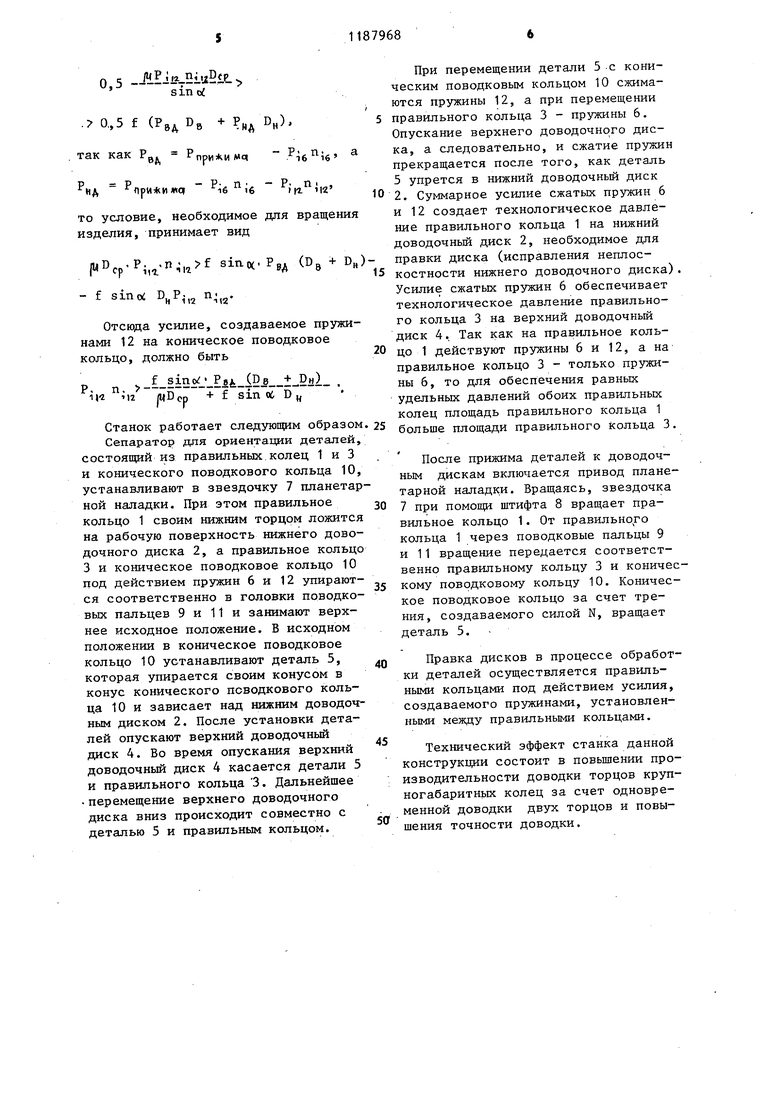
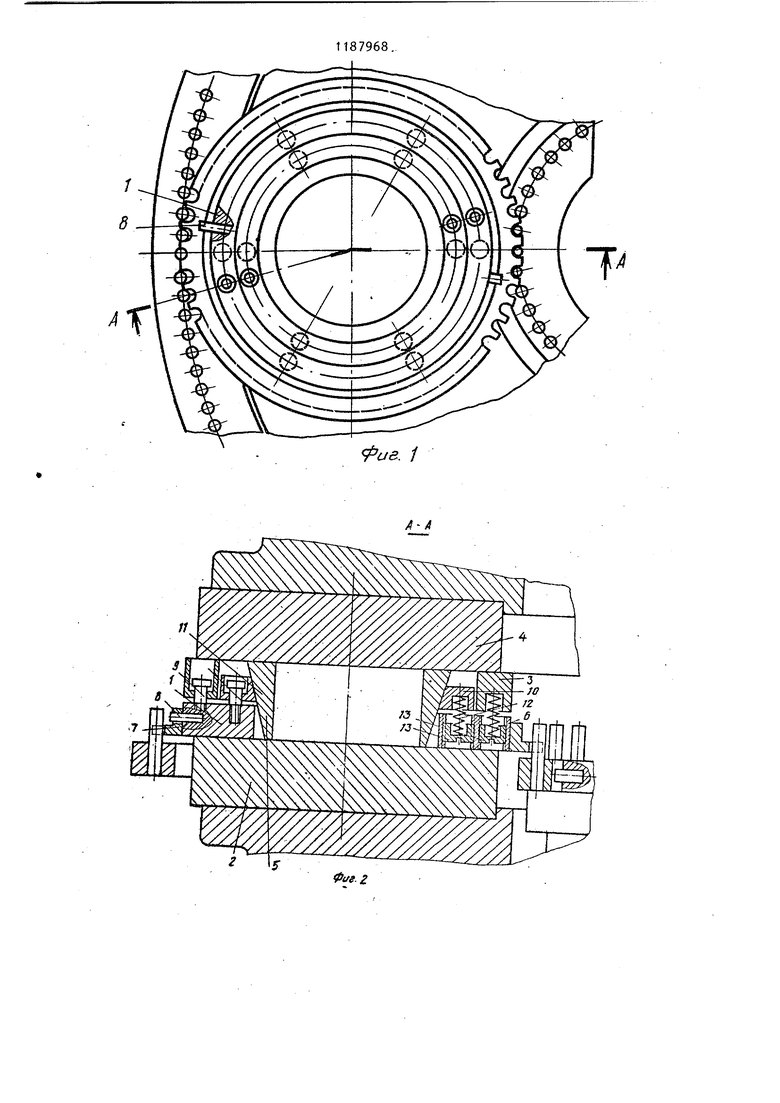
Изобретение относится к абразивной обработке и может быть использовано для двусторонней доводки крупногабаритных деталей. В основном изобретении; по авт. св. № 372883 описан вертикальный доводочный двухдисковьй станок планетарного типа для двусторонней доводки деталей, расположенных в сепа раторе, получающем сложное плоскопараллельное движение. Сепаратор вьшолнен составным из двух подпружи ненных частей. Такое выполнение сепаратора позволяет осуществлять пра ку доводочных дисков в процессе обработки деталей за счет использования в качестве правильного кольца самого сепаратора. Для равномерного съема припуска по всей плоскости обрабатьюаемых деталей необходимо их принудительное вращение относительно центра се паратора с целью обеспечения равных относительных скоростей доводки во всех зонах контакта обрабатываемых деталей с доводочным диском. Вращение детали вместе с сепаратором в известном станке обеспечивается их расположением в сепараторе. Для принудительного вращения деталей их смещают относительно центра сепаратора. Величина смещени зависит от размера обрабатываемых деталей. Чем меньше деталь, тем больше величина смещения и тем боль ше их размещается в сепараторе. Недостатком известного доводочного станка является то, что его конструкция не обеспечивает принуди тельное вращение крупногабаритных колец, расположенных в центре сепар тора, в результате чего происходи неодинаковый съем припуска в различ ных зонах контакта обрабатвшаемого кольца с доводочным диском, так как скорости доводки в центре и из пери ферии доводочного диска различны, что не обеспечивает высокой точности обрабатьшаемых деталей по плоскостности и параллельности. Целью изобретения является повышение точности доводки торцов крупногабаритных колец конических подшипников путем принудительного их вращения с сепаратором. Указанная цель достигается тем, что в центре сепаратора установлено коническое поводковое кольцо, св язанное с нижней частью сепаратора поводковыми пальцами, а между коническим поводковым кольцом и нижней частью сепаратора расположены пружины, усилие которых определяется по формуле f sinoi РВД (DB + DH) вА+ f sin oi D где P; -усилие одной пружины; -количество пружин; -коэффициент резания; -угол конуса детали и поводкового кольца; -усилие прижима верхнего доводочного диска к изделию;-средний диаметр детали, контактирующей с верхним доводочным диском; -средний диаметр детали, контактирующий с нижним доводочным диском; коэффициент трения между деталью и поводковым кольцом; . средний диаметр конуса