Изобретение относится к оборудованию для производства проката и может быть использовано на непрерывных широкополосных станах (НШПС) горячей прокатки.
Такие станы применяются для прокатки листовой (полосовой) стали и содержат от 10 до 13 клетей, причем последние 5...8 клетей объединены в непрерывную группу. Большая часть клетей НШПС - кварто (четырехвалковые), содержащие по паре рабочих и опорных валков. Конструкции клетей кварто достаточно подробно описаны, например, в книге Королева А.А. «Механическое оборудование прокатных и трубных цехов», М., «Металлургия», 1987, с.298-299. Если с передней или задней стороны клети установлены неприводные вертикальные валки, то такие клети называются универсальными (см. там же, с.54). Назначение вертикальных валков - обжатие боковых кромок прокатываемой полосы с целью регулирования ее ширины.
Известна универсальная прокатная клеть, у которой вертикальные валки установлены в кассетах, опорные поверхности которых выполнены цилиндрическими и с радиусами, равными радиусам аналогичных поверхностей подушек (опор) горизонтальных валков (см. а.с. СССР №1514433, кл. В21В 13/10, опубл. в БИ №38, 1989 г.). Однако такая клеть дуо (т.е. с двумя горизонтальными валками) непригодна для НШПС горячей прокатки.
Наиболее близким аналогом к заявляемому устройству является универсальная четырехвалковая клеть по пат. РФ №2201825, кл. В21С 37/08, опубл. в БИ №10, 2003 г.
Эта клеть содержит горизонтальные и вертикальные валки, лежащие в одной диаметральной плоскости и выполненные с возможностью заданного перемещения в ней с образованием замкнутого калибра переменного прямоугольного сечения, середина которого совпадает с продольной осью прокатки, и характеризуется тем, что все валки - холостые и их диаметр одинаков, а цапфы валков установлены в Г-образных опорах и опорная плита клети может перемещаться по горизонтали и вертикали на некоторое расстояние.
Универсальная клеть такой конструкции также неприемлема для использования при горячей прокатке широких полос.
Действительно, так как известная клеть предназначена для профилирования труб, при котором нагрузка (давление) на валки относительно невелико, в ней отсутствуют опорные валки, абсолютно необходимые для чистовых клетей (непрерывной группы) НШПС. Кроме того, выполнение всех валков, образующих замкнутый прямоугольный калибр, с одинаковым диаметром - нереально (например, диаметр горизонтальных рабочих валков НШПС - 2000 достигает 830 мм).
Технической задачей настоящего изобретения является сокращение расхода металла при производстве широкополосной горячекатаной стали за счет уменьшения величины обрези, увеличение рабочей кампании валков.
Для решения этой задачи в универсальной клети НШПС горячей прокатки, содержащей рабочие горизонтальные и вертикальные валки, лежащие в одной диаметральной плоскости и выполненные с возможностью заданного перемещения в ней с образованием замкнутого калибра переменного прямоугольного сечения, середина которого совпадает с продольной осью прокатки, в отличие от ближайшего аналога, дополнительно установлены опорные валки, нижний горизонтальный валок и один из вертикальных валков выполнены перемещающимися по горизонтали поперек продольной оси прокатки, а верхний горизонтальный валок и другой вертикальный - перемещающимися так же, как упомянутые валки, и по вертикали, при этом перемещение валков осуществляется с помощью нажимных винтов и гидроцилиндров, величина перемещения всех валков по горизонтали одинакова, а вертикальные валки выполнены каждый с плоским торцом, контактирующим с бочкой соответствующего горизонтального валка, причем ширина вертикальных валков составляет 0,28...0,30 от их диаметра, а вертикальные валки устанавливаются каждый в одной опоре, расположенной со стороны валка, противоположной его плоскому торцу, а длина бочки опорных валков равняется lp+Δ, где lp - длина бочки горизонтального валка, Δ - максимальная величина его перемещения по горизонтали.
