112
Изобретение относится к машиностроению, а именно к устройствам для нанесения неорганических покрыти на изделия типа тел вращения, в частности к устройствам для хромирования изделий типа штоков, валов, пальцев.
Цель изобретения - повышение производительности .
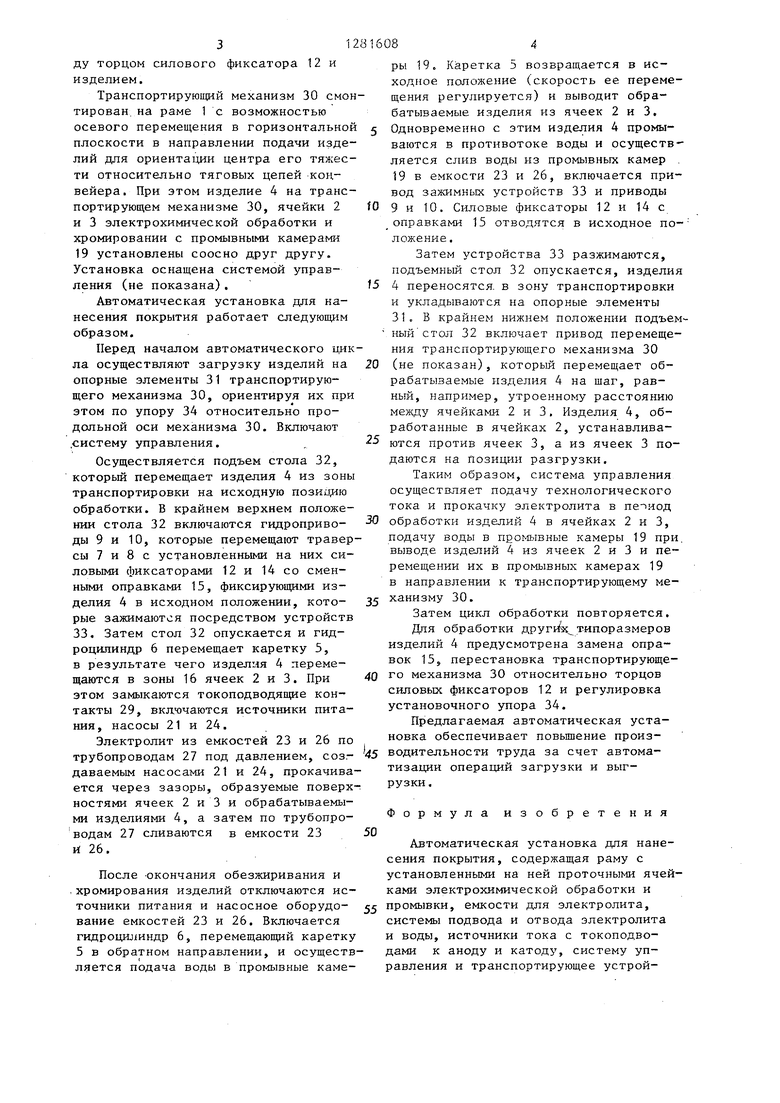
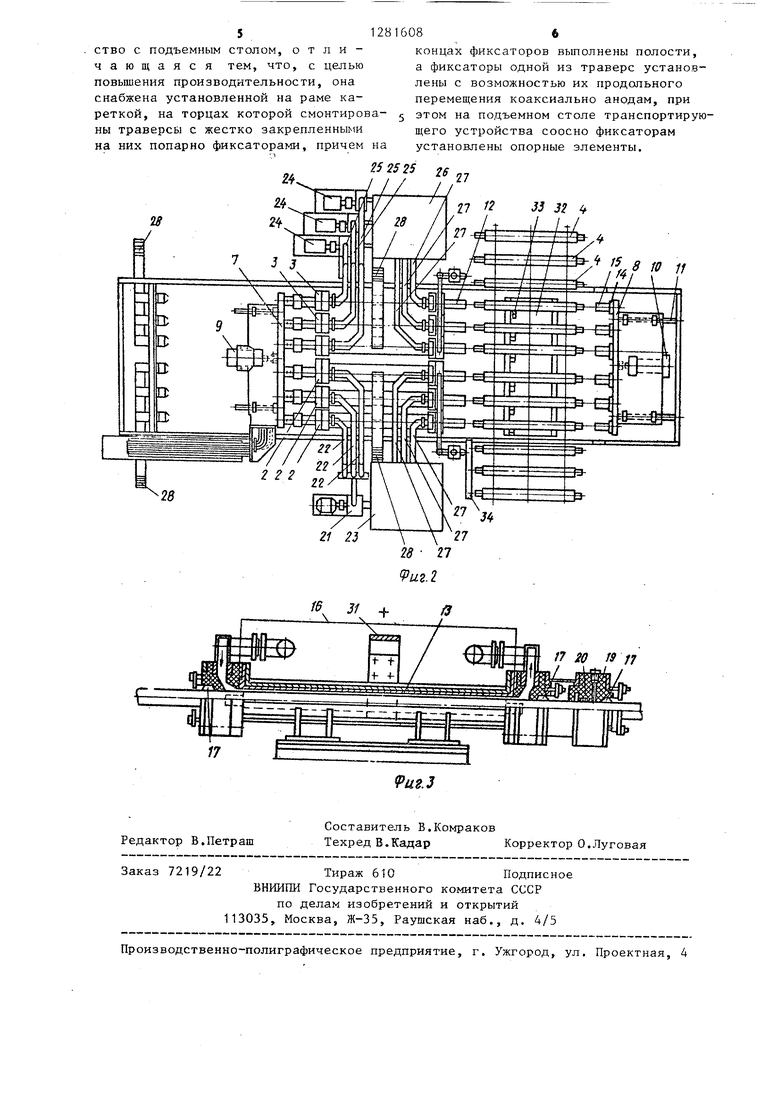
На фиг, 1 изображена автоматическая установка для нанесения покрытия общий вид на фиг, 2 - то же, вид {сверху; на фиг. 3 - ячейка электрохимической обработки с промывной камерой, общий вид.
Автоматическая установка для нанесения покрытия на изделия содержит раму 1, на которой жестко закреплены герметичные ячейки 2 и 3, объединенные в блоки по несколько штук соответственно для электрохимического обезжиривания и хромирования изделий 4.
На раме 1 установлена каретка 5 с возможностью возвратно-поступательного перемещения посредством гидроцилиндра 6. На торцовых сторонах каретки 5 смонтированы приводные траверсы 7 и 8, кинематически связанные с приводами 9 и 10 их перемещения по нап- равляюощм 11 во взаимно противоположных направлениях в горизонтальной плоскости.
