Изобретение относится к способу изготовления бесшовных стальных труб или плоских изделий /полоса или лист/ для труб или емкостей, которые предназначены для подачи, транспортировки или переработки углеводородов. Причем в транспортируемых или перерабатываемых средах в присутствии CO2 и воды, а также в отдельных случаях небольшого содержания H2S создаются коррозионные условия.
При получении углеводородов в коррозионных условиях обычно применяются трубы из низколегированных сталей с пассивной защитой от коррозии /ингибирование/ или из высколегированных коррозионностойких сталей для того, чтобы можно было соответствовать высоким требованиям в отношении коррозионной стойкости, в частности, также стойкости от коррозионного растрескивания. Соответствующая сталь известна, например, из патента ФРГ 2616 599С2. Вследствие высокого содержания дорогих легирующих элементов /например, 22% Cr, 5% Ni, 3% Mo/ трубы и емкости из сталей такого типа для вышеуказанных случаев применения являются чрезвычайно дорогостоящими. Эти относительно высокопрочные дуплексстали имеют, главным образом, низкое содержание C и поэтому хорошо свариваются.
Для применения в нефтепромыслах известны такие стали, которые содержат от 0,18-0,22% C и 12,5-14% Cr /материал AJSJ 420/. Этот материал имеет во влажной среде, содержащей CO2, очень хорошую коррозионную стойкость. Так как трубы из этого материала в условиях строительной площадки практически не поддаются сварке, для соединения труб применяются исключительно резьбовые соединения. Поэтому трубы из этой стали применяются только в качестве транспортирующих труб, а не в качестве водопроводных труб. Поскольку в углеводородах, подаваемых через эти трубы, содержатся следы H2S, могут появиться следы повреждения из-за коррозионного растрескивания, так как этот материал имеет сравнительно небольшую стойкость против этого вида коррозии.
Для изготовления стальных труб известны также хромистые стали, содержащие 13% Cr, которые могут свариваться. Примером этого является материал AJSJ 410 /материал N 1.4006/, который содержит 0,08-0,12% C, максимально 1,0% Mn и 12,0-14,0% Cr. Свариваемость этой стали обеспечивается малым содержанием углерода. Однако проблематичной является термическая обработка изделий, получаемых из нее прокаткой, так как зачастую у них получается негомогенная структура, которая определяет очень низкую стойкость этих сталей к коррозионному растрескиванию в присутствии H2S. В связи с этим материал, который считается коррозионностойким и кислотоупорным, хотя и применяется для насосных труб теплообменников и т.п. устройств, но не используется для транспортировки углеводородов, он применяется исключительно в качестве изделий литейного или кузнечного производства, для изготовления арматуры для головок буровых скважин. Его малая коррозионная стойкость в достаточной мере подтверждается сообщениями в печати об авариях. Наконец, из JP-57-5849 известна сталь для изготовления бесшовных стальных труб следующего состава:
максимум 0,015% C
0,10 0,80% Si
0,10 2,0% Mn
максимум 0,025% P
максимум 0,010% S
11,0 17,0% Cr
0,10 3,0% Ni
максимум 0,015% N
0,01 0,05% Nb
0,01 0,1% Al
Остальное железо и обычные примеси.
Эта сталь описана как свариваемая, прочная на растяжение, вязкая и коррозионностойкая. Изготовленные из нее бесшовные стальные трубы имеют после термической обработки предел текучести 428-502 Н/мм2. Решающим для обеспечения коррозионной стойкости является соблюдение установленной верхней границы содержания C с максимально 0,015% и N максимально 0,015% Содержание Mo в этой стали вообще не предусмотрено.
