Изобретение относился к гальванотехнике, в частности к автоматизированным линиям для электрохимической обработки, и может быть использовано для электролитического нанесения покрытий.
Известно устройство для электрохимической обработки полостей длинномерных изделий по авт. свид. 1790638, содержащее средства подвода электролита, средства крепления изделий с токоподводом, два гибких электрода с токоподводами и индивидуальными средствами перемещения внутри обрабатываемой полости, средства протаскивания электрода, выполненное в виде каретки с магнитом и магнитной сцепкой.
Недостатками известной установки являются невысокая производительность и низкая экологичность установки.
Наиболее близкой к предлагаемому решению является автоматическая установка для нанесения покрытия по авт. свид. 1281608, содержащая раму с установленными на ней проточными ячейками для обезжиривания и нанесения покрытия, систему управления и транспортирующее устройство, установленную на раме каретку, на торцах которой смонтированы фиксаторы с возможностью перемещения коаксиально анодам.
Недостатком известной установки является применение общего транспорта для перемещения деталей к ячейкам обезжиривания и нанесения покрытия, что снижает общую надежность работы всей линии. Жесткая кинематическая связь транспорта при разном времени процесса обезжиривания и процесса покрытия снижает производительность линии. Отсутствие регулировки силы тока в каждой проточной ячейке не позволяет наносить покрытие нужной толщины на отдельные детали и учитывать изменение переходного сопротивления при зажиме, что дестабилизирует процесс покрытия. При промывке ячеек вода с остатками электролита сливается в емкость с электролитом и разбавляет его, что требует постоянной регулировки концентрации электролита и усложняет утилизацию накапливающегося электролита, снижая экологичность установки.
Задачей изобретения является повышение производительности и надежности линии, улучшение качества покрытия, упрощение обслуживания, обеспечение оперативного контроля за функционированием механизмов, улучшение экологичности линии.
Автоматизированная линия для нанесения покрытия, содержащая раму с установленными на ней в зоне обработки деталей проточными ячейками обезжиривания и нанесения покрытия, систему управления, транспортер для перемещения деталей, дополнительно содержит коммутаторы рабочих сред по количеству проточных ячеек, датчики наличия детали, датчики зажима детали, индивидуальные токоподводы к обрабатываемым деталям с системой регулировки силы тока, пневмосистему сжатого воздуха, а зона обработки деталей состоит из кинематически не связанных модулей обезжиривания, монтажа анода, нанесения покрытия, демонтажа анода. При этом коммутатор рабочих сред содержит распредвал с кулачками, взаимодействующими с гидроклапанами и пневмоклапанами. Каждый модуль снабжен накопителем деталей гравитационного типа, модули обезжиривания и нанесения покрытия содержат независимые транспортные механизмы, выполненные в виде грейферных механизмов.
Проточные ячейки образованы полой деталью и центрирующими головками.
Наличие коммутаторов рабочих сред для каждой ячейки позволяет обрабатывать любое количество деталей, равное или меньшее количества ячеек.
Применение датчиков наличия, датчиков зажима детали, датчика положения распредвала коммутатора способствует оперативному контролю и управлению за процессом нанесения покрытий.
Применение индивидуальных токоподводов к обрабатываемым деталям с системой регулировки силы тока позволяет стабилизировать процесс нанесения покрытия и наносить покрытие нужной толщины.
Наличие пневмосистемы позволяет возвращать остатки электролита продувкой сжатым воздухом в исходную емкость, что значительно уменьшает выброс электролита в регенерацию, тем самым существенно улучшая экологичность линии.
Разделение зоны обработки на кинематически не связанные модули повышает производительность и надежность линии в целом.
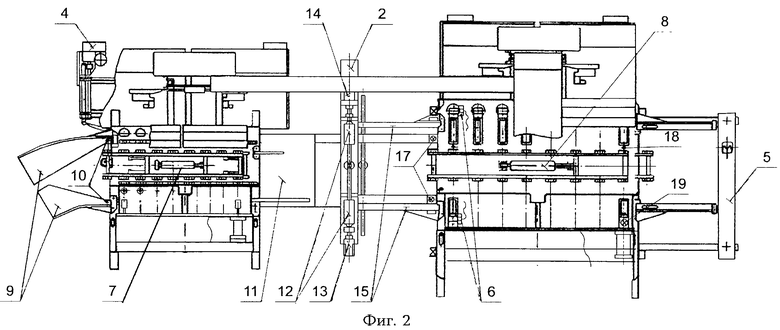
Сущность изобретения поясняется чертежами, где на фиг. 1 изображен главный вид, а на фиг.2 вид сверху автоматизированной линии для электрохимической обработки.
Автоматизированная линия для электрохимической обработки состоит из последовательно установленных модуля обезжиривания 1, позиции монтажа анода 2, модуля нанесения покрытия 3, коммутаторов рабочей среды 4, позиции демонтажа анода 5, индивидуальных токоподводов 6, независимых транспортных механизмов модулей обезжиривания 7 и нанесения покрытий 8 с накопителями 9 и 15, системы управления модулями с индивидуальным контролем позиций нанесения покрытия (на фиг. не показана).
Реализация предлагаемого устройства не встречает принципиальных затруднений.
Линия работает следующим образом.