Сущность заявляемого технического решения заключается в размещении всех валков (в т.ч. - вертикальных) в общей диаметральной (вертикальной) плоскости клети кварто НШПС и в выборе такого их взаимоположения, при котором осуществляется одновременное обжатие металла в двух взаимно перпендикулярных плоскостях. В результате этого значительно повышается точность выполнения ширины проката, чего нельзя достичь при расположении вертикальных валков в известных универсальных клетях листовых станов.
Так как горячекатаные полосы в дальнейшем обязательно подвергаются операции обрезки их боковых кромок, то очевидно, что уменьшение разноширинности готового проката приводит и к уменьшению отходов металла в обрезь, т.е. дает прямую его экономию, что и подтвердили опыты (см. ниже).
На чертеже схематично показана предлагаемая универсальная клеть (стрелками показаны направления перемещений валков, образующих замкнутый калибр).
В левой (на фиг.1) 1 и правой 2 станинах клети установлены в опорах 3 рабочие верхний 4 и нижний 5 валки, а также два опорных валка 6, длина бочки которых Lo=lp+Δ, т.е. опорные валки контактируют со всей поверхностью рабочих валков при перемещении последних. Торцевая плоскость 7 левого вертикального валка 8 контактирует (точнее - располагается на расстоянии 0,3...0,5 мм от бочки валка) с нижним валком 5, а аналогичная плоскость 9 правого вертикального валка 10 контактирует с бочкой верхнего валка 4; при этом цилиндрические поверхности вертикальных валков расположены в непосредственной близости (0,3...0,5 мм) от торцевых поверхностей 11 и 12 рабочих валков.
Каждый из вертикальных валков установлен только в одной опоре 13 (14) на подшипнике качения. Эти опоры соединены со штоками 15 и 16 гидроцилиндров, которые перемещают валки по горизонтали, расположенных со стороны привода клети (левая станина) и со стороны ее управления (правая станина). Перемещение правого вертикального валка вверх и вниз - от перемещения гидроцилиндра.
Для перемещения по горизонтали рабочих валков служат штоки 17 и 18 гидроцилиндров, расположенных в левой и правой станинах. Перемещение верхнего рабочего (и опорного) валка по вертикали осуществляется нажимными винтами (не показаны) клети. Горизонтальные и вертикальные валки всегда расположены симметрично оси уу клети, что обеспечивает расположение середины (т.О) ширины прокатываемой полосы 19 на этой вертикали, т.е. на продольной оси прокатки. Привод клети на фиг.1 - слева. Возможна установка 2-3 предлагаемых клетей в непрерывной группе НШПС.
Установка вертикальных валков только в одной опоре обусловлена незначительными нагрузками на них в процессе прокатки (для стана 2000, например, они не превышают 2 тс), что также допускает использование в опоре подшипников качения. Для горизонтальных же валков наиболее целесообразно использовать опоры (подушки) с подшипниками скольжения.
Заявляемая клеть работает следующим образом.
Перед началом прокатки валки устанавливают в зависимости от толщины Н и ширины В прокатываемой полосы, причем величина перемещения Δ горизонтальных валков будет равна lp - В. Вертикальные валки устанавливаются вплотную к поверхности бочек и к торцам горизонтальных валков. Допустимо непосредственное контактирование валков между собой, так как в процессе прокатки вследствие давления металла на валки и наличия неизбежных зазоров между отдельными деталями клети произойдет некоторое удаление валков друг от друга. Если при контроле размеров Н и В прокатываемой полосы появится необходимость их корректировки, то она может быть осуществлена без остановки стана путем соответствующих перемещений валков с помощью нажимных винтов или гидроцилиндров.
Опытную проверку предлагаемой клети осуществляли на НШПС горячей прокатки 2000 ОАО «Магнитогорский металлургический комбинат». С этой целью универсальная клеть была установлена в самом начале непрерывной группы этого стана. Во время экспериментов размеры опорных и горизонтальных валков оставались неизменными, а варьировались лишь размеры вертикальных валков. Установка этих валков в двух опорах (т.е. сверху и снизу) была невозможной из-за ограниченного и относительно небольшого расстояния между бочками горизонтальных валков и их осями (см. чертеж).
