной плоскости и установлены в подушка-опорах с возможностью изменения площади сечения калибра, а горизонтальные валки выполнены приводными, и характеризуется тем, что подушки размещены в четырех Г-образных опорах, скрепленных двумя кольцам на входе и выходе из клети, причем диаметр всех четырех валков одинаков и равен (3,2...4,0)dт, где dт - диаметр исходной круглой трубы-заготовки.
Однако клеть такой конструкции неприемлема для формовки профильных труб с треугольным поперечным сечением.
Технической задачей настоящего изобретения является расширение сортамента профильных труб, изготавливаемых из круглых труб-заготовок.
Для решения этой задачи универсальная клеть, содержащая валки с бочками, образующими замкнутый калибр, оси которых расположены в одной диаметральной плоскости и установлены в подушках-опорах с возможностью изменения площади сечения калибра, а горизонтальные валки выполнены приводными, содержит два горизонтальных валка с коническими бочками и один вертикальный валок с цилиндрической бочкой, которые образуют калибр с сечением в виде равностороннего треугольника; при этом нижний горизонтальный валок может быть выполнен с жестко закрепленной осью, верхний и вертикальный валки - с возможностью перемещения в упомянутой диаметральной плоскости по горизонтали и вертикали, а опора вертикального валка - выполненной С-образной, в горизонтальных элементах которой закреплена ось этого валка.
Сущность заявляемого технического решения заключается в изменении конструкции известной универсальной клети, что делает возможным изготовление с ее помощью треугольных профильных труб из круглых. Такие трубы имеют большую жесткость (несущую способность), чем круглые и квадратные (прямоугольные) трубы при одинаковом расходе металла на их изготовление.
Предлагаемая универсальная клеть схематически показана на чертеже.
Нижний 1 и верхний 2 горизонтальные валки установлены на подшипниках качения в соответствующих подушках-опорах 3, размещенных в левой (на фиг.1) станине 4 клети. Оси этих валков через муфты 5 соединены с приводом (не показан). Бочки 6 горизонтальных валков - конические. Перемещение верхнего из этих валков осуществляется вертикальным 7 и горизонтальным 8 нажимными винтами.
Вертикальный валок 9 с цилиндрической бочкой установлен также на подшипниках качения в горизонтальных элементах (щековинах) 10 С-образной опоры 11, размещенной в правой станине 12 клети. Перемещение этого валка по горизонтали и вертикали осуществляется, соответственно, нажимными винтами 13 и 14.
Обе станины клети крепятся к ее основанию - плитовине 15.
Клеть работает следующим образом.
Формуемая круглая труба-заготовка под действием валков, образующих калибр, принимает требуемую форму сечения. При необходимости перехода на треугольное сечение новых размеров осуществляют перемещение верхнего валка 2 влево и вниз, а вертикального валка 9 влево и вверх (при уменьшении сечения) или перемещают валок 2 вправо и вверх, а валок 9 вправо и вниз (при увеличении сечения).
После закрепления нажимных винтов начинают формовку сечения новых размеров.
Принципиально профилирование требуемых труб можно осуществлять в трехвалковой клети, валки которой имеют оси, расположенные друг к другу под углом 60° (для сечения в виде равностороннего треугольника). Однако такое исполнение клети значительно усложнит ее привод, в особенности, с учетом необходимого перемещения валков в двух направлениях.
Опытную проверку заявляемой клети осуществляли в ОАО «Магнитогорский металлургический комбинат». С этой целью в двух клетях, показанных на чертеже и последовательно установленных за трубоэлектросварочным станом, из круглых труб-заготовок диаметром от 40 до 120 мм с толщиной стенок 1...4 мм формовали профильные треугольные трубы разных размеров с сечением в виде равностороннего треугольника. Материал труб - стали с пределом прочности бв≤550 МПа.
При опытном профилировании до 99,5% полученных треугольных труб соответствовали всем требованиям по их качеству и геометрии.
Универсальная четырехвалковая клеть, выбранная в качестве ближайшего аналога (см. выше), в этих опытах не использовалась ввиду невозможности получения с ее помощью профильных треугольных труб.
Таким образом, опытная проверка подтвердила приемлемость найденного технического решения для выполнения поставленной задачи и его преимущество перед известным устройством.
По данным технико-экономических исследований, проведенных в Центральной лаборатории контроля ОАО «ММК», использование предлагаемой клети позволит расширить сортамент профильных труб, изготавливаемых на комбинате. При этом использование треугольных труб взамен круглых и квадратных, например, в строительстве позволит уменьшить расход металла не менее чем на 15%.
Пример конкретного выполнения
Универсальная трехвалковая клеть для профилирования труб с поперечным сечением в виде равностороннего треугольника выполнена в соответствии со схемой, приведенной на чертеже.
В качестве заготовки используются круглые трубы из рядовых и конструкционных марок стали с бв≤550 МПа диаметром от 40 до 120 мм и толщиной стенок 1...4 мм.
Горизонтальные приводные валки клети выполнены с бочками, имеющими диаметры d=300 и D=440 мм. Холостой валок - с цилиндрической бочкой диаметром d=350 мм и длиной l=140 мм.