В противоположность этому в рамках рассматриваемого изобретения было обнаружено, что сталь с указанным в п.1 формулы изобретения составом обладает также не только высокими свойствами коррозионной стойкости, хорошей свариваемости и высокой вязкости, но и имеет даже 0,2% предел относительного удлинения, который значительно превосходит значения, известные из JP 57-5849. Это является особенно неожиданным в связи с тем, что здесь содержание Ni, которое в известной стали составляет до 3,0% может быть ограничено до максимального значения 0,25% При этом условии в рамках п. 1 формулы изобретения упомянутые значения содержания остальных легирующих элементов допускается в пределах от 0,015% до 0,035% для C и в пределах от 0,002% до 0,02% для N, в связи с этим в отношении механических свойств открываются новые возможности. В отличие от известной стали сталь, применяемая согласно изобретению, содержит также Mo, в частности, в пределах от 0,01% до 1,2% предпочтительно, максимальное содержание ограничено от 0,2% до 0,3% Минимальное значение содержания Mn составляет 1,0% в то время как в известной стали допускается гораздо меньшее содержание Mn до 0,1% верхний предел составляет 2,0% Содержание Cr должно лежать в пределах от 12,0% до 13,8% Для добавки Nb особенно предпочтительным являются значения в пределах от 0,02-0,04% допускается также диапазон от 0,01-0,05% Так как содержание C ограничено диапазоном 0,015-0,035% эти стали имеют хорошую свариваемость. Содержание Si должно составлять примерно от 0,15-0,50% для Mn от 1,0 до 2,0% Количество примесей P и S должно быть ограничено соответственно максимально 0,020% предпочтительно 0,003%
Насколько существенным является точное соблюдение согласно изобретению границ содержания отдельных легирующих элементов показывает сравнение изобретения со сталью следующего состава, описанного в JP 57-5849:
0,020 C
0,3 Si
0,52 Mn
0,09 P
0,04 S
0,73 Ni
13,1 Cr
0,026 Nb
0,025 Al
0,011 N
Остальное железо и обычные примеси.
Эта сталь, отличающаяся от стали согласно изобретению содержанием Mn, Mo и Ni в соответствующих случаях максимально наполовину от процентного содержания, там не указывается как коррозионностойкая.
В отношении прокатки стали, применяемой согласно изобретению, имеется больше возможностей. При изготовлении, например, листов для емкостей или сварных труб, исходный материал должен подогреваться до температуры 1100-1250oC, затем на первой стадии прокатка осуществляется при температуре свыше 1000oC, а затем на второй стадии окончательно прокатывается при температуре 850-750oC с минимальной деформацией, равной 30%
Вторая стадия прокатки предпочтительно проводится таким образом, что от температуры окончательной прокатки выше или равной 850oC осуществляется охлаждение на воздухе со скоростью, по меньшей мере, 5 кал/с до температуры ниже 200oC. Рекомендуется потом проводить отпуск, однако это не является обязательным.
В другом предпочтительном варианте выполнения изобретения охлаждение происходит при температуре окончательной прокатки, которая больше или равна 850oC со скоростью охлаждения от 0,5 до 2 кал/с до температуры окружающей среды.
Для того чтобы целенаправленно обеспечить узкие диапазоны предела прочности изделий /например, 15 KSi/ они могут обрабатываться известными самими по себе операциями термообработки.
Далее изобретение поясняется более подробно с помощью сравнительных примеров и результатов экспериментов.
