Изобретение относится к сварке.термопластичных материалов, в частности для изготовления пакетов.
Известно устройство для сварки пакетов из термопластичной пленки, содержащее корпус в котором смонтированы механизм протяжки термопластичной пленки и сварочный узел в виде изоляционной колодки с нагревателем и изоляционного поджима, а также отрезные ножи 1.
Однако устройство работает с протяжкой ленты в вертикальном направлении, сверху вниз, что ограничивает габаритные размеры пакетов. Устройство дмеет большие массы подвижных частей. Раздельные приводы сварочных губок и ножей отрезки пакеты усложняют конструкцию, при этом привод ножей осуш,ествлен от электромагнитов, увеличивающих вес (массу) подвижных частей. Устройство предназначено для изготовления одного размера пакетов. Увеличение размеров пакета вызывает увеличение габаритов и массы подвижных частей устройства, что приводит также и к ограничению производительности устройства.
Цель изобретения - расширение возможностей устройства и повышение производительности.
Цель достигается тем, что в устройстве для сварки пакетов из термопластичной пленки, содержащем корпус, в котором смонтированы механизм протяжки термопластичной пленки и сварочный узел в виде изоляционной колодки с нагревателем изоляциоиного поджима и отрезными ножами, на
10 корпусе закреплены направляющие и два конечных выключателя, размещенных на концах направляющих, а механизм протяжки термопластичной пленки выполнен в видеустановленной с возможностью возвратно 5 поступательного перемещения на упомянутых направляющих каретки, снабженной кулачком, взаимодействующим с конечными выключателями, штангой с закреплеиными на ней подвижными и неподвижными клапанами для захвата пакетов и механизмом
их управления, при этом сварочный узел снабжен установленными на корпусе неподвижной и подвижной траверсами и отрезные ножи закреплены на последних, изоляционная колодка с нагревателем размещена
в неподвижной траверсе, а изоляционный поджим - в подвижной, причем поджим выполнен подпружиненным.
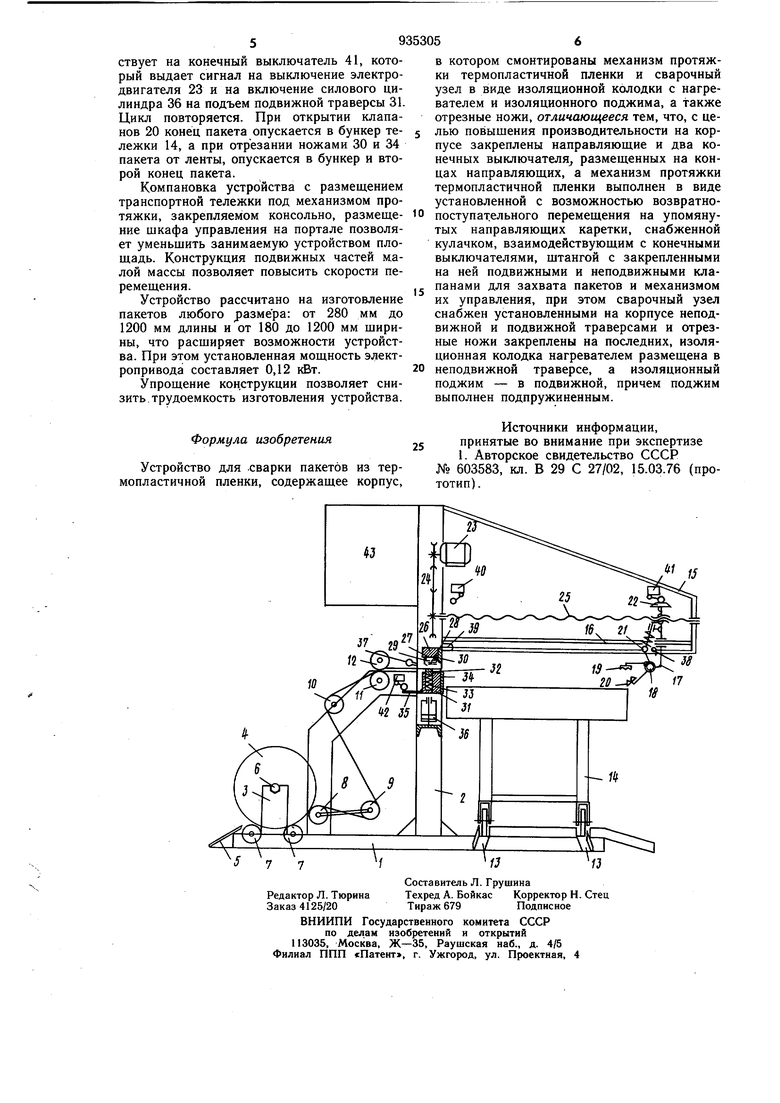
На чертеже схематично показано устройство для сварки пакетов из термопластической пленки.