конического поводкового кольца. , 1 схематически показана Ha фиг. планетарная наладка станка; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - схема действия сил на обрабатываемую деталь в статическом состоянии. Станок состоит из правильного кольца 1, предназначенного для поддержания и исправления неплоскостности нижнего доводочного диска 2, и правильного кольца 3, предназначенного для поддержания и исправления неплоскостности верхнего доводочного диска 4. Оба правильных кольца одновременно являются сепараторами для ориентации деталей 5. Между правильными кольцами 1 и 3 установлены пружины б, предназначенные для создания необходимого для правки дисков 2 и 4 технологического давления. Нижнее правильное кольцо 1 установлено в звездочку 7 планетарной наладки доводочного станка. Штифт 8 предназначен для передачи вращения правильному кольцу 1 от звездочки 7. Поводковые пальцы 9 приводят во вращение правильное кольцо. 3. Внутри верхнего 3 правильного кольца 3 концентрично ему установлено коническое поводковое кольцо 10, предназначенное для передачи вращения детали 5. Вн ренний конус поводкового кольца 10 соответствует наружному конусу детали 5. Палец 11 предназначен для передачи вращения от правильного koльцa 1 к поводковому кольцу 10. Между нижним правильным кольцом 1 и коническим поводковым кольцом 10 установлены регулируемые пружин 12. В резьбовых отверстиях правиль ного кольца 1 ввинчены резьбовые втулки 13, предназначенные для регулирования усилия, создаваемого пружинами 6 и 12. Необходимым условием для вращения детали 5 коническим поводковым кольцом 10 является то, чтобы момент трения в коническом поводково кольце, создаваемый пруяданами 12, бьш больше момента резания Мр,.( Дпя определения и Мре определяем силы, действующие на обрабатываемое изделие 5: сила при жима верхнего доводочного диска к деталям составляет Р Р - п ЬАПриЖИМЯ16 16 сила прижима детали 5 к нижнему до водочному диску 2 . Р Р- Р л - нд при иАлалб 16 - 1,2 ,; сила нормального давления конического поводкового кольца 10 на деталь 5 м 5il%. sin 66 Д - усилие прижима, соз даваемое гидростемой станка; рд усилие прижима верхн го доводочного диска к- изделию; Р. - усилие прижима нижне го доводочного диска к изделию; - усилие одной пружины 6; усилие одной пружины 12; п - количество пр5жин 6; nj|2 - коли-чеетво пружин 12; N - нормальйюе давление конического поводкового кольца 10 на деталь 5 под действием пружин 12; oi - угол конуса детали 5 и поводкового кольца 10. лощадь контакта детали 5 с ниждоводочным диском 2 меньше плоконтакта. д«тали 5 с верхним дочным диском 4. Поэтому и сила атия детали к нижнему доводочдиску должна быть меньше. Это игается за счет усилия, создаваго пружинами li2, которое действуна деталь 5 и направлено вверх, - Р;« il2 Р Р НА ВА ила трения между изделием и кониим поводковым кольцом составляет Рур - сила трения; (li - коэффициент трения между деталью 5 и коническим поводковым кольцом 10. огда момент трения.