К.
I Vf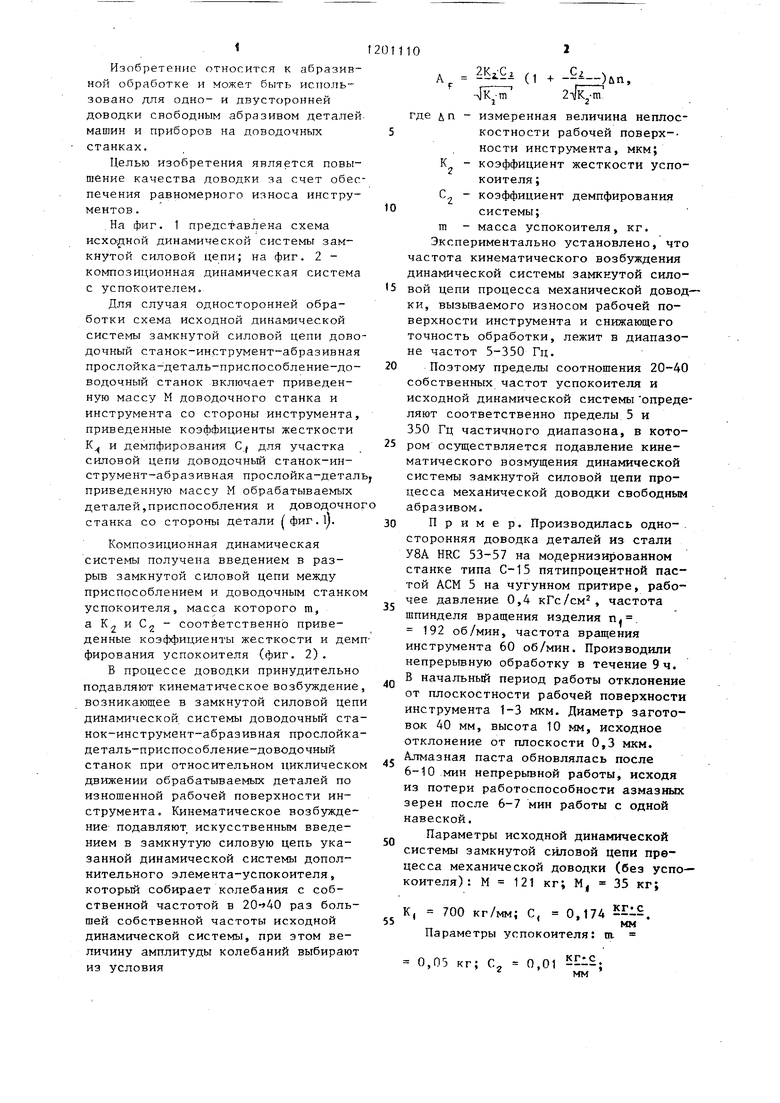
| название | год | авторы | номер документа |
|---|---|---|---|
| Доводочный станок | 1985 |
|
SU1274914A1 |
| Способ доводки | 1984 |
|
SU1237400A1 |
| СПОСОБ ПРАВКИ ПРИТИРОВ НА ДВУХДИСКОВЫХ ДОВОДОЧНЫХ СТАНКАХ | 2001 |
|
RU2202462C2 |
| Способ доводки | 1986 |
|
SU1349976A1 |
| Вертикальный доводочный двухдисковый станок планетарного типа | 1981 |
|
SU1187968A2 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ОБРАБОТКИ ПЛОСКИХ ДЕТАЛЕЙ | 1994 |
|
RU2094209C1 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1981 |
|
SU956253A1 |
| СПОСОБ ДОВОДКИ ДЕТАЛЕЙ НА ПЛОСКОДОВОДОЧНОМСТАНКЕ | 1971 |
|
SU294717A1 |
| Способ доводки деталей | 1990 |
|
SU1759609A1 |
СПОСОБ ДОВОДКИ на станках для односторонней и двусторонней обработки, при котором деталям и инструменту сообщают относительные перемещения и колебания в плоскости, перпендикулярной рабочей поверхности инструмента, отличающийся тем, что, с целью повышения качества .доводки, в силовую цепь исходной динамической системы встраивают успокоитель, при этом частоту ко51ебаний выби ют в 20-40 раз больше собственной частоты исходной динамической системы, а величину амплитуды - из условия (н -SMfin, K.m где - измеренная величина неплоскостности рабочей поверхности инструмента, мкм; К. 2 --коэффициент жесткости успокоителя; -коэффициент демпфирования (Я системы; m -масса успокоителя, кг.