Наилучшие результаты (максимальная продолжительность рабочей кампании валков при надлежащих размерах прокатываемой полосы) получены с использованием универсальной клети предлагаемой конструкции. Уменьшение диаметра и ширины вертикальных валков (их увеличение не представлялось возможным по вышеизложенной причине) сократило достигнутую длительность их работы, а также увеличило разноширинность прокатанных полос, что привело к увеличению обрези.
Универсальная клеть, выбранная в качестве ближайшего аналога, в опытах не использовалась ввиду ее непригодности для НШПС. Сравнение разноширинности полос, прокатанных с использованием существующих клетей кварто с вертикальными валками (см. выше), показало, что этот показатель был больше, в среднем в два раза (чем при использовании предлагаемой клети).
Таким образом, опытная проверка подтвердила приемлемость найденного технического решения для достижения поставленной цели и его преимущество перед известным объектом.
По данным технико-экономических исследований, проведенных в Центральной лаборатории комбината, применение предлагаемой клети на станах НШПС горячей прокатки сократит расход металла (за счет уменьшения обрези) не менее чем на 1%.
Пример конкретного выполнения
Универсальная клеть НШПС горячей прокатки 2000 имеет вид, показанный на чертеже.
Параметры валков: опорные - ⊘=1600 мм, Lo=2,5 м; рабочие горизонтальные - ⊘=830 мм, lр=2 м; вертикальные - ⊘=400 мм, ширина - в=0,29·400=116 мм.
Опорные и горизонтальные валки установлены в опорах с подшипниками скольжения, вертикальные - на роликоподшипниках качения.
Перемещение валков осуществляется нажимными винтами и гидроцилиндрами; Δ=0,5 м.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ НЕПРЕРЫВНОГО ШИРОКОПОЛОСНОГО СТАНА ГОРЯЧЕЙ ПРОКАТКИ | 2009 |
|
RU2397034C1 |
| СПОСОБ ПРОИЗВОДСТВА ШИРОКИХ ПОЛОС | 2013 |
|
RU2511159C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166390C2 |
| СПОСОБ ПРОКАТКИ ДЛИННОМЕРНЫХ ПОЛОС В КЛЕТИ КВАРТО И ПРОКАТНАЯ КЛЕТЬ КВАРТО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2068307C1 |
| УНИВЕРСАЛЬНАЯ ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2001 |
|
RU2201825C2 |
| ПРОКАТНАЯ КЛЕТЬ | 1998 |
|