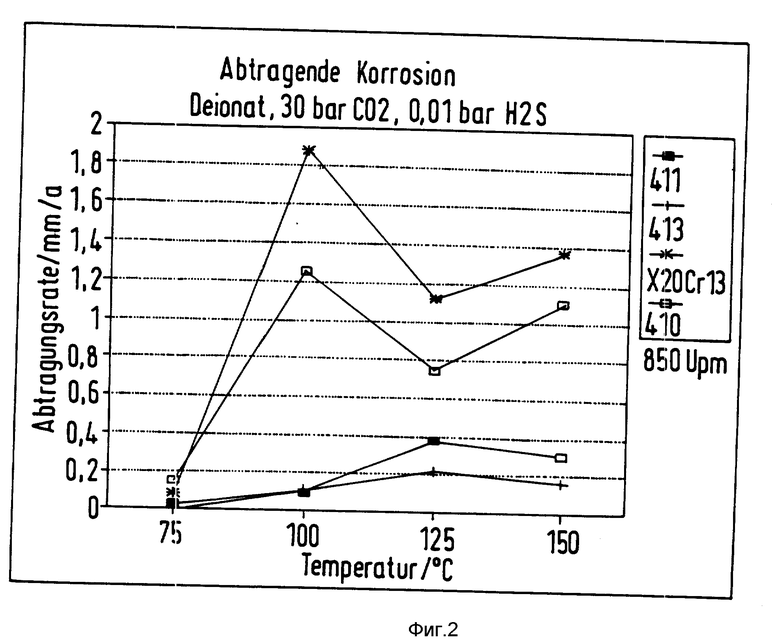
На фиг. 1 и 2 показаны результаты измерений, относящиеся к удаляемой коррозии для различных сталей при различных условиях.
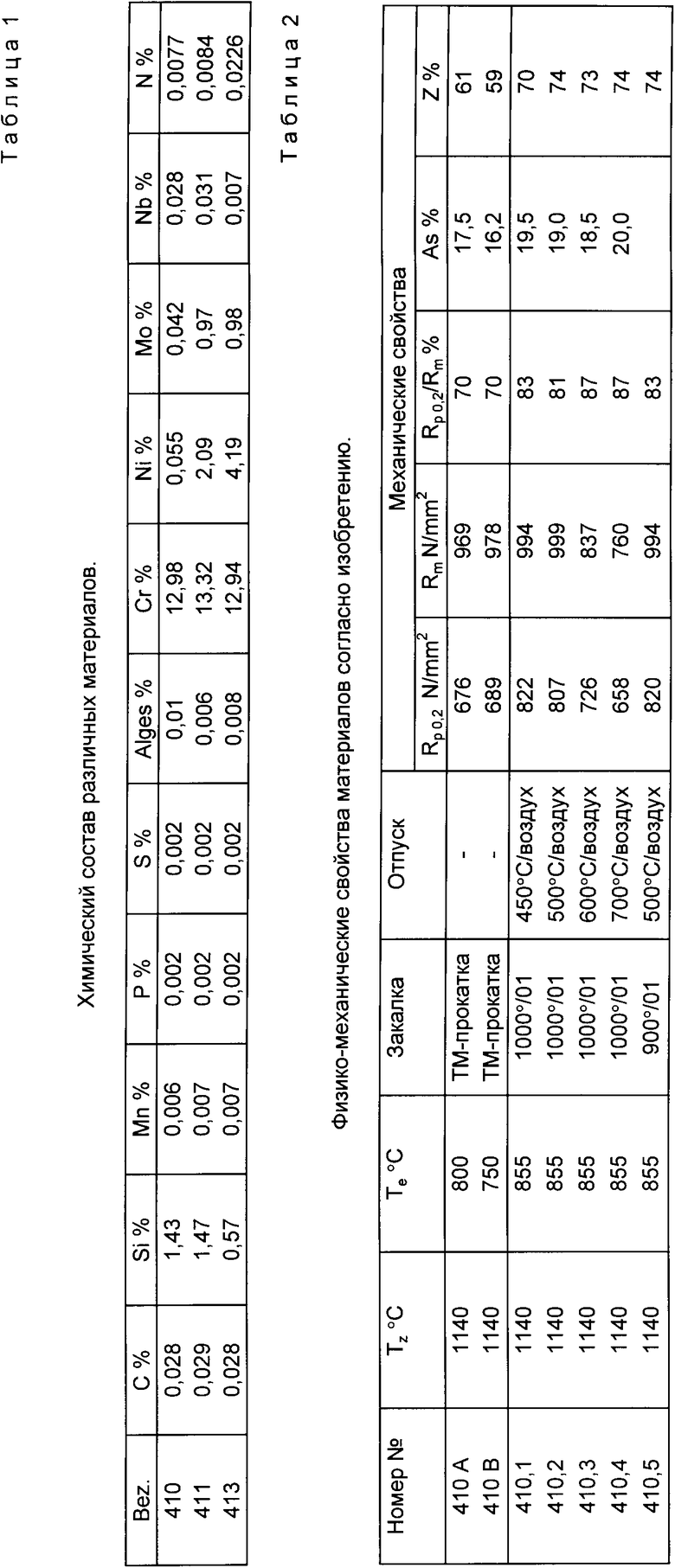
В таблице 1 представлены химические составы трех различных сталей с содержанием хрома, равным 13% обозначенных позициями 410, 411 и 413. Сталь 410 соответствует рассматриваемому изобретению, в то время как две другие стали следует рассматривать в качестве сравнительных примеров. Сталь 411 отличается от изобретения содержанием Ni, равным 2,09% и сталь 413 меньшим содержанием Mn, равным 0,57% и с очень высоким содержанием Ni, равным 4,19% В таблице 2 воспроизводятся физико-механические свойства плоских изделий и труб, изготовленных при различных условиях прокатки и термообработки. У листа, полученного горячей прокаткой, который поступал на прокатку при температуре 1140oC и окончательно был прокатан при температуре 800oC без отпуска, были достигнуты очень высокие значения механических свойств, представленные под номером 410 A в первой строке. За счет снижения температуры окончательной прокатки до 750oC /номер 410 B/ значения предела прочности еще более повысились, причем свойства вязкости ухудшились лишь незначительно. Из результатов испытаний, представленных в нижней части таблицы 2 /номера 410.1 до 410.5/ показано влияние термообработки путем закалки и отпуска при различных условиях в одинаковых режимах прокатки. Хорошо видно значительное повышение достигнутых значений прочности и вязкости.
