Изобретение относится к трубе кристаллизатора для непрерывной разливки сталей, в частности перитектических сталей, согласно ограничительной части пункта 1 формулы изобретения, и к кристаллизатору с трубой.
Техника непрерывной разливки, при которой за счет охлаждения металлического расплава на стенках формующей полости кристаллизатора образуется оболочка слитка непрерывно возрастающей толщины и из выходного отверстия кристаллизатора непрерывно вытягивают слиток, приводит, как известно, при применении для производства перитектических сталей, например сталей с содержанием углерода 0,1-0,14%, к проблемам, выражающимся, в частности, в ухудшении качества поверхности изготовленных слитков. Такие ухудшения качества нежелательны, поскольку дальнейшая обработка слитков опять-таки зачастую приводит к неприемлемым ухудшениям качества получаемых продуктов.
Как известно, причину названных проблем следует усматривать в фазовом переходе, которому подвержены перитектические стали при температуре вплотную ниже температуры затвердевания и который связан со значительным уменьшением объема. При непрерывной разливке перитектических сталей этот фазовый переход происходит во время начального затвердевания оболочки слитка в условиях, при которых образующаяся оболочка слитка еще тонкая, имеет небольшую механическую стабильность и вследствие фазового перехода образует неровную, лишь точечно прилегающую к стенке формующей полости поверхность, в результате чего полностью затвердевшие слитки имеют пористый или же трещиноватый слой на поверхности.
Как известно, при непрерывной разливке перитектических сталей можно достичь повышения качества поверхностей слитков за счет того, что на начальное затвердевание оболочки слитка на включающем в себя уровень заливки участке кристаллизатора воздействуют за счет уменьшения теплоотвода от стального расплава или оболочки слитка. Это уменьшение теплоотвода в зоне начального затвердевания реализуют обычно с помощью кристаллизаторов, оборудованных тепловым барьером на поверхности продольного отрезка стенки формующей полости со стороны стали. Тепловой барьер и продольный отрезок рассчитывают при этом так, чтобы плотность теплового потока, с одной стороны, в зоне начального затвердевания уменьшалась, а, с другой стороны, однако, на примыкающих к тепловому барьеру продольных отрезках была достаточно велика, для того чтобы на всем участке прохождения слитка в формующей полости достичь достаточного роста оболочки слитка.
Известно несколько концепций снабжения стенок формующей полости кристаллизатора на части его длины, который включает в себя реализованное в процессе литья положение уровня заливки, тепловым барьером на ограничивающей формующую полость поверхности.
Из реферата к заявке Японии JP 1-224142 А известен кристаллизатор, предназначенный для получения слитков из перитектических сталей, стенка формующей полости которого состоит из трубчатого корпуса с расположенной со стороны заливки цилиндрической вставкой из стали или других материалов, обладающих более высоким тепловым сопротивлением, чем образующий трубчатый корпус материал. Этот кристаллизатор имеет тот недостаток, что образующая тепловой барьер вставка подвержена износу и, в частности, необходимы мероприятия, удорожающие изготовление кристаллизатора для того, чтобы противодействовать трещинообразованию или деформациям стенки формующей полости из-за тепловых нагрузок в процессе литья.
Альтернативная концепция образования теплового барьера раскрыта в реферате к заявке Японии JP 1-170550 А на примере пластинчатого кристаллизатора, предназначенного для изготовления плоских слитков из перитектической стали. Обращенные к формующей полости поверхности изготовленных из меди боковых стенок этого кристаллизатора имеют на включающем в себя положение уровня заливки участке отверстия, заполненные на выбор никелем, нержавеющей сталью или подходящим керамическим материалом. С этой альтернативной концепцией связан тот недостаток, что она помимо подверженности отверстий к износу по технологическим причинам неприменима к трубчатым кристаллизаторам для слитков малых форматов, например заготовок небольших форматов, поскольку внутренние стороны труб кристаллизаторов недостаточно доступны для подходящей обработки.