Привод валков - от электродвигателя мощностью 15 кВт; скорость профилирования (максимальная) - 0,5 м/с.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2001 |
|
RU2201825C2 |
| УНИВЕРСАЛЬНАЯ ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2006 |
|
RU2302305C1 |
| АГРЕГАТ ДЛЯ ПРОФИЛИРОВАНИЯ | 2007 |
|
RU2344013C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2002 |
|
RU2231409C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ НЕПРЕРЫВНОГО ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2006 |
|
RU2320432C1 |
| СТАН ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2005 |
|
RU2295410C1 |
| ТРУБОФОРМОВОЧНЫЙ СТАН | 2008 |
|
RU2365449C1 |
| КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2006 |
|
RU2317166C1 |
| СПОСОБ ФОРМОВКИ ЗАМКНУТОГО ПРОФИЛЯ | 2005 |
|
RU2299773C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
Изобретение относится к обработке металлов давлением, а именно к оборудованию для производства профильных труб. Цель изобретения - расширение сортамента профильных труб, изготавливаемых из круглых труб-заготовок. Универсальная клеть для профилирования труб содержит валки с бочками, образующими замкнутый калибр, оси которых расположены в одной диаметральной плоскости и установлены в подушках-опорах с возможностью изменения площади сечения калибра. Два приводных горизонтальных валка с коническими бочками и один вертикальный валок с цилиндрической бочкой, ось которого установлена в горизонтальных элементах С-образной опоры, образуют калибр с сечением в виде равностороннего треугольника. Нижний горизонтальный валок выполнен с жестко закрепленной осью, а верхний и вертикальный валки - с возможностью перемещения в упомянутой диаметральной плоскости по горизонтали и вертикали. Изобретение обеспечивает уменьшение расхода валков и сокращение затрат на производство. 1 ил.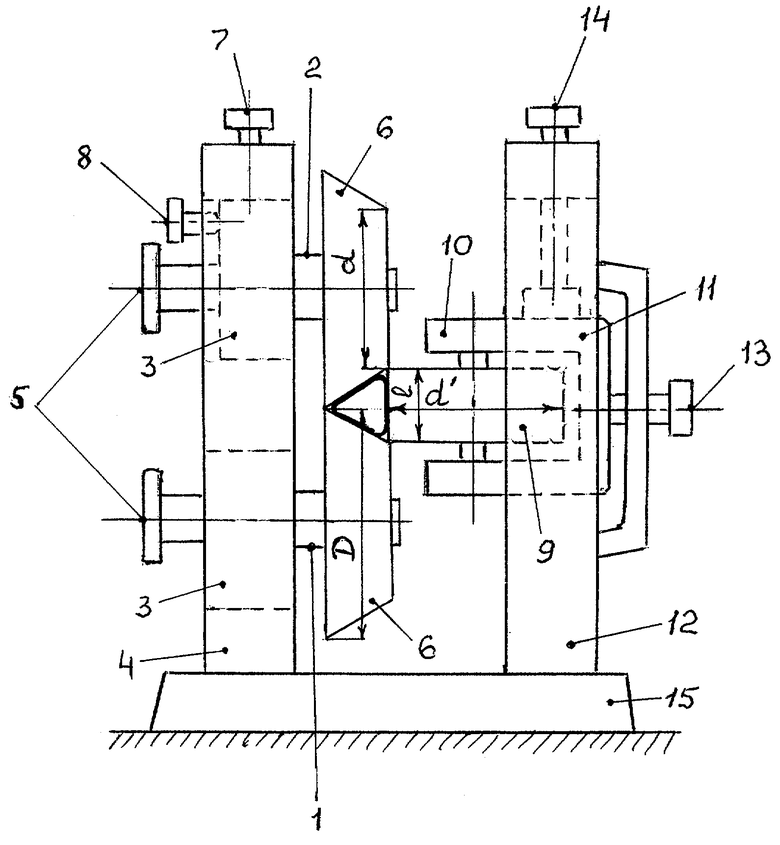
Универсальная клеть для профилирования труб, содержащая валки с бочками, образующими замкнутый калибр, оси которых расположены в одной диаметральной плоскости и установлены в подушках-опорах с возможностью изменения площади сечения калибра, а горизонтальные валки выполнены приводными, отличающаяся тем, что клеть содержит два горизонтальных валка с коническими бочками и один вертикальный валок с цилиндрической бочкой, ось которого установлена в горизонтальных элементах С-образной опоры, образующие калибр с сечением в виде равностороннего треугольника, при этом нижний горизонтальный валок выполнен с жестко закрепленной осью, а верхний и вертикальный валки - с возможностью перемещения в упомянутой диаметральной плоскости по горизонтали и вертикали.
| УНИВЕРСАЛЬНАЯ ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2001 |
|
RU2201825C2 |
| Клеть прокатного стана с двумя калибрами для производства сортовых профилей треугольного сечения | 1988 |
|
SU1754236A1 |
| Клеть прокатного стана | 1980 |
|
SU910238A1 |
| Многовалковый калибр | 1986 |
|
SU1315045A1 |
| Многовалковая клеть (ее варианты) | 1985 |
|
SU1251987A1 |
| СПОСОБ ИЗМЕРЕНИЯ ПОКАЗАТЕЛЯ ПРЕЛОМЛЕНИЯ ГАЗОВЫХ СРЕД | 2011 |
|
RU2495387C2 |