На траверсе 7 жестко закреплены силовые фиксаторы 12 исходного положения изделий 4 с возможностью размещения их внутри ячеек 2 и 3 обработки изделий коаксиально аноду 13. На траверсе 8 жестко закреплены силовые фиксаторы l4 исходного положения изделия соосно фиксаторам 12. Ко ли.чество пар фиксаторов 12 и 14 соответствует количеству ячеек 2 и 3.
Фиксаторы 14 оснащены сменными оправками 15, обеспечивающими обработку изделий различных длин. Длина фиксатора 12 несколько превьштает длину ячейки 2 или 3.
Каждая ячейка 2 и Г разделена на зоны. В ее средней части размещена зона 16 непосредственной обработки изделий.
Для разгрузки сальниковых уплотнений 17 от веса фиксаторов 12, введенных внутрь ячеек 2 и 3, и обраба- тьшаемых изделий 4 на раме 1 смонтированы по;вдерживан)щие ролики 18,
2
вьшолненные из электроизоляционного материала.
На одном из торцов ячеек 2 и 3 смонтированы промывные камеры 19,
каждая из которых вьшолнена в виде обоймы, сквозной канал которой имеет размеры и профиль в поперечном сечении, соответствующие размерам и про- филю поперечного сечения очищаемого
изделия. На поверхности канала выполнены сообщающиеся друг с другом кольцевые полости 20. Объем воды для промывки регулируется в зависимости от допускаемой величины стока, а ко
личество кольцевых полостей определяется максимальной площадью поверхности обрабатываемых деталей.