Из реферата к заявке Японии JP 02-006038 А известен предназначенный для разливки перитектических сталей кристаллизатор, стенки формующей полости которого выполнены из меди и на обращенной от формующей полости стороне имеют канавки для охлаждающей воды. В канавках для охлаждающей воды на включающем в себя положение уровня заливки участке с периодическими промежутками 5-20 мм размещены металлы или керамические материалы с меньшей, чем у меди, теплопроводностью. Для того чтобы согласно этой концепции создать тепловой барьер с заданным тепловым сопротивлением, встроенные материалы должны размещаться на относительно большой глубине в стенке формующей полости. Реализация такого теплового барьера технологически сложна, поскольку во множестве мест на стенке формующей полости подходящие материалы должны быть размещены относительно глубоко.
В основе изобретения лежит задача решения названных проблем и создания для этой цели трубы кристаллизатора, оснащенной изготовляемым упрощенными технологическими средствами тепловым барьером, который расположен в положении уровня заливки и защищен от износа, а также снабженного трубой кристаллизатора для непрерывной разливки.
Эта задача решается посредством трубы кристаллизатора, охарактеризованной совокупностью признаков пункта 1 формулы изобретения, и кристаллизатора для непрерывной разливки с признаками пункта 10 формулы изобретения.
Труба кристаллизатора согласно изобретению имеет первый, заключающий заданное положение уровня заливки продольный отрезок и второй, примыкающий к первому продольный отрезок, причем первый продольный отрезок включает в себя теплоизолирующий слой, рассчитанный так, чтобы тепловое сопротивление трубы кристаллизатора на первом продольном отрезке имело большее значение, чем на втором продольном отрезке. Кристаллизатор отличается тем, что теплоизолирующий слой заполняет участок между наружной поверхностью трубы и расстоянием самое большее 75% толщины стенки трубы, измеренным от наружной поверхности трубы.
Теплоизолирующий слой трубы кристаллизатора согласно изобретению расположен на или вблизи наружной стороны трубы кристаллизатора и не доходит до внутренней поверхности трубы. Трубу кристаллизатора изготовляют поэтому из трубчатой заготовки, которая может быть обработана на наружной стороне для ее оснащения теплоизолирующим слоем. Обработку осуществляют обычными способами даже у трубчатых заготовок, которые подходят для изготовления труб кристаллизаторов малого внутреннего диаметра и из-за своих геометрических размеров не обрабатываются на внутренней стороне или обрабатываются с большим трудом.
В процессе литья теплоизолирующий слой обеспечивает в зоне первого продольного отрезка повышение температуры на внутренней стороне трубы кристаллизатора. За счет того, что расстояние теплоизолирующего слоя от внутренней поверхности трубы кристаллизатора составляет по меньшей мере 25% толщины стенки трубы кристаллизатора, износ трубы кристаллизатора в процессе литья уменьшен вследствие тепловой и механической нагрузок на материал в зоне первого продольного отрезка по сравнению с трубой кристаллизатора, оснащенной теплоизолирующим слоем такой же толщины на внутренней стороне трубы кристаллизатора.
У трубы кристаллизатора, согласно изобретению, можно за счет подходящего расчета профиля толщины теплоизолирующего слоя определенным образом установить распределение температуры, возникающее в процессе разливки на внутренней поверхности трубы кристаллизатора для того, чтобы целенаправленно воздействовать на рост оболочки слитка в зоне первого продольного отрезка. Эту степень свободы используют у кристаллизатора согласно изобретению для его оптимизации в отношении изготовления перитектических стальных слитков. Для повышения качества отливок из перитектической стали, с одной стороны, в процессе литья температура на внутренней поверхности трубы кристаллизатора в зоне первого продольного отрезка должна быть как можно выше. За счет этого начальное затвердевание стального расплава наступает с задержкой на как можно большом расстоянии от уровня заливки с тем эффектом, что ферростатическое давление расплава, возрастающее по мере увеличения расстояния от уровня заливки, усиленно препятствует локальному, стимулированному перитектическим фазовым переходом отделению образующейся оболочки слитка от внутренней поверхности трубы кристаллизатора и, таким образом, способствует образованию гладкой поверхности слитка. С другой стороны, в процессе литья температура на внутренней поверхности трубы кристаллизатора не может быть произвольно высокой, поскольку свойства материала трубы кристаллизатора действуют ограничивающе. Например, как известно, изготовленная из меди труба кристаллизатора после нагрева до температуры выше критической температуры 450oС, так называемой температуры размягчения, имеет неприемлемо короткий срок службы.