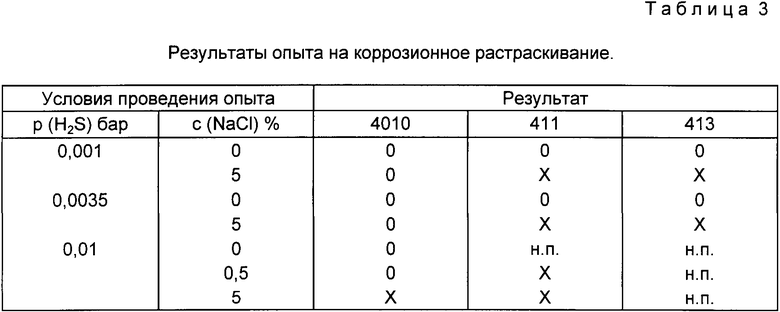
Из таблицы 3 видно, что стойкость к коррозионному растрескиванию у стали 410 согласно изобретению намного выше, чем у известных сталей 411 и 413.
И только лишь при очень экстремальных условиях контроля /0,01 бар H2S и NaCl/ у стали 410 через 1000 часов при нагрузке 90% Rp0,2 наступает разрушение круглого образца при растяжении. У сравниваемых сталей эти случаи разрушения образца произошли уже при значительно более низких условиях испытаний.
На таблицах 1 и 2 показана стойкость стали согласно изобретению к удаляемой коррозии при различных условиях по сравнению со сталями 411 и 413, а также со сталью X20Cr13. С учетом химических составов из таблицы 1 следует, что повышенное содержание Ni и особенно Mo уменьшает величину удаляемой коррозии. Однако стойкость стали 410 согласно изобретению, как, в частности, видно при сравнении со сталью X20Cr13, еще достаточно высока. Как следует из таблицы 3, несмотря на более высокую стойкость при удаляемой коррозии, у сравниваемых сталей 411 и 413 при повышенном содержании Ni и Mo стойкость в отношении коррозионного растрескивания значительно ниже, чем у стали согласно изобретению.
Совершенно неожиданным образом, причиной эффекта, достигаемого согласно изобретению, является значительное ограничение содержания Ni и Mo. В случае, если стойкости к коррозионному растрескиванию придается большее значение, чем стойкости к удаляемой коррозии, значение содержания Mo должно быть ограничено значением 0,2%
Изобретение относится к способу изготовления бесшовных стальных труб или плоских изделий (полоса или лист) для изготовления труб или емкостей, предназначенных для подачи, транспортировки или переработки газообразных или жидких углеводородов, содержащих CO2 и воду, а также в отдельных случаях, имеющих небольшое содержание H2S,являющихся стойкими к коррозионному растрескиванию, а также имеющих одновременно хорошую свариваемость и предел удлинения 0,2% при, по меньшей мере, 450 H/мм3, при этом применяют сталь, содержащую Ni, имеющую следующий состав (в мас.%): мин. 0,015% C, 0,15-0,50% Si, макс. 2,0% Mn, макс. 0,020% P, макс. 0,003% S, 12,0-13,8% Cr, 0,002-0,02% N, 0,01-0,05% Nb, остальное железо и обычные примеси. Согласно изобретению предлагается, чтобы содержание Ni было ограничено максимально 0,25%, содержание Mn минимально 1,0%, содержание C ограничено 0,035%, а в качестве дополнительного легирующего компонента содержалось 0,01-1,2% Mo. 2 с. и 7 з.п. ф-лы, 3 табл., 2 ил.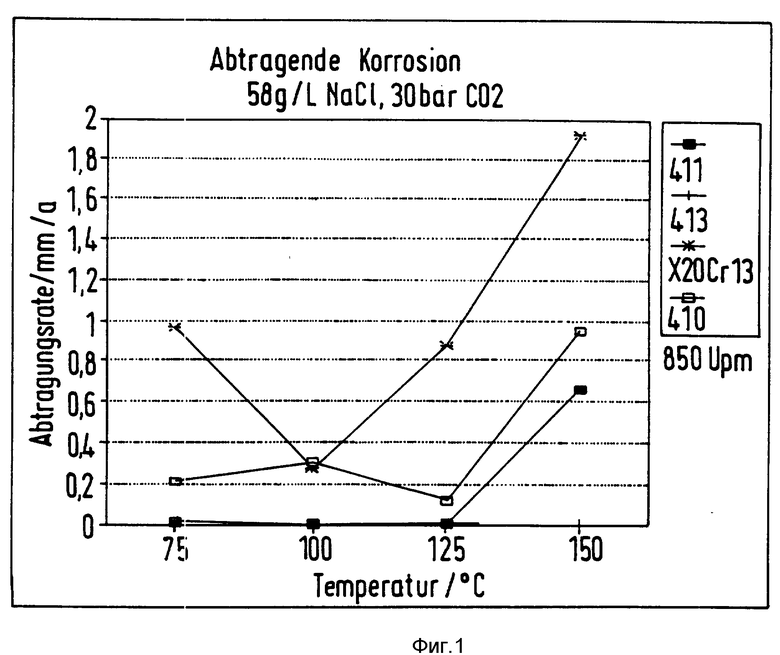
Углерод 0,015 0,035
Кремний 0,15 0,5
Марганец 1 2
Фосфор не более 0,02
Сера не более 0,003
Хром 12 13,8
Азот 0,002 0,02
Ниобий 0,01 0,05
Никель не более 0,25
Молибден 0,01 1,2
Железо Остальное
2. Сталь по пп.1 и 2, отличающаяся тем, что содержание молибдена не более 0,2.
Углерод 0,015 0,035
Кремний 0,15 0,5
Марганец 1 2
Фосфор не более 0,02
Сера не более 0,003
Хром 12 13,8
Азот 0,002 0,02
Ниобий 0,01 0,05
Никель не более 0,25
Молибден 0,01 1,2
Железо Остальное
прокатку на первой стадии проводят при температуре выше 1000oС, а на второй стадии в диапазоне по меньшей мере 700oС.
| DE, патент, 2616599, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| JP, патент 57-5849, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| JP патент, 59-74219, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