Подача электролита в ячейки 2 электрохимического обезжиривания осуществляется с .помощью насоса 21 по трубопроводам 22 от емкости 23, а в, ячейки 3 хромирования - с помощью насосов 24 по трубопроводам 25 от емкости 26. Подача воды в промьшные
камеры каждой из ячеек 2 и 3 осу- ществляется из магистральных водопроводов. Слив электролита и воды ; из ячеек 2 и 3 осуществляется соответственно по трубопроводам 27 в емкости 23 и 26.
iПодвод катодного тока к обраба- тьшаемому изделию осуществляется от индивидуального источника с двух
сторон посредством силового фиксатора 12 и оправки 15 силового фиксатора 14. Подвод анодного тока к каждой ячейке 2 и 3 осуществляется от источника тока (не показан) посредством токрподводов 28 и самоочищающихся контактов 29.
Автоматическая установка для нанесения покрытия на изделия снабжена транспортирующим механизмом 30,
вьшолненным в виде цепного горизонтально замкнутого конвейера с закрепленными опорны м элементами 31 для установки обрабатываемых изделий, приводом его перемещения (не показав), осуществляемого циклически на заданный шаг, например, равный утроенному расстоянию между ячейками 2 и 3, с последующими остановками, и подъемного стола 32, снабженного
приводными зажимными устройствами 33 для удерживания обрабатываемых изделий при отводе силовых фиксаторов 12 и 14, и регулируемым упором 34, обеспечивающим постоянный зазор меж
31
ДУ торцом силового фиксатора 12 и изделием.
Транспортирующий механизм 30 смотирован, на раме 1 с возможностью осевого перемещения в горизонтально плоскости в направлении подачи изделий для ориентации центра его тяжести относительно тяговых цепей конвейера. При этом изделие 4 на транспортирующем механизме 30, ячейки 2 и 3 электрохимической обработки и хромировании с промывными камерами 19 установлены соосно друг другу. Установка оснащена системой управления (не показана).
Автоматическая установка для нанесения покрытия работает следующим образом.
Перед началом автоматического цила осуществляют загрузку изделий на опорные элементы 31 транспортирующего механизма 30, ориентируя их при этом по упору 34 относительно продольной оси механизма 30. Включают .систему управления.
Осуществляется подъем стола 32, который перемещает изделия 4 из зоны транспортировки на исходную позицию обработки. В крайнем верхнем положении стола 32 включаются гидроприводы 9 и 10, которые перемещают траверсы 7 и 8 с установленными на них силовыми фиксаторами 12 и 14 со сменными оправками 15, фиксирующими изделия 4 в исходном положении, которые зажимаются посредством устройств 33. Затем стол 32 опускается и гидроцилиндр 6 перемещает каретку 5, в результате чего изделия 4 перемещаются в зоны 16 ячеек 2 и 3. При этом замыкаются токоподводящие контакты 29, включаются источники пита
ния, насосы 21 и 24.
Электролит из емкостей 23 и 26 по
Предлагаемая автоматическая установка обеспечивает повьтение произтрубопроводам 27 под давлением, соз- 45 водительности труда за счет автома- даваемым насосами 21 и 24, прокачивается через зазоры, образуемые поверхностями ячеек 2 и 3 и обрабатываемыми изделиями 4, а затем по трубопроводам 27 сливаются в емкости 23 50 и 26.
тизации операции загрузки и выгрузки.
Формула изобретения
Автоматическая установка для нане сения покрытия, содержащая раму с установленными на ней проточными яче ками электрохимической обработки и jl промывки, емкости для электролита, системы подвода и отвода электролита и воды, источники тока с токоподво- дами к аноду и катоду, систему управления и транспортирующее устройПосле -окончания обезжиривания и ,хромирования изделий отключаются источники питания и насосное оборудование емкостей 23 и 26. Включается гидроцшшндр 6, перемещающий каретку 5 в обратном направлении, и осуществляется подача воды в промывные камеO
5
0
ры 19. Каретка 5 возвращается в исходное положение (скорость ее перемещения регулируется) и выводит обрабатываемые изделия из ячеек 2 и 3. 5 Одновременно с этим изделия 4 промываются в противотоке воды и осуществ ляется слив воды из промывных камер . 19 в емкости 23 и 26, включается привод зажимных устройств 33 и приводы 9 и 10. Силовые фиксаторы 12 и 14 с оправками 15 отводятся в исходное по- ложение.
Затем устройства 33 разжимаются, подъемный стол 32 опускается, изделия 4 переносятся, в зону транспортировки и укладываются на опорные элементы 31. В крайнем нижнем положении подъемный стол 32 включает привод перемещения транспортирующего механизма 30 (не показан), который перемещает обрабатываемые пзделия 4 на щаг, равный, например, утроенному расстоянию между ячейками 2 и 3, Изделия 4, обработанные в ячейках 2, устанавлива- 5 ются против ячеек 3, а из ячеек 3 подаются на Позиции разгрузки.