В предпочтительной форме выполнения трубы кристаллизатора согласно изобретению толщина теплоизолирующего слоя поэтому рассчитана так, что в процессе литья температура на внутренней стороне трубы кристаллизатора не превышает заданную критическую температуру Тк.
В другой форме выполнения трубы кристаллизатора согласно изобретению внешняя поверхность трубы кристаллизатора выполнена на границе между продольными отрезками бесступенчато. Эта форма выполнения особенно пригодна для применения в кристаллизаторах с охлаждением водяной рубашкой на наружной стороне трубы кристаллизатора. Поскольку у таких кристаллизаторов водяная рубашка имеет обычно толщину несколько мм и ее толщину вдоль трубы кристаллизатора необходимо точно контролировать, бесступенчатое выполнение перехода между обоими продольными отрезками обеспечивает особенно простую конструкцию охлаждения водяной рубашкой.
В усовершенствованной трубе кристаллизатора согласно изобретению теплоизолирующий слой помещен в трубчатый корпус из металла или металлического сплава. Благоприятные тепловые и механические свойства трубы кристаллизатора достигаются тогда, когда трубчатый корпус выполнен из меди или медного сплава, а теплоизолирующий слой - из металла, например никеля или хрома. Эти материалы хорошо подходят друг к другу в отношении их коэффициента расширения, так что нанесенный на медную поверхность никелевый или хромовый слой отличается хорошим сцеплением и высокой износостойкостью.