в коническом ДКОВОМ кольце равен . 0,5 Р NDep . л S Ji -l-Se-5i. , sinoi D(.p - средний диаметр конусй конического поводкового кольца. Трение о доводочные диски вращайся вокруг своей оси детали созт момент резания 0,5 f (Р,.В,-Р„д D) Мре,- момент резания; f - коэффициент резания (коэффициент трения детали о доводочный диск); -в средний диаметр детали 5, контактируюпщй с верхним доводочным диском; D| - средний диаметр детали 5, контактирующий с нижним доводочным диском. одставив значения момента трения ента резания в формулу (1), полуО 5 -jy.-ij -SiuDlP sitici . 0„5 f (Pg. De + РНД В„). так как Р„, - Р;, , ВД, Мо( НА 1б 16 то условие, необходимое для вращени изделия, принимает вид , si ocPgA °8 + 1 - f sinoi ., n.,g. Отсюда усилие, создаваемое пружи нами 12 на коническое поводковое кольцо, должно быть ч f. 8i,( . + f sin об D , И-г 1)2 Станок работает следующим образо Сепаратор для ориентации деталей состоящий из правильных колец 1 и 3 и конического поводкового кольца 10 устанавливают в звездочку 7 планета ной наладки. При этом правильное кольцо 1 своим нижним торцом ложитс на рабочую поверхность нижнего дово дочного диска 2, а правильное кольц 3 и коническое поводковое кольцо 10 под действием пружин 6 и 12 упирают ся соответственно в головки поводко вых пальцев 9 и 11 и занимают верхнее исходное положение. В исходном положении в коническое поводковое кольцо 10 устанавливают деталь 5, которая упирается своим конусом в конус конического поводкового кольца 10 и зависает над нижним доводоч ным диском 2. После установки деталей опускают верхний доводочный диск 4. Во время опускания верхний доводочный диск 4 касается детали 5 и правильного кольца 3. Дальнейшее перемещение верхнего доводочного диска вниз происходит совместно с деталью 5 и правильным кольцом. При перемещении детали 5 с коническим поводковым кольцом 10 сжимаются пружины 12, а при перемещении правильного кольца 3 - пружины 6. Опускание верхнего доводочного диска, а следовательно, и сжатие пружин прекращается после того, как деталь 5 упрется в нижний доводочный диск 2. Суммарное усилие сжатых пружин 6 и 12 создает технологическое давление правильного кольца 1 на нижний доводочньш диск 2, необходимое для правки диска (исправления неплоскостности нижнего доводочного