Таким образом, система управления осуществляет подачу технологического тока и прокачку электролита в период 0 обработки изделий 4 в ячейках 2 и 3, подачу воды в промывные камеры 19 при. выводе изделий 4 из ячеек 2 и 3 и перемещении их в промывных камерах 19 в направлении к транспортирующему ме- 5 ханизму 30.
Затем цикл обработки повторяется. Для обработки друг1& типоразмеров изделий 4 предусмотрена замена оправок 15, перестановка транспортирующего механизма 30 относительно торцов силовых фиксаторов 12 и регулировка установочного упора 34.
Предлагаемая автоматическая установка обеспечивает повьтение произ
водительности труда за счет автома-
тизации операции загрузки и выгрузки.
Формула изобретения
45 водительности труда за счет автома- 50
Автоматическая установка для нанесения покрытия, содержащая раму с установленными на ней проточными ячейками электрохимической обработки и jl промывки, емкости для электролита, системы подвода и отвода электролита и воды, источники тока с токоподво- дами к аноду и катоду, систему управления и транспортирующее устройj1281608
ство с подъемным столом, о т л и -концах фиксаторов вьшолнены полости,
чающая с я тем, что, с цельюа фиксаторы одной из траверс установповьпиения производительности, оналены с возможностью их продольного
снабжена установленной на раме ка-перемещения коаксиально анодам, при
реткой нГторцах которой смонтирова- 5 этом на подъемном столе транспортирую- ны траверсы с жестко закрепленнымищего устройства соосно фиксаторам
на них попарно фиксаторами, причем на установлены опорные элементы.
IS
г52525 26
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ | 2001 |
|
RU2202008C2 |
| Установка для нанесения покрытия электронатиранием | 1986 |
|
SU1361199A1 |
| Устройство для нанесения покрытия на длинномерные изделия (его варианты) | 1984 |
|
SU1203134A1 |
| СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ХРОМИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275446C2 |
| Устройство для хромирования длинномерных изделий | 1981 |
|
SU998591A1 |
| Устройство для электрохимической обработки крупногабаритных деталей | 1990 |
|
SU1754799A1 |
| Устройство для электрохимической обработки деталей | 1981 |
|
SU996526A1 |
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ХРОМОМ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБ | 2000 |
|
RU2173356C1 |
| СПОСОБ ЛОКАЛЬНОГО ХРОМИРОВАНИЯ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ | 2009 |
|
RU2430197C1 |
| Установка для горизонтального внутреннего хромирования | 2023 |
|
RU2811352C1 |
Изобретение касается нанесения электролитических покрытий и может быть использовано при обработке деталей типа валов. Цель изобретения - повышение производительности труда .и улучшение качества покрытия. Автоматическая установка для нанесения покрытия содержит раму 1 с установ29 ленными на ней герметичными ячейка- NM для Электрохишшеской обработки и промывки. Па раме 1 установлена каретка 5, перемещаемая гидроцилиндром 6. На торцах каретки 5 установлены траверсы с фиксаторами. Каждая ячейка разделена на зоны, средняя из которых зона 16 обработки. Подача электролита производится насосом, а воды - из магистральных трубопроводов. Подвод анодного тока к каждой ячейке осуществляется посредством токоподводов 28 и caмooчиIцaюш lXCя контактов 29. Транспортируюш 1й механизм 30 с опорными элементами 31 выполнен в виде цепного конвейера и снабжен зажимными устройствами 33 и упором 34. На концах фиксаторов вьшолнены полости, а фиксаторы одной из траверс имеют возможность продольного перемещения соосно анодам 3 ил.. 1В (Л с tc 00 00 f i/e:/
17
f3
/7 20 f9 Л
Редактор В.Петраш
Составитель В.Комраков
Техред В.КадарКорректор О.Луговая
7219/22
Тираж 610Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий . 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Патент США № 4303481, ,кл | |||
| Ротационный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию, и т.п. работ | 1924 |
|
SU204A1 |
| Автоматическая установка для проточного хромирования | 1960 |
|
SU136994A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| ,(54) АВТОМАТИЧЕСКАЯ УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ | |||