Другие варианты выполнения трубы кристаллизатора согласно изобретению выполнены с точки зрения теплотехники в отношении охлаждения внешней поверхности трубы кристаллизатора хладагентом таким образом, что температура внутренней поверхности в зоне первого продольного отрезка достигает максимум заданной критической температуры и приблизительно постоянна по меньшей мере на одном участке первого продольного отрезка. Таким образом, можно замедлить начальное затвердевание оболочки слитка до особенно большого расстояния от уровня заливки и достичь особенно гладкой поверхности слитка после прохождения перитектического фазового перехода. Для достижения как можно более постоянного температурного профиля в продольном направлении толщина d теплоизолирующего слоя по меньшей мере на одном отрезке между положением уровня заливки и вторым продольным отрезком должна возрастать в направлении второго продольного отрезка.
Ниже различные формы выполнения трубы кристаллизатора согласно изобретению поясняются с помощью схематичных чертежей, на которых изображено:
на фиг.1А показан пример выполнения трубы кристаллизатора согласно изобретению, вид сбоку;
фиг.1В - сечение по линии I-I на фиг.1А;
фиг.1С - сечение по линии II-II на фиг.1А;
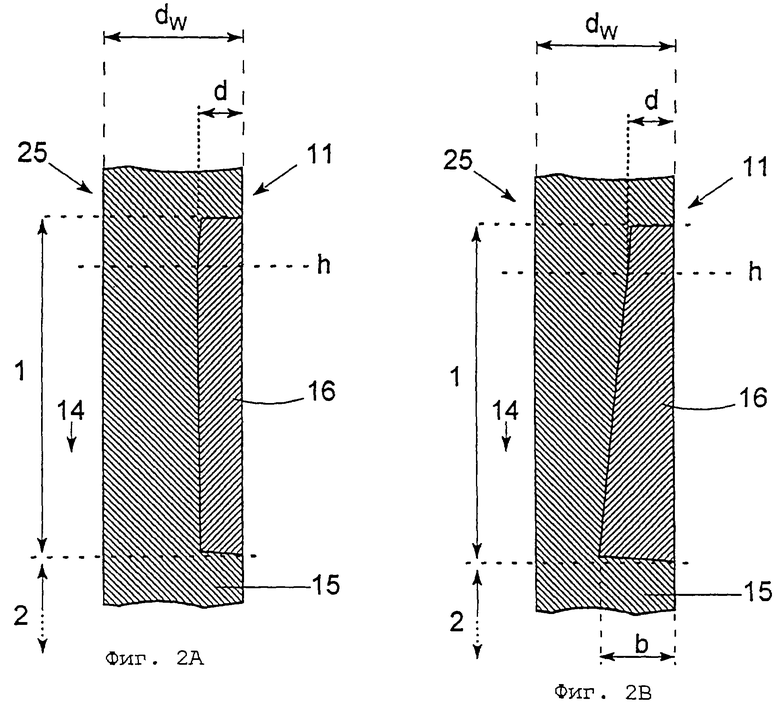
фиг. 2А - продольный разрез по линии III-III на фиг.1С для определенного профиля толщины теплоизолирующего слоя;
фиг. 2В - продольный разрез, как на фиг.2А, однако для другого профиля толщины теплоизолирующего слоя;
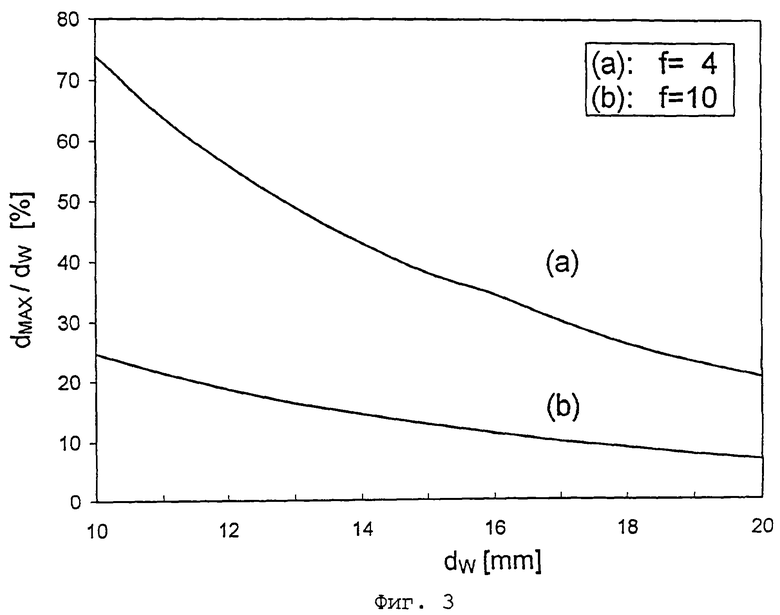
фиг. 3 - кривые толщины d теплоизолирующего слоя по фиг.2А в качестве функции толщины dw стенки трубы кристаллизатора для заданной температуры стенки;
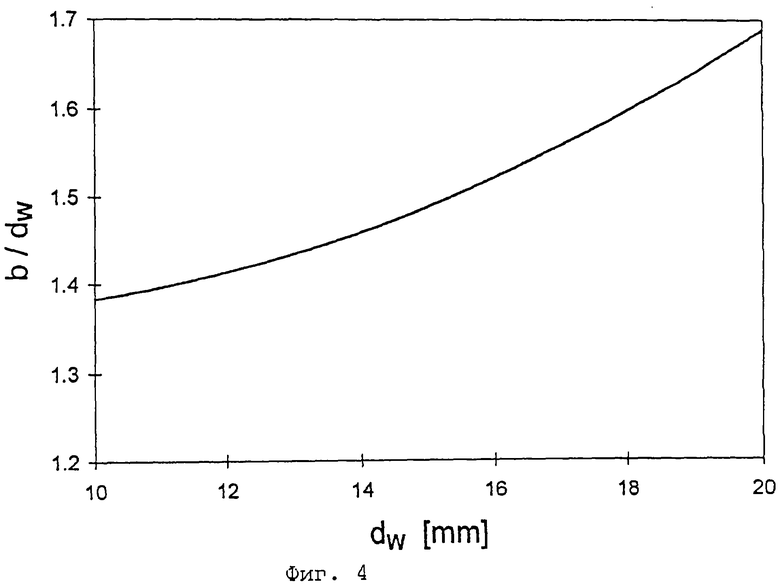
фиг.4 - расчет толщины теплоизолирующего слоя в качестве функции толщины dw стенки трубы кристаллизатора для заданного профиля температуры стенки.
