метр центрального отверстия определен соотношением
Pb( - v)
D, D 1- где D - диаметр центрального отверстия метчика;
D - наружный диаметр резьбы; Р - допустимое усилие обработки; b - ширина рабочих элементов
метчи:ка;
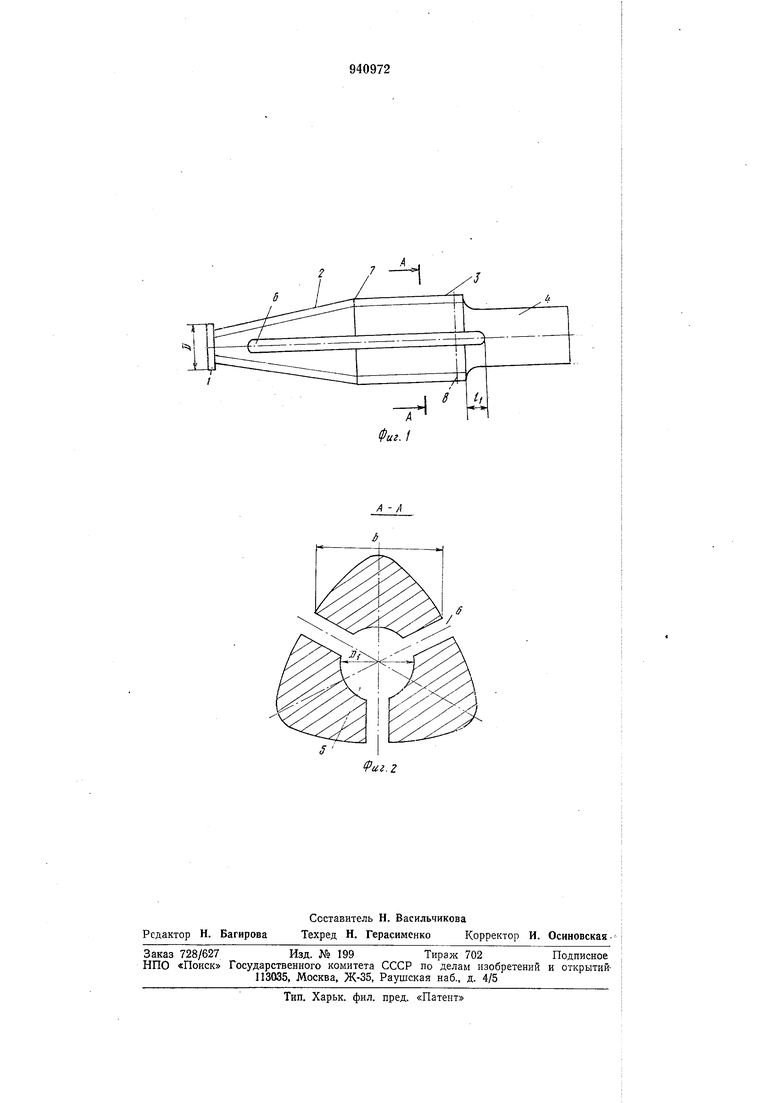
- допустимое напряжение материала метчика на растяжение; и - коэффициент, равный отношению допустимого напряжения при растяжении к допустимому; напряжению при сжатии; а - 1коэффициент, учитываюший отиошение толш,ины рабочих элементов к их ширине. На фиг. 1 изображен метчик, обш;ий вид; на фиг. 2 - сечение А-А на фиг. 1.
Метчик содержит резьбовую направляющую ча-сть 1, рабочую часть с заборным 2 и калибруюш,им 3 участками и хвостовик 4.
Метчик имеет сквозное центральное отверстие 5 -и продольные прорези 6, пересекаюш,ие центральное отверстие 5 и наружную поверхность на затыловаиных частях профиля. Прорези 6 выполнены на заборном 2 и калибруюш;ем 3 участках рабочей части и на примыкаюшей к калибруюш,ему участку части хвостовика 4.
Длина прорезей, выполненных на хвостовике и на заборной части, выбрана так, что переходное сечение 7 между заборным и калибрующим участками .размещено на равном расстоянии от краев прорезей.
Длина прорезей li и диаметр центрального отверстия DI определены из условия, чтобы прогиб в сечении 8, проведенном через последние витки резьбы калибрующего участка, не превышал допуска на нижнее отклонение резьбы. Та-ким образом
1/
I, 4,43 1/
где /I - длина участка прорези, расположенного на хвостовике инструмента;EY х- л есткость рабочих элементов
метчика; А - допуск на нижнее отклонение
резьбы;
Р - допустимое усилие обработки, а диаметр центрального отверстия
р.,,-1,
L J
где DI - диаметр центрального отверстия метчика;
D - наружный диаметра из1 отовляемой резьбы;
1Р - допустимое усилие обработки;
b - ширина рабочих элементов метчика;;
( допустимое напряжени{ материала метчика на растяжение; и - коэффициент, равный | отношению допустимого напряжения при растяжении к |Долу стнмому
напряжению при сжат1 и; а - коэффициент, учитывающий отношение толшиньг рабрчих элементов к их ширине (может принимать значения от 0,25 до 0,75).I
При изготовлении резьбы метчиком его направляюшзю часть вводят в предварительно изготовленное отверстие. Направляющая часть метчика име{ет диаметр I
D (do+b)-8
I
|.др f) - наружный диаметр наг равляющей части;|
.do - номинальный диаметр | отверстия заготовки;| b - предельное нижнее от |лонение
диаметра отверстия заг|отовки;
б - допуск на изготовление I направляющей части.