диска), Усилие сжатых пружин 6 обеспечивает технологическое давление правильного кольца 3 на верхний доводочный диск 4., Так как на правильное кольцо 1 действуют пружины 6 и 12, а на правильное кольцо 3 - только пружины 6, то для обеспечения равных удельных давлений обоих правильных колец площадь правильного кольца 1 больше площади правильного кольца 3, После прижима деталей к доводочным дискам включается привод планетарной наладки. Вращаясь, звездочка 7 при помощи штифта 8 вращает правильное кольцо 1. От правильного кольца 1 через поводковые пальцы 9 и 11 вращение передается соответственно правильному кольцу 3 и коническому поводковому кольцу 10. Коническое поводковое кольцо за счет трения, создаваемого силой N, вращает деталь 5. Правка дисков в процессе обработки деталей осуществляется правильными кольцами под действием усилия, создаваемого пружинами, установленными между правильными кольцами. Технический эффект станка данной конструкции состоит в повьшении производительности доводки торцов крупногабаритньк колец за счет одновременной доводки двух торцов и повышения точности доводки. аг. 1

| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный доводочный двухдиско-Вый CTAHOK плАНЕТАРНОгО ТипА | 1979 |
|
SU831579A1 |
| Станки для доводки наружных поверхностей вращения | 1988 |
|
SU1511089A1 |
| Устройство для доводки плоских поверхностей деталей | 1987 |
|
SU1458187A2 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1981 |
|
SU956253A1 |
| СТАНОК ДЛЯ ДОВОДКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 1959 |
|
SU128329A1 |
| Привод шпинделя доводочного станка | 1983 |
|
SU1122493A1 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1986 |
|
SU1364447A2 |
| Устройство для доводки плоских поверхностей деталей | 1988 |
|
SU1577944A2 |
| Станок для доводки торцов цилиндрических деталей | 1986 |
|
SU1421504A1 |
| Станок для доводки плоских поверхностей деталей | 1980 |
|
SU891386A2 |
ВЕРТИКАЛЬНЫЙ ДОВОДОЧНЫЙ ДВУХДИСКОВЫЙ СТАНОК ПЛАНЕТАРНОГО ТИПА по авт. св. № 372883, о т л и чающийся тем, что, с целью повьшения точности доводки торцов крупногабаритных деталей путем принудительного их вращения с сепаратором, станок снабжен поводковым кольцом с внутренней конической поверхностью, предназначенным для взаимодействия с обрабатываемой деталью, установленным концентрично верхней части сепаратора и связанным с нижней его частью введенньми в станок поводковыми пальцами и пружинами, усилие которых выбрано из условия 1 з;г оЬ-Р8
Р ftpUff t/MCt Фае. 3
| Авторское свидетельство СССР № 372883, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| . | |||