На фиг. 1А в виде сбоку в качестве примера изображена труба 10 кристаллизатора согласно изобретению с формующей полостью 20, заливочным отверстием 12 и вытяжным отверстием 13 для слитка (не показан). Предусмотренное в процессе литья направление вытягивания слитка показано стрелкой 14. Труба 10 кристаллизатора имеет первый 1 и второй 2 продольные отрезки, причем продольный отрезок 1 включает в себя предусмотренное в процессе литья положение h уровня заливки, а продольный отрезок 2 примыкает к продольному отрезку 1 в направлении 14 вытягивания слитка. Труба 10 кристаллизатора состоит из трубчатого корпуса 15 с теплоизолирующим слоем 16 в зоне продольного отрезка 1.
На фиг.1В и 1С изображены сечения трубы 10 кристаллизатора: фиг.1В сечение изображенной на фиг. 1А плоскости I-I в зоне продольного отрезка 1, а фиг.1С сечение изображенной на фиг.1А плоскости II-II в зоне продольного отрезка 1. Как видно из фиг.1А-1С, теплоизолирующий слой 16 расположен на наружной стороне 11 трубчатого корпуса 15. Формующая полость 20 имеет, например, квадратное сечение со скругленными углами. Этот выбор является произвольным. Труба кристаллизатора согласно изобретению может иметь любые употребительные в практике непрерывной разливки формы сечения.
На фиг.2А и 2В представлены продольные сечения по линии III-III на фиг. 1В и 1С, которые характеризуют две различные формы выполнения трубы 10 кристаллизатора согласно изобретению, которые отличаются друг от друга по выполнению профиля теплоизолирующего слоя 16 в продольном направлении трубы кристаллизатора. В обоих случаях теплоизолирующий слой 16 заделан в углубление на внешней стороне трубчатого корпуса 15. В этих примерах внешняя поверхность 11 трубы 10 кристаллизатора на краях продольного сечения 1 является бесступенчатой.
Трубчатое тело целесообразно выполняется из меди или медного сплава. В качестве материалов для выполнения теплоизолирующего слоя рассматриваются целесообразно металлы, например никель или хром, которые могут быть нанесены на трубчатый корпус 15 обычными способами, например плакированием или электрохимически. Для выполнения теплоизолирующего слоя могут применяться и другие материалы, например керамические, при условии, что они обладают меньшей теплопроводностью, чем трубчатый корпус 15, и пригодны по своим адгезионным свойствам и износостойкости.
Изображенный на фиг.2А пример выполнения трубы 10 кристаллизатора согласно изобретению характеризуется тем, что теплоизолирующий слой 16 в зоне между положением h уровня заливки и его граничащим с продольным отрезком 2 краем имеет, в основном, постоянную толщину, обозначенную на фиг.2А буквой d. При этой геометрии в процессе литья при равномерном охлаждении внешней поверхности 11 трубы 10 кристаллизатора температура на внутренней поверхности трубы 10 кристаллизатора уменьшалась бы от лежащей в положении h уровня заливки точки максимальной температуры в направлении 14 вытягивания слитка, поскольку оболочка слитка, образующаяся в зоне продольного отрезка на внутренней поверхности 25 трубы 10 кристаллизатора, имеет возрастающую в направлении 14 вытягивания слитка толщину и обеспечивает уменьшение теплового потока между поверхностями 25 и 11 трубы 10 кристаллизатора в направлении 14 вытягивания слитка.