Устройство включает корпус, тележку, механизм протяжки и сварочный узел. Корпус состоит из рамы 1 основания, портала 2, рулонодержателя 3 для установки рулона пленки 4. Рулонодержатель 3 включает трап 5, шпиндельную штангу 6, поддерживаюшие ролики 7. Пленкопроводящая система включает ролики 8-12. На раме 1 имеются направляюшие 13 для фиксации тележки 14. На портал 2 крепится пространственная консольная рама 15, на которой смонтирован механизм протяжки, установленный на направляющих 16, по которым перемещается каретка 17, содержащая штангу 18 с неподвижными 19 относительно нее и подвижными 20 клапанами, механизм управления клапанами 21 и кулачок 22. Привод каретки 17- включает электродвигатель 23, клиноременную передачу 24 и ходовой винт 25. Сварочное приспособление включает неподвижную траверсу 26, изоляционную колодку 27, с нагревателем 28, покрытым стеклотканью 29, нож 30, подвижную траверсу 31, изоляционный поджим 32, пружины 33, нож 34, упор 35, силовой цилиндр 36, коллектор 37 охлаждения шва. Система автоматики включает концевые упоры 38 и 39, конечные выключатели 40- 42 и шкаф управления 43. Рама 1 плоская сварная, служащая опорной частью станины. На нее крепятся все другие элементы конструкции. Портал 2 представляет собой две стойки, соединенные связями, несет также узлы крепления неподвижной траверсы 26 и направляющие для подвижной траверсы 31, на портал крепятся также консольная рама 15 и шкаф управления 43.
Тележка 14 сварной конструкции на колесах несет прямоугольный бункер, в который укладываются изготавливаемые пакеты. Консольная рама 15 сварной конструкции крепится к порталу и несет на себе направляющие 16, по которым перемещается каретка механизма протяжки 17 с помощью электропривода, включающего электродвигатель 23, клиноременную передачу 24, ходовой винт 25. Клапа./а 20 закреплены шарнирно относительно штанги 18 и имеют возможность поворачиваться на заданный угол. Клапана имеют профильные поверхг ности, служащие для захвата и удержания пленки при ее протяжке.
Неподвижная траверса 26 крепится к стойкам портала 2. На траверсу крепится колодка 27 из изоляционного материала, выдерживающего температуру до 350°С. Нагреватель 28 - нихромовая полоса щириной до 5 мм, толщиной 0,3...0,5 мм с одного
торца закрепляется, со второго - натягивается и закрывается стеклотканью 29 для предохранения от прилипания к шнне термопластичной пленки. На траверсу крепится
нож 30 для отрезания изготовленного пакета. Подвижная траверса 31 помещается в направляющих, закрепленных на стойках портала 2, обеспечивающих точное перемещение траверсы с помощью силового цилиндра 36. На траверсу закрепляется нож 34
и монтируется на пружинах 33 изоляционный поджим 32. Цилиндр 36 закрепляется на поперечные портала 2.
Устройство работает следующим образом.
После зарядки рулоном, который наматывается из полиэтиленового рукава, ленту проводят через лентопроводящую систему и конец ее укладывают на поджим 32. Включают автомат. Включается в работу силовой цилиндр 36 и поднимает подвижную траверсу 31. Упор 35 воздействует на конечный выключатель 42, который выдает сигнал на включение электропитания нагревателя 28 через реле времени, с помощью которого регулируется время сварки пленки. Тем временем поджим 32 прижимает пленку к нагревателю 28 и вместе с ним к изоляционной колодке 27. Усилие обжатия пленки устанавливается упругостью пружин 33. При дальнейщем поднятии подвижной траверсы 31, ее нож встречается с ножом 30
неподвижной траверсы 26 и отрезает конец пленки.
Реле времени в системе автоматики по истечении заданного времени сварки выдает сигнал на включение силового цилиндра 36 на опускание подвижной траверсы 31, на
выключение питания электротоком нагревателя 28, на включение подачи сжатого воздуха в коллектор 37, через сопла которого воздух обдувает сварочный шов и охлаждает его и на включение привода перемещения
каретки 17 в сторону портала 2, т.е. включается электродвигатель 23 и с помощью клиноременной передачи 24 вращает ходовой винт 25.
При подходе каретки 17 к порталу 2 упор 39 воздействует на механизм управления клапаном 21 и 3aKpbiBaet клапана 19 и 20, которые захватывают конец пленки. В это же время кулачок 22 воздействует на конечный выключатель 40, который выдает сигнал на переключение электродвигателя 23 на обратное вращение и отвод каретки 17 от портала 2. Осуществляется протяжка ленты.
В крайнем положении каретки 17 упор 38 воздействует на моментный механизм 21 и открывает клапана 20, протяжка ленты прекращается. От обратного ее вытягивания удерживают ролики 11 и 12 с помощью муфт одностороннего вращения. В крайнем положении каретки 17 кулачок 22 воздей
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1994 |
|
RU2063337C1 |
| Устройство для упаковывания предметов в пакеты из термосклеивающегося материала | 1988 |
|
SU1701593A1 |
| Устройство для сборки и сварки балок | 1977 |
|
SU659336A1 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Способ упаковки вязкого продукта в трехшовные герметичные пакеты из термопластичной полимерной пленки и упаковочно-фасовочная машина вертикального исполнения, реализующая способ | 2016 |
|
RU2631695C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ТЕРМОПЛАСТИЧНЫХ МЕШКОВ ДЛЯ ПЫЛЕСОСОВ И СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ТЕРМОПЛАСТИЧНЫХ МЕШКОВ ДЛЯ ПЫЛЕСОСОВ, ОСУЩЕСТВЛЯЕМЫЙ НА НЕМ | 2017 |
|
RU2659047C1 |
| ТЕРМОНОЖ ПОСТОЯННОГО НАГРЕВА УПАКОВОЧНОЙ МАШИНЫ (ВАРИАНТЫ) | 2011 |
|
RU2499753C2 |
| АВТОМАТ РОТОРНОГО ТИПА ДЛЯ СВАРКИ ПАКЕТОВ ИЗ ТЕРМОПЛАСТОВ | 1969 |
|
SU247497A1 |
| Установка для изготовления мешков из полимерных пленок | 1988 |
|
SU1684078A1 |