RU2141880C1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| ПРОКАТНАЯ КЛЕТЬ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ КАТАНЫХ ПОЛОС С НУЖНОЙ РАЗНОТОЛЩИННОСТЬЮ ПРОФИЛЯ | 2002 |
|
RU2280518C2 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ И КЛЕТЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146971C1 |
Изобретение относится к оборудованию для производства проката, в частности к рабочим клетям непрерывных широкополосных станов горячей прокатки. Рабочие горизонтальные и вертикальные валки лежат в одной диаметральной плоскости и выполнены с возможностью заданного перемещения в ней с образованием замкнутого калибра переменного прямоугольного сечения, середина которого совпадает с продольной осью прокатки. Опорные валки, нижний горизонтальный валок и один из вертикальных валков выполнены перемещающимися по горизонтали поперек продольной оси прокатки. Верхний горизонтальный валок и другой вертикальный - перемещающимися так же, как упомянутые валки, и по вертикали. Перемещение валков осуществляется с помощью нажимных винтов и гидроцилиндров. Величина перемещения всех валков по горизонтали одинакова. Вертикальные валки выполнены каждый с плоским торцом, контактирующим с бочкой соответствующего горизонтального валка. Ширина вертикальных валков составляет 0,28...0,30 от их диаметра. Вертикальные валки устанавливаются каждый в одной опоре, расположенной со стороны валка, противоположной плоскому его торцу. Длина бочки опорных валков равняется lр+Δ, где lр - длина бочки горизонтального валка, Δ - максимальная величина его перемещения по горизонтали. Уменьшение величины обрези сокращает расход металла при производстве листовой горячекатаной стали. 2 з.п. ф-лы, 1 ил.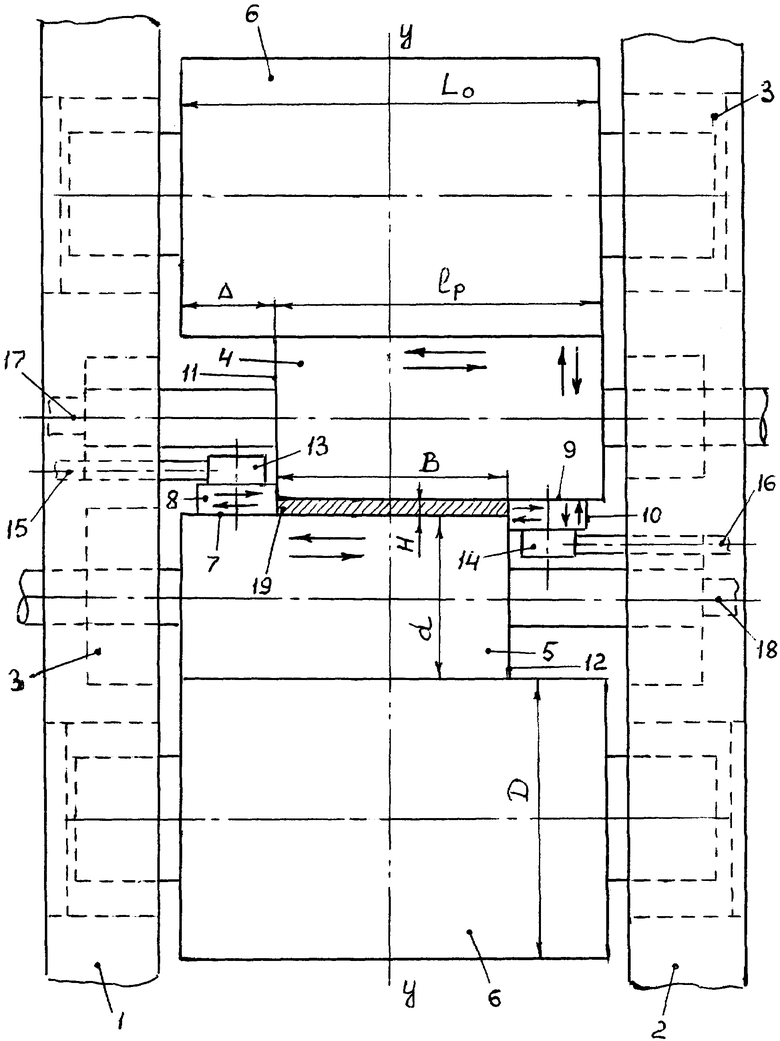
| УЗЕЛ ВАЛКОВ, ОБРАЗУЮЩИХ ЧЕТЫРЕХВАЛКОВЫЙ КАЛИБР | 0 |
|
SU395126A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ В НЕРЕВЕРСИВНОЙ УНИВЕРСАЛЬНОЙ КЛЕТИ | 1998 |
|
RU2148444C1 |
| Способ прокатки полос в вертикальных валках универсальных клетей черновой группы широкополосного стана | 1988 |
|
SU1532105A1 |
| Четырехвалковый калибр | 1989 |
|
SU1616722A1 |
| РАБОЧАЯ КЛЕТЬ С ЧЕТБ1РЕХВАЛКОВЫМ КАЛИБРОЛ\ | 0 |
|
SU305924A1 |
| WO 03045597 A1, 05.06.2003. | |||