За счет соответствующего варьирования толщины теплоизолирующего слоя 16 в направлении 14 вытягивания слитка можно для оптимизации роста оболочки слитка целенаправленно модифицировать температурный профиль, устанавливающийся на внутренней поверхности 25 трубы 10 кристаллизатора. Изображенный на фиг. 2В пример выполнения трубы 10 кристаллизатора согласно изобретению характеризуется тем, что теплоизолирующий слой 16 в зоне между положением уровня заливки и его граничащим с продольным отрезком 2 краем клинообразно возрастает от толщины d до толщины b. Обе толщины d и b могут быть выбраны по отношению к толщине dw стенки трубы 10 кристаллизатора, например, так, чтобы температурная характеристика на внутренней стороне 25 трубы 10 кристаллизатора в направлении 14 вытягивания слитка была приблизительно постоянной и достигала заданного значения. Подробная температурная характеристика коррелирована при этом с ростом оболочки слитка на поверхности 25.
Трубчатый корпус 15 выполнен, как правило, для применения при температуре ниже максимальной критической температуры Тк. Труба 10 кристаллизатора может быть выполнена для непрерывной разливки стали, как это следует с точки зрения теплотехники, при условии охлаждения внешней поверхности путем нагружения хладагентом. Для того чтобы температура на внутренней поверхности 25 трубы 10 кристаллизатора не превышала заданную критическую температуру Тк, толщина d теплоизолирующего слоя 16 в положении h уровня заливки должна быть рассчитана по уравнению
где λw - теплопроводность трубы 10 кристаллизатора на втором продольном отрезке 2;
f - отношение λw/λi, где λi обозначает теплопроводность теплоизолирующего слоя 16;
Тк - критическая температура;
Ts - температура стали на внутренней поверхности 25 трубы 10 кристаллизатора;
ТL - температура хладагента;
α - коэффициент теплопередачи для перехода между хладагентом и теплоизолирующим слоем 16.
На фиг.3 d=dmax по уравнению (1) изображено графически в качестве функции толщины dw стенки для обоих параметров f=4 и f=10, причем Тк=450oС, Ts= 1480oС и предполагаются следующие, представляющие водяное охлаждение значения: α =30000 Вт/(м2•К) и TL=40oС. При этом Тк=450oС является характерной опытной величиной для меди. Оба параметра f=4 и f=10 являются, например, представительными для трубы 10 кристаллизатора с трубчатым корпусом 15 из меди и теплоизолирующим слоем 16 из никеля (f=4) или стали (f=10). Как видно из фиг. 3, отношение dmax/dw уменьшается с возрастанием толщины dw стенки трубы 10 кристаллизатора. Чем меньше толщина dw стенки трубы 10 кристаллизатора, тем больше должна быть доля толщины теплоизолирующего слоя в общей толщине dw стенки трубы 10 кристаллизатора для того, чтобы поднять температуру на внутренней стороне 25 трубы 10 кристаллизатора на продольном отрезке 1 до критической температуры Тк, в данном примере Тк=450oС. Далее отношение dmax/dw при заданной толщине dw стенки тем больше, чем меньше f, т.е. чем больше теплопроводность λi теплоизолирующего слоя. По опыту толщина dw стенки трубы 10 кристаллизатора должна составлять обычно примерно 10% боковой длины сечения формующей полости 20. Если трубу 10 кристаллизатора выполняют для маленьких заготовок с боковой длиной сечения примерно 10 см, то для f=4 отношение толщин dmax/dw составляет примерно 75%. Для dmax/dw≥75% и f<4 изготовление трубы 10 кристаллизатора из массивного трубчатого тела 15 становится проблематичным, поскольку механическая стабильность трубчатого тела 15 чрезмерно ухудшается при реализации предназначенного для размещения теплоизолирующего слоя 16 углубления на наружной стороне 11 трубчатого корпуса 15. Кроме того, с увеличением отношения dmax/dw возрастают затраты при реализации теплоизолирующего слоя 16, в частности способами изготовления, при которых теплоизолирующий слой 16 выполняют путем непрерывного нанесения тонких слоев подходящего материала. Поэтому для реализации теплоизолирующего слоя 16 помимо условия dmax/dw≥75% предпочтителен диапазон параметра f≥4.