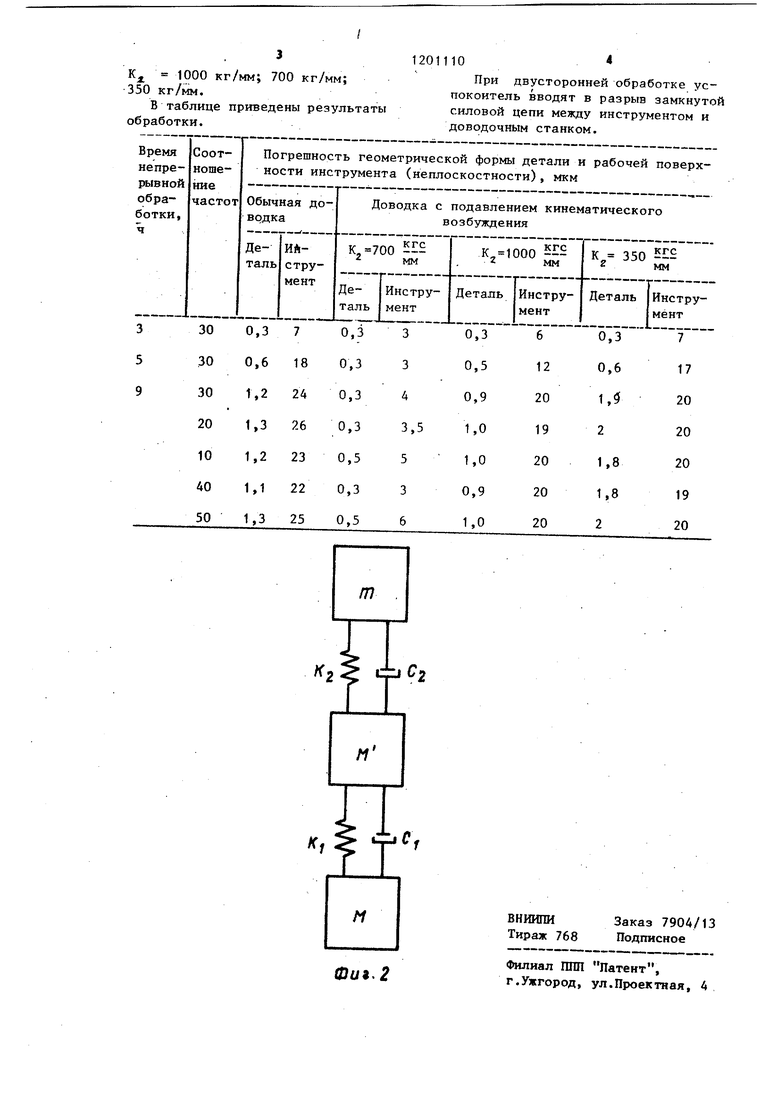
(pU8./ 1 Изобретение относится к абразивной обработке и может быть исттользовано для одно- и двусторонней доводки свободным абразивом деталей машин и приборов на доводочных станках. Целью изобретения является повышение качества доводки за счет обес печения равномерного износа инструментов. .На фиг. 1 представлена схема исходной динамической системы замкнутой силовой цепи; на фиг. 2 композиционная динамическая система с успокоителем. Для случая односторонней обработки схема исходной динамической системы замкнутой силовой цепи дово дочный станок-инструмент-абразивная прослойка-деталь-приспособление-доводочный станок включает приведенную массу М доводочного станка и инструмента со стороны инструмента, приведенные коэффициенты жесткости К и демпфирования Cj для участка силовой цепи доводочный станок-инструмент-абразивная прослойка-детал приведенную массу М обрабатываемых деталей,приспособления и доводочно станка со стороны детали (фиг. у. Композиционная динамическая системы получена введением в разрыв замкнутой силовой цепи между приспособлением и доводочным станко успокоителя, масса которого т, а К и С - соотёетственнЬ приведенные коэффициенты жесткости и дем фирования успокоителя (фиг. 2). В процессе доводки принудительно подавляют кинематическое возбуждение возникающее в замкнутой силовой цеп динамической системы доводочный ста нок-инструмент-абразивная прослойка деталь-приспособление-доводочный станок при относительном циклическо движении обрабатываемых деталей по изношенной рабочей поверхности инструмента. Кинематическое возбуждение подавляют, искусственным введением в замкнутую силовую цепь указанной динамической системы дополнительного элемента-успокоителя, которьм собирает колебания с собственной частотой в 20-40 раз большей собственной частоты исходной динамической системы, при этом величину амплитуды колебаний выбирают из условия А 2KiC, -Ci-)йп, -- где in - измеренная величина неплоскостности рабочей поверх-ности инструмента, мкм; К - коэффициент жесткости успокоителя ; С - коэффициент демпфирования системы; га - масса успокоителя, кг. Экспериментально установлено, что частота кинематического возбуждения динамической системы замкнутой силовой цепи процесса механической довод- ки, вызьшаемого износом рабочей поверхности инструмента и снижающего точность обработки, лежит в диапазоне частот 5-350 Гц. Поэтому пределы соотношения 20-40 собственных частот успокоителя и исходной динамической системы определяют соответственно пределы 5 и 350 Гц частичного диапазона, в котором осуществляется подавление кинематического возмущения динамической системы замкнутой силовой цепи процесса механической доводки свободным абразивом. Пример. Производилась одно- . сторонняя доводка деталей из стали У8А HRC 53-57 на модернизированном станке типа С-15 пятипроцентной пастой АСМ 5 на чугунном притире, рабочее давление 0,4 кГс/см, частота шпинделя вращения изделия п.. 192 об/мин, частота вращения инструмента 60 об/мин. Производили непрерывную обработку в течение 9 ч. В начальный период работы отклонение от плоскостности рабочей поверхности инструмента 1-3 мкм. Диаметр заготовок 40 мм, высота 10 мм, исходное отклонение от плоскости 0,3 мкм. Алмазная паста обновлялась после 6-10 мин непрерьгеной работы, исходя из потери работоспособности азмазных зерен после 6-7 мин работы с одной навеской. Параметры исходной динамической системы замкнутой силовой цепи процесса механической доводки (без успокоителя) : М 121 кг; М, 35 кг; К, 700 кг/мм; С. 0,174 -iS. Параметры успокоителя: т. 0,05 кг; С-г 0,01
1000 кг/мм; 700 кг/мм; 350 кг/мм.
В таблице приведены результаты обработки.
1201110
При двусторонней обработке успокоитель вводят в разрыв замкнутой силовой цепи между инструментом и доводочным станком.
| Способ доводки деталей | 1979 |
|
SU837806A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