При срабатывании датчика наличия детали 10 в накопителе модуля обезжиривания 9 система управления запускает транспортный механизм загрузки деталей 7, который устанавливает детали на позиции обезжиривания. Детали, подвергнутые обезжириванию и промывке, затем сгружаются в накопитель 11 позиции монтажа анода 2.
На каждую обрабатываемую деталь с обеих сторон устанавливаются центрирующие головки 12 и вводится анод (не показан), который натягивается с помощью гидроцилиндра 13, а пневмоцилиндр 14 фиксирует его цанговым зажимом в натянутом состоянии.
Подъемом накопителя 15 пневмоцилиндром 16 данная сборка скатывается на загрузочную позицию и датчиком 17 запускает транспортный механизм 8, который последовательно заполняет позиции нанесения покрытия. Количество загружаемых позиций задается программой. После срабатывания датчиков наличия 18 и зажима 19 деталей на позициях включаются гидрокоммутаторы 4, которые вращением распредвала с кулачками производят переключение потоков рабочих сред с помощью золотниковых клапанов.
После поступления электролита детали прогреваются и подается обратный ток, затем происходит процесс нанесения покрытия при прямом токе.
После перекрытия входа электролита производится продувка остатков электролита из ячеек в бак с электролитом, что значительно уменьшает выброс электролита в регенерацию.
Закрывается выход по электролиту и начинается промывка ячеек водой с последующей продувкой остатков в бак регенерации.
Система управления, отслеживая положение распредвала коммутатора рабочих сред, управляет процессом нанесения покрытия и запуском транспортного механизма разгрузки и одновременной загрузки новой партии деталей.
Предлагаемая автоматизированная линия позволяет с высокой надежностью и производительностью наносить гальванические покрытия, проста в обслуживании, а также улучшает экологичность.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБ СЛОЖНОГО ПРОФИЛЯ | 2003 |
|
RU2251597C2 |
| МИШЕНЬ | 1997 |
|
RU2135934C1 |
| СПОСОБ ХИМИЧЕСКОЙ ОБРАБОТКИ И ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЯ НА ДЕТАЛИ И АВТОМАТИЧЕСКАЯ КАМЕРА ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2021 |
|
RU2771126C1 |
| УСТАНОВКА ДЛЯ СБОРА И РАЗДЕЛЕНИЯ ПРОДУКТОВ ВЫСТРЕЛА ПРИ ИСПЫТАНИЯХ ГЛАДКОСТВОЛЬНОГО ОРУЖИЯ | 1999 |
|
RU2167383C1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ХРОМИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275446C2 |
| Автоматическая установка для нанесения покрытия | 1984 |
|
SU1281608A1 |
| ЛИНИЯ НАНЕСЕНИЯ ГАЛЬВАНОХИМИЧЕСКИХ ПОКРЫТИЙ НА МЕЛКИЕ ДЕТАЛИ | 2013 |
|
RU2552806C2 |
| ТИРИСТОРНЫЙ СТАБИЛИЗАТОР ТОКА | 2003 |
|
RU2259627C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТВЕРСТИЙ В ДЕТАЛЯХ ВЫТЯНУТОЙ ФОРМЫ | 2001 |
|
RU2211108C1 |
| СПОСОБ ПЛАТИНИРОВАНИЯ ТИТАНА | 2015 |
|
RU2645822C2 |
Изобретение относится к гальванотехнике, в частности к автоматизированным линиям для электрохимической обработки, и может быть использовано для электролитического нанесения покрытий. Автоматизированная линия для нанесения покрытия, содержащая раму с установленными на ней в зоне обработки деталей проточными ячейками обезжиривания и нанесения покрытия, систему управления, транспортер для перемещения деталей, дополнительно содержит коммутаторы рабочих сред по количеству проточных ячеек, датчики наличия детали, датчики зажима детали, индивидуальные токоподводы к обрабатываемым деталям с системой регулировки силы тока, пневмосистему сжатого воздуха, а зона обработки деталей состоит из кинематически не связанных модулей обезжиривания, монтажа анода, нанесения покрытия, демонтажа анода. Технический результат: повышение производительности и надежности линии, качества покрытия, упрощение обслуживания, обеспечение оперативного контроля за функционированием механизмов, улучшение экологичности линии. 6 з.п.ф-лы, 2 ил.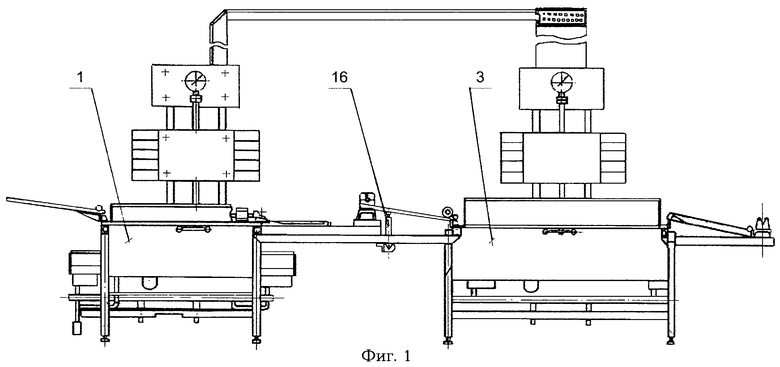
| Автоматическая установка для нанесения покрытия | 1984 |
|
SU1281608A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ХИМИЧЕСКОЙ И ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1994 |
|
RU2065511C1 |
| US 4303481, 01.12.1981. | |||