На фиг. 4 показана диаграмма для трубы 10 кристаллизатора в том случае, когда толщина теплоизолирующего слоя 16 в направлении 14 вытягивания слитка возрастает с толщины d в положении уровня заливки до толщины b в соответствии с профилем толщины, рассчитанным так, что в процессе литья вдоль профиля толщины температура на внутренней поверхности 25 постоянная, как отношение b/dw варьируется в качестве функции толщины dw стенки. По уравнению (1) и фиг. 4 можно определить отношения b/dw и d/dw для случая, когда в процессе литья вдоль профиля толщины реализуется критическая температура Тк. Сравнение с фиг. 3 дает соответствующие значения для особого случая Тк=450oС. Изображенная на фиг.4 кривая не зависит от f.
Длина трубы 10 кристаллизатора составляет обычно 80-100 см. Длина продольного отрезка 1 лежит предпочтительно в диапазоне 10-15 см, причем положение уровня заливки установилось предпочтительно в верхней четверти продольного отрезка 1.
В изображенных выше примерах выполнения теплоизолирующий слой 16 всегда помещен в углубление трубчатого корпуса 15 так, что внешняя поверхность 11 трубы 10 кристаллизатора является бесступенчатой. В рамках изобретательской идеи можно было бы также отказаться от помещения теплоизолирующего слоя 16 в углубление или от бесступенчатого выполнения внешней поверхности 11. Поверхности 11 и 25 трубы кристаллизатора согласно изобретению могут также снабжаться покрытиями из подходящих материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ ДЛЯ ПОЛУЧЕНИЯ БОЛВАНОК И СЛИТКОВ | 2000 |
|
RU2243849C2 |
| Гильза кристаллизатора для непрерывной разливки сталей | 2017 |
|
RU2678556C1 |
| ТРУБЧАТЫЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ | 2004 |
|
RU2316409C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СОРТОВЫХ И БЛЮМОВЫХ ЗАГОТОВОК | 2004 |
|
RU2324569C1 |
| ЩЕЛЕВОЕ СОПЛО ДЛЯ ОРОШЕНИЯ ОХЛАЖДАЮЩЕЙ ЖИДКОСТЬЮ ИЗДЕЛИЯ, ПОЛУЧЕННОГО СПОСОБОМ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 1998 |
|
RU2213627C2 |
| ОХЛАЖДАЕМЫЙ ЖИДКОСТЬЮ КРИСТАЛЛИЗАТОР | 1999 |
|
RU2240892C2 |