Так как допуск на изготовление ; направляющей части метчика на порядок меньший, чем допуск на отверстие, нап|равляющая часть обеспечит возможност, ввода метчика в любое отверстие, у Которого нижнее отклонение диаметра не превышает предельного допустимого значения.
При изготовлении резьбы метчик взинчиваетая в отверстие и формирует в нем резьбу методом пластического дефррмирования. При больших нижних отклонениях диаметра заготовки давление со стороны
отверстия деформирует метчик, образуя наибольший прогиб на участке 7, цереходном между заборным 2 и калибрующим 3 участкамн. При изготовлении резьбы предлагаемым метчиком могут быть значителько снижены требования к точности изготовления отверстия под раскатку |резьбы. В.месте с тем, отклонения размеров резьбы, изготовленной предлагаемом метчиком, будут находиться в пределах поля
допусков на резьбу, так как направ|1яющая часть метчика исключит возможнО|Сть его ввода в отверстие, диаметр которог|о меньше, чем минимально допустимый диаметр отверстия под раскатку. Резьба на Ьаправляющей части обеспечит возможность вывинчивания метчика из отверстия; после раскатывания резьбы в этом отверстии.
Возможен вариант конструктивнЬго выполнения метчика, предназначенной для
доводки резьбы в отверстии. Такой инструмент имеет круглое поперечное сечение. На наружной резьбовой поверхности инструмента закреплены абразивные, в частности алмазные, зерна. В таком инструменте прорези продолжены за пределы резьбовой части не только е направлении хвостовика, но и в сторону его направляющей части. Рабочиеэлементы - жесткие, а сечения наибольшего прогиба расположены по обе стороны сечения, проведенного через середину калибрующего участка резьбы, равноудалены от этого сечения и имеют одинаковую жесткость. МетчиК обеспечивает повышение точности доводки резьбы, так как, сжатый стенками отверстия в начале процесса до:водки, он в ходеЭТОГО процесса разжимается до своего номинального размера, что обеспечивает стабильность получаемой резьбы. Преимуществом такого метчика является также то, что его конструкция обеспечивает оптимальный режим доводки - постепенное уменьщение давления на стенки обрабатываемого отверстия по мере снятия припуска. Для обеспечения такого режима при доводке резьбы известными притирами необходимы ставки со сложными специальными устройствами. Применение предлагаемого метчика позволит получить значительный техникоэкономический эффект. При изготовлении резьбы методом пластического деформирования нрименение такого метчика позволит исключить заклинивание и поломку инструмента и снизить требования к точности изготовления отверстия под раскатку резьбы. При использовании метчика для доводки резьбы создается возможность упрощения и удешевления инструмента, повышения точности доводки и выполнения доводки на оптимальных режимах. Фор мул.а изобретения Метчик для обработки резьбовых отверстий, содержащий направляющую часть с центральным отверстием, хвостовик, рабочую часть с заборным участком, переходящим в калибрующий участок, центральным отверстием и продольными прорезями, пересекающими .центральное отверстие и н ч эк н д н 15 пе 20 ру ра це ш гд вн № АО то ужную поверхность метчика, отлиющийся тем, что, с целью повыщения плуатационных свойств пзтем исключезаклинивания и поломки метчика, проьные прорези выполнены на хвостовике длину 4 ГРУ Л /. 4,43 I/ fli - длина участка прорези, расположенного на хвостовике; EYx - жесткость рабочих элементов метчика; А - допуск на нижнее отклонение резьбы; , Р - допустимое усилие обработки; еходная зона между заборным и калибщим участками размещена на равном стоянии от краев прорезей, а диаметр трального отверстия определен соотноиемD L D - диаметр центрального отверстия метчика; D - нарул ный диаметр резьбы; Р - донустимое усилие обработки; b - щирина рабочих элементов метчика;( - допустимое напряжение материала метчика на растяжение; и - коэффициент, равный отношению допустимого напряжения при растяжении к допустимому напряжению при сжатии; а - коэффициент, учитывающий отношение толщины рабочих элементов к их ширине. Источники информации, принятые во мание при экспертизе: 1.Авторское свидетельство СССР 02358, кл. В 24 В 37/02, 20.12.76. .Авторское свидетельство СССР 06475, кл. В 23 G 5/06, 17.04.76 (проп).
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесстружечный метчик адаптивного действия | 1986 |
|
SU1331605A1 |
| Метчик | 1990 |
|
SU1808547A1 |
| Метчик | 1982 |
|
SU1049210A1 |
| МЕТЧИК ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ В ГЛУХИХ ОТВЕРСТИЯХ | 2010 |
|
RU2415737C1 |
| Способ нарезания резьбы и инструмент для его осуществления | 2016 |
|
RU2634536C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| Метчик | 1983 |
|
SU1134322A2 |
| Притир для доводки резьбовых отверстий | 1981 |
|
SU982879A1 |
| МЕТЧИК БЕССТРУЖЕЧНЫЙ | 1991 |
|
RU2009750C1 |