Изобретение касается формовочной полости кристаллизатора для непрерывного литья, согласно ограничительной части пункта 1 формулы изобретения.
Длинные продукты непрерывной разливки отливаются преимущественно в гильзовых кристаллизаторах с прямоугольным, в частности с приближенным к квадратному поперечным сечением, или с круглым поперечным сечением. Затем сортовые и блюмовые непрерывнолитые заготовки обрабатываются посредством прокатки или ковки.
Для производства продуктов непрерывного литья с хорошим качеством поверхности и структуры, в частности сортовых и блюмовых непрерывнолитых заготовок, имеет решающее значение равномерная передача тепла вдоль линии периметра поперечного сечения заготовки между образующейся заготовкой и стенкой формовочной полости. Известно много решений, где развивают геометрию формовочной полости, в частности в областях закругленных угловых переходов формовочной полости, таким образом, чтобы между образующейся корочкой непрерывнолитой заготовки и стенкой кристаллизатора не возникало никаких воздушных зазоров, которые вызывают повторный нагрев корочки непрерывнолитой заготовки и, соответственно, неравномерную передачу тепла вдоль линии периметра поперечного сечения непрерывнолитой заготовки.
Углы формовочной полости гильзовых кристаллизаторов выполнены в виде закругленных переходов. Чем более крупными выполнены закругленные переходы в формовочной полости кристаллизатора, тем более трудно достигается равномерное охлаждение между образующейся корочкой непрерывнолитой заготовки и стенками кристаллизатора, в частности, по периметру формовочной полости. Начинающаяся кристаллизация непрерывнолитой заготовки немного ниже уровня зеркала расплава в кристаллизаторе по-разному проходит на прямых участках периметра формовочной полости и в областях закругленных переходов. Тепловой поток на прямых или по существу прямых участках является квазиодномерным и подчиняется закону теплопередачи через ровную стену. В противоположность этому поток тепла в закругленных угловых областях двухмерен, и он подчиняется закону теплопередачи через изогнутую стену.
Возникающая корочка непрерывнолитой заготовки, как правило, сначала толще в угловых областях, чем на прямых поверхностях, и начинает сближаться по времени раньше и сильнее. Это ведет к тому, что уже примерно через 2 секунды корочка непрерывнолитой заготовки отдаляется в угловых областях от стенки кристаллизатора и образуется воздушный зазор, который радикально ухудшает теплопередачу. Это ухудшение теплопередачи замедляет не только дальнейший рост корочки, но может доходить даже до повторного расплавления уже затвердевших внутренних слоев корочки непрерывнолитой заготовки. Эти колебания потока тепла - охлаждение и повторный нагрев - ведут к дефектам непрерывнолитой заготовки, подобным поверхностным и внутренним продольным трещинам на кромках и, соответственно, в близких к кромкам областях, а также к дефектам геометрической формы, подобным ромбовидности, короблению и т.д.
Чем большими выбираются размеры закругленных переходов по сравнению с длиной боковой стороны в поперечном сечении непрерывнолитой заготовки, в частности, если радиусы выкружки переходов составляют 10% и больше от длины боковой стороны в поперечном сечении формовочной полости, тем чаще формируются упомянутые дефекты непрерывнолитой заготовки. Поэтому радиусы скругления переходов, как правило, ограничивают в интервале от 5 до 8 мм, хотя большее закругление на кромках непрерывнолитой заготовки было бы выгодно для последующей прокатки.
Из документа JP-A-53 011124 известен кристаллизатор с закругленными угловыми областями для непрерывного литья сортовой заготовки. В таком кристаллизаторе непрерывнолитая заготовка может охлаждаться неравномерно и могут возникать непрерывнолитые заготовки с сужающимся по кромкам поперечным сечением и соответствующими дефектами кромок, такими как трещины и т.д. Чтобы избегать таких дефектов непрерывнолитой заготовки, в этом документе предлагается формировать четырехугольную полость кристаллизатора с двумя маленькими и двумя большими угловыми скруглениями. За счет разных радиусов угловых закругленных переходов должна целенаправленно формироваться при кристаллизации неравномерная толстая корочка непрерывнолитой заготовки. Непосредственно на выходе кристаллизатора замедленное затвердевание в углах с большими радиусами должно компенсироваться усиленным охлаждением кромок в зоне вторичного охлаждения. Эти мероприятия должны вести к формированию свободного от дефектов поперечного сечения непрерывнолитой заготовки.
Из документа JP-A-60 040647 известен кристаллизатор для непрерывного литья чернового профиля. При непрерывном литье черновых профилей часто возникают продольные трещины при переходе от средней перемычки к обеим конечным кромкам. Эта переходная часть в кристаллизаторе представляет собой выпукло-закругленную часть кромки, на которую легко насаживается непрерывнолитой профиль при охлаждении средней перемычки. Чтобы избегать горячей запрессовки и, соответственно, возникновения трещин, в этом документе предлагается выполнять указанную выпуклую переходную кривую в профиле кристаллизатора с непрерывно увеличивающейся кривизной к средней перемычке.
Из документа JP-A-11 151555 известен другой кристаллизатор для непрерывного литья сортовых и блюмовых непрерывнолитых заготовок. Чтобы в таком кристаллизаторе избегать ромбической деформации поперечного сечения непрерывнолитой заготовки и чтобы дополнительно повышать скорость разливки, кристаллизатор снабжен на четырех углах, которые выполнены с закругленными переходами, специально сформованными угловыми охлаждающими частями. На стороне заливки эти угловые охлаждающие части представляют собой круглые выемки в стенке кристаллизатора, которые сглаживаются в направлении движения непрерывнолитой заготовки и к выходу из кристаллизатора сокращаются до закругления закругленного перехода. Степень кривизны круглой выемки возрастает в направлении движения непрерывнолитой заготовки к выходу кристаллизатора. Это формообразование должно обеспечивать беспрерывный контакт между областью угла корочки непрерывнолитой заготовки и угловыми частями кристаллизатора.
В основе изобретения лежит задача создать геометрию формовочной полости кристаллизатора для непрерывнолитой заготовки, которая обеспечивает оптимальные условия для равномерного теплообмена между образующейся корочкой непрерывнолитой заготовки и стенкой кристаллизатора вдоль линии периметра поперечного сечения непрерывнолитой заготовки и, следовательно, симметричное температурное поле в корочке непрерывнолитой заготовки. Охлаждение и геометрия формовочной полости должны оптимизироваться, в частности, вдоль периметра формовочной полости с изогнутыми участками стенок и с переходом от изогнутых к по существу прямым участкам стенок. Вследствие этого должно достигаться улучшенное, равномерное по поперечному сечению затвердевание образующейся корочки непрерывнолитой заготовки при прохождении через кристаллизатор, чтобы избегать напряжений в корочке непрерывнолитой заготовки, образования воздушных зазоров между корочкой непрерывнолитой заготовки и стенкой кристаллизатора, коробления, ромбических деформаций поперечного сечения непрерывнолитой заготовки и трещин в корочке непрерывнолитой заготовки и т.д. Далее, такая формовочная полость по сравнению с нынешним состоянием техники должна делать возможной более высокую скорость разливки, а также быть восстановимой экономически целесообразно.
Согласно изобретению, эта задача решается совокупностью признаков пункта 1 формулы изобретения.
Соответствующим изобретению способом и соответствующей изобретению геометрией полости кристаллизатора можно создавать оптимальные соотношения для равномерного теплообмена вдоль линии периметра поперечного сечения непрерывнолитой заготовки между образующейся корочкой непрерывнолитой заготовки и стенкой формовочной полости. Оптимально происходящий равномерный теплообмен обеспечивает затвердевание образующегося в кристаллизаторе корочки непрерывнолитой заготовки, начиная от периметра с равномерной кристаллической структурой без таких дефектов, как трещины, концентрации напряжения, ромбические деформации и так далее. Далее, можно описывать такие формовочные полости кривыми математических функций и рентабельно производить на металлообрабатывающих станках с программным управлением.
Если установлена конусность формовочной полости для определенного качества стали и определенного времени выдержки образующейся непрерывнолитой заготовки в пределах полости кристаллизатора, то равномерный рост корочки и, соответственно, расчетная равномерная теплопередача вдоль линии периметра может проверяться с помощью пробных отливок. Чтобы уравновешивать, возможно, остающиеся различия в расчетной теплопередаче между образующейся корочