Изобретение относится к оборудованию для обработки металлов давлением и может быть использовано для производства профильных труб.
Такие трубы самого разнообразного поперечного сечения (треугольного, квадратного, прямоугольного, овального и др.) наиболее целесообразно изготавливать путем профилирования круглых (например, прямошовных электросварных) труб на соответствующем оборудовании. Наибольшее распространение при этом получили четырехвалковые, в том числе универсальные, клети. В качестве таких клетей могут использоваться профилегибочные, достаточно подробно описанные, например, в книге под ред. И.С.Тришевского «Производство гнутых профилей (оборудование и технология)», М.: Металлургия, 1982, с.102-104. Оси всех валков универсальных клетей лежат в одной вертикальной (диаметральной) плоскости так, что валки образуют замкнутый калибр.
Известно устройство для непрерывного производства труб квадратного профиля, которое формует трубную заготовку из полос, имеющих утолщения в местах расположения ребер трубы (см. япон. заявку № 60-102224, кл. В21С 37/08, В21В 1/08, опубл. 06.06.85 г.). Недостатком этого устройства является невозможность профилирования труб разных размеров сечения без смены рабочих валков.
Наиболее близким аналогом к заявляемому устройству является универсальная четырехвалковая клеть для профилирования труб по пат. РФ № 2201825, кл. В21С 37/08, опубл. в БИ № 10, 2003 г.
Эта клеть содержит расположенные в одной диаметральной плоскости и установленные на Г-образных опорах подушки с валками с возможностью перемещения в этой плоскости пар цилиндрических горизонтальных и вертикальных валков заданных диаметров, образующих калибр с изменяемыми конфигурацией и площадью его сечения, и характеризуется тем, что все валки - неприводные и одинакового заданного диаметра, а опоры скреплены двумя кольцами на входе и выходе из клети и установлены на опорной плите с возможностью ее регулировочного перемещения, при этом нижний валок перемещается только по вертикали.
Недостатками такой клети являются относительная сложность ее настройки, что повышает производственные затраты и может ухудшить качество изделий, а также ограниченные технические возможности.
Действительно, регулировка положения калибра клети (относительно продольной оси профилирования) путем перемещения опорной плиты снижает точность настройки, что неизбежно ухудшает качество готовых профильных труб. Кроме того, из-за отсутствия привода у всех валков такая клеть может использоваться только в составе трубосварочного стана (на его выходе), так как необходимо создание тянущего усилия для профилируемой трубы.
Технической задачей настоящего изобретения является уменьшение трудозатрат за счет упрощения и улучшения настройки валков универсальной клети, а также повышение качества изделий и расширение технических возможностей такой клети.
Для решения указанной задачи у предлагаемой универсальной четырехвалковой клети, содержащей расположенные в одной диаметральной плоскости и установленные на Г-образных опорах, стянутых на входе и выходе из клети кольцами, подушки с валками, с возможностью перемещения в этой плоскости пар цилиндрических горизонтальных и вертикальных валков заданных диаметров, образующих калибр с изменяемыми конфигурацией и площадью его сечения, горизонтальные валки выполнены приводными и нижний из них имеет возможность перемещения в поперечном направлении к оси профилирования, при этом в опорах установлены с взаимно противоположных сторон нажимные винты для перемещения подушек-кассет и упругие элементы, которые у горизонтальных валков расположены со стороны привода, в качестве упругих элементов могут быть использованы цилиндрические пружины сжатия, установленные между наружной гранью опор и подушками, и охватывающие у горизонтальных валков приводную часть их оси.
Сущность заявляемого технического решения заключается, во-первых, в наличии привода у горизонтальных валков клети, что позволяет использовать ее автономно, например, на стане, профилирующем квадратные и прямоугольные трубы из готовых круглых (как сварных, так и бесшовных).
Во-вторых, возможность регулировочного перемещения нижнего горизонтального валка относительно оси профилирования, что позволяет осуществлять более «тонкую» настройку валков (и всего калибра).
И, в-третьих, наличие упругих элементов (например, цилиндрических пружин), противолежащих нажимным винтам (их количество для каждого валка в отличие от известной клети только одно), что упрощает настройку, так как не требует «обратного» перемещения подушек-кассет при необходимом увеличении площади калибра.
Конструкция предлагаемой универсальной четырехвалковой клети для профилирования труб схематично показана на чертеже.
В Г-образных опорах 1, стянутых на входе и выходе из клети кольцами 2 (показана только часть одного кольца), установлены подушки-кассеты 3, выполнение которых С-образными обусловливает их название (см, например, Я.С.Финкельштейн «Справочник по прокатному и трубному производству», М.: Металлургия, 1975, с.239, рис.2). В опорах-кассетах на осях 4 установлены формующие цилиндрические валки 5, причем опора нижнего горизонтального валка опирается на регулировочный вертикальный винт 6.
Для перемещения горизонтальных валков по горизонтали и вертикальных валков по вертикали в опорах расположены нажимные винты 7, упирающиеся в соответствующие грани подушек 3; кроме того, для регулирования положения этих подушек при настройке клети имеются регулировочные винты 8, аналогичные тем, что установлены в известной универсальной клети.
Между наружными гранями 9 опор и подушками 3 расположены на стороне, противоположной нажимным винтам 7, упругие элементы, которые могут быть цилиндрическими пружинами 10, охватывающими у горизонтальных валков приводную часть 11 их осей 4. Клеть установлена на опорной плите 12.
Предлагаемая клеть работает следующим образом.
При настройке валков на требуемые конфигурацию и площадь калибра 13 перемещения подушек-кассет в нужном направлении осуществляют с помощью соответствующих нажимных 7 и регулировочных винтов 6 и 8. Если требуемая площадь калибра меньше уже установленной, происходит сжатие упругих элементов (пружин), а фиксирование винтов может достигаться, например, стопорными шайбами. Если же требуется увеличение площади калибра, то винты вращаются в противоположном (чем при сжатии пружин) направлении, а перемещение подушек-кассет с валками происходит за счет обратной деформации пружин.
Опытную проверку заявляемого устройства осуществляли в ОАО «Магнитогорский металлургический комбинат» при формовке профильных квадратных и прямоугольных труб из круглых труб-заготовок диаметром 60...140 мм с толщиной стенки 2...6 мм из различных марок сталей с пределом прочности до 600 МПа.
С этой целью испытывались две конструкции универсальных четырехвалковых клетей: предлагаемая и известная.
Наилучшие результаты (минимальные трудозатраты при выходе качественных профильных труб до 98,5%) достигнуты на заявляемой клети, В качестве упругих элементов у нее использовались цилиндрические пружины сжатия. Предлагаемая клеть испытывалась как в потоке трубосварочного стана, так и отдельно стоящей, причем в обоих случаях качественные показатели оставались одинаковыми.
Производственные же затраты в варианте расположения клети на трубном стане несколько возрастали из-за вынужденных простоев универсальной клети при остановках (например, на перевалку) этого стана.
При использовании известной клети (только в составе трубосварочного стана) производственные затраты были больше в среднем на 8% и выход качественных труб составил не более 96%.
Таким образом, опытная проверка подтвердила приемлемость заявляемого технического решения для достижения поставленной цели и его преимущества перед известным объектом, взятым в качестве ближайшего аналога (см. выше).
По данным технико-экономических исследований, проведенных в Центральной лаборатории контроля ОАО «ММК», использование предлагаемой универсальной четырехвалковой клети для профилирования труб позволит снизить производственные затраты на 6...8% при одновременном увеличении выхода качественных профильных труб на 2...2,5%.
Пример конкретного выполнения
Универсальная четырехвалковая клеть для профилирования труб имеет вид, показанный на чертеже.
Цилиндрические валки клети выполнены с диаметром D=500 мм. Оба горизонтальных валка - приводные (Nдв=10 кВт), а вертикальные - холостые.
В качестве заготовки используются круглые прямошовные трубы с ⊘=60...140 мм и толщиной стенки 2...65 мм, изготовленные из стали с σв≤600 МПа.
Максимальное поперечное сечение квадратных и прямоугольных труб имеет площадь 420 мм2, минимальная площадь - 180 мм2.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2001 |
|
RU2201825C2 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2006 |
|
RU2295409C1 |
| Кассета вертикального валка универсальной клети | 1980 |
|
SU942822A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ РАДИАЛЬНЫХ УСИЛИЙ И НАСТРОЙКИ КАЛИБРОВ ВАЛКОВ КЛЕТЕЙ ТРУБОЭЛЕКТРОСВАРОЧНОГО АГРЕГАТА | 2011 |
|
RU2477189C1 |
| ЧЕТЫРЕХВАЛКОВЫЙ МНОГОКЛЕТЬЕВОЙ ПРОКАТНЫЙ СТАН | 2006 |
|
RU2352410C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1998 |
|
RU2131317C1 |
| ФОРМОВОЧНАЯ КЛЕТЬ ТРУБОПРОФИЛЬНОГО СТАНА | 2009 |
|
RU2422224C2 |
| ФОРМОВОЧНАЯ КЛЕТЬ ТРУБОПРОФИЛЬНОГО СТАНА | 2009 |
|
RU2422225C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
Изобретение относится к оборудованию для обработки металлов давлением, в частности к формующим клетям для профилирования труб. Задача изобретения - уменьшение трудозатрат за счет упрощения и улучшения настройки клети. Универсальная четырехвалковая клеть для профилирования труб содержит расположенные в одной диаметральной плоскости и установленные на Г-образных опорах, стянутых на входе и выходе из клети кольцами, подушки с валками, с возможностью перемещения в этой плоскости пар цилиндрических горизонтальных и вертикальных валков заданных диаметров, образующих калибр с изменяемыми конфигурацией и площадью его сечения. Горизонтальные валки выполнены приводными, и нижний из них имеет возможность перемещения в поперечном направлении к оси профилирования, при этом в опорах установлены с взаимно противоположных сторон нажимные винты для перемещения подушек-кассет и упругие элементы, которые у горизонтальных валков расположены со стороны привода. В качестве упругих элементов используются цилиндрические пружины сжатия, установленные между наружной гранью опор и подушками и охватывающие у горизонтальных валков приводную часть их оси. Изобретение обеспечивает повышение качества изделий и расширение технических возможностей клети. 1 з.п. ф-лы, 1 ил.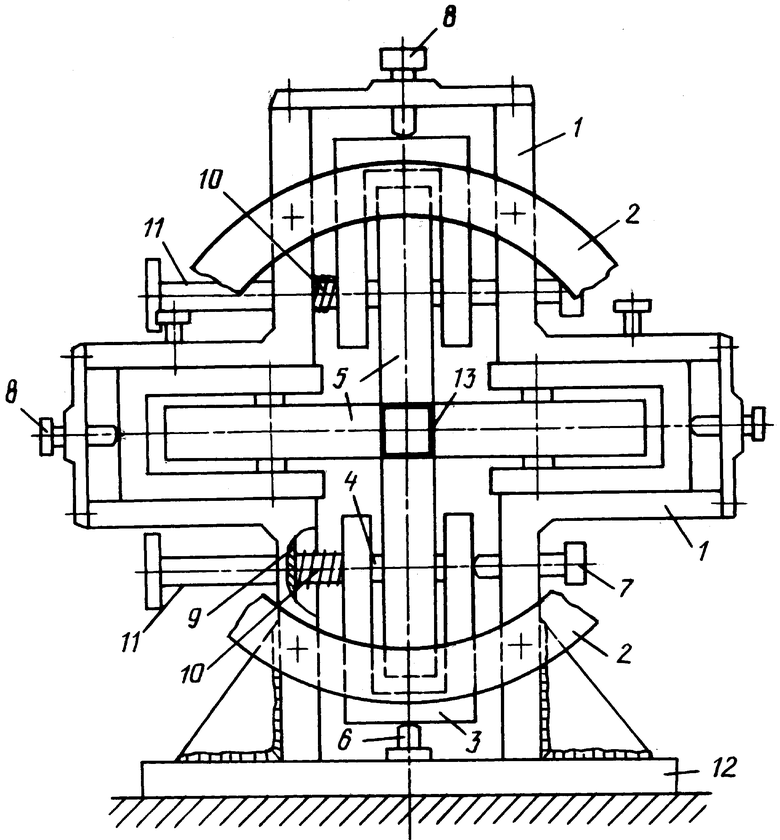
| УНИВЕРСАЛЬНАЯ ЧЕТЫРЕХВАЛКОВАЯ КЛЕТЬ ДЛЯ ПРОФИЛИРОВАНИЯ ТРУБ | 2001 |
|
RU2201825C2 |
| Способ продольной прокатки профильных труб | 1984 |
|
SU1180095A1 |
| Устройство для профилирования круглой трубы в многоугольную | 1989 |
|
SU1733132A1 |
| JP 63220923 А, 14.09.1988. | |||