| СИСТЕМА ДЛЯ УПЛОТНЕНИЯ ГОЛОВКИ ЗАТРАВКИ В КРИСТАЛЛИЗАТОРЕ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ ДЛЯ ЛИТЬЯ КРУПНОФОРМАТНЫХ ЗАГОТОВОК | 2009 |
|
RU2496602C2 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ЛЕНТЫ | 1996 |
|
RU2166387C2 |
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ НА КРИСТАЛЛИЗАТОР УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ | 2003 |
|
RU2318631C2 |
| УСТРОЙСТВО ДЛЯ ЗАЛИВКИ РАСПЛАВА МЕТАЛЛА В КРИСТАЛЛИЗАТОР | 1996 |
|
RU2146576C1 |
Труба кристаллизатора для непрерывной разливки сталей, в частности перитектических сталей, имеет первый включающий заданное положение уровня заливки продольный отрезок и второй, примыкающий к первому, продольный отрезок, причем первый продольный отрезок включает в себя теплоизолирующий слой, выполненный так, что тепловое сопротивление трубы кристаллизатора на первом продольном отрезке имеет большее значение, чем на втором продольном отрезке. Теплоизолирующий слой заполняет зону между внешней поверхностью трубы кристаллизатора и расстоянием самое большее 75% от толщины стенки трубы кристаллизатора, измеренным от внешней поверхности трубы кристаллизатора. Использование изобретения позволяет установить заданный температурный профиль на внутренней стороне трубы кристаллизатора и оптимизировать рост оболочки слитка. 2 с. и 9 з.п. ф-лы, 4 ил.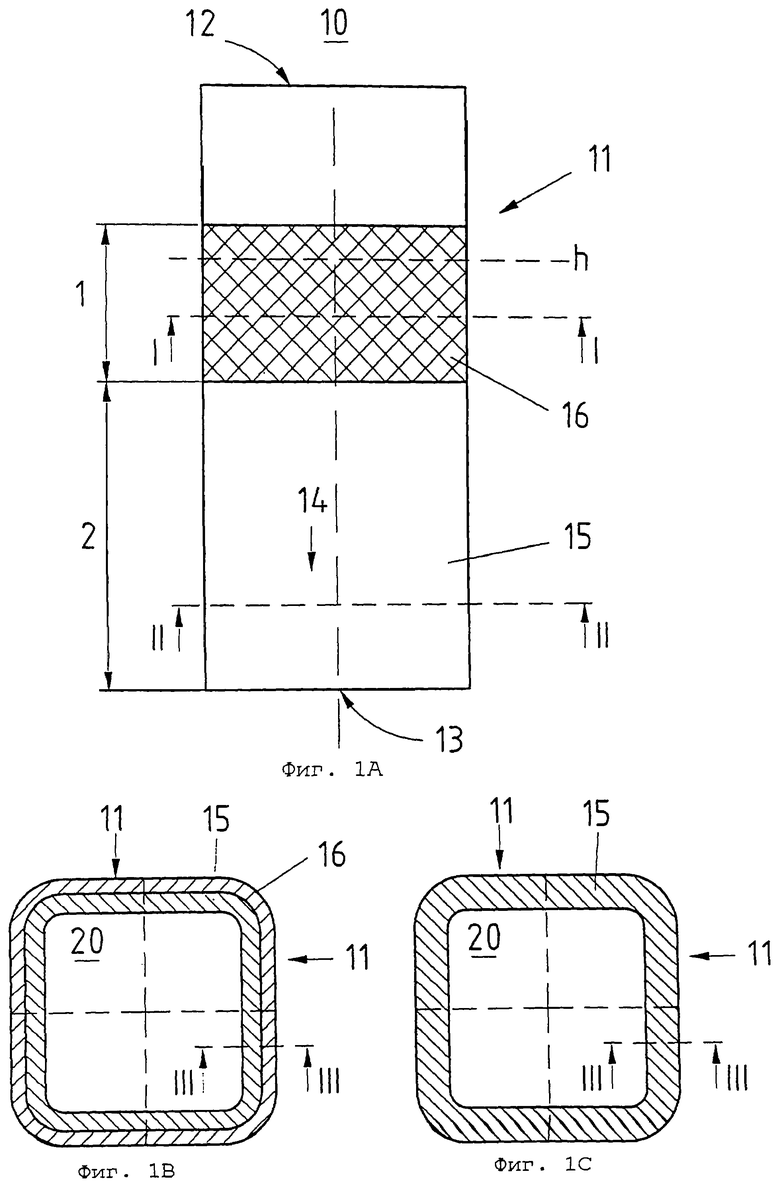

где λw - теплопроводность трубы (10) кристаллизатора на втором продольном участке (2);
f - отношение λw/λi, где λi обозначает теплопроводность теплоизолирующего слоя (16);
Тк - критическая температура;
Тs - температура стали на внутренней поверхности (25) трубы (10) кристаллизатора;
ТL - температура хладагента;
α - коэффициент теплопередачи для перехода между хладагентом и теплоизолирующим слоем (16).
| Устройство для герметизации пропарочной камеры | 1985 |
|
SU1224142A1 |
| Статор электрической машины | 1982 |
|
SU1170550A1 |
| СПОСОБ КОЛИЧЕСТВЕННОГО ОПРЕДЕЛЕНИЯ ГАПТЕНОВ | 1991 |
|
RU2006038C1 |
| DE 3909900 А, 18.10.1990 | |||
| Металлический холодильник для формирования слитка | 1980 |
|
SU904877A1 |
| SU 1156828 А, 23.05.1985. | |||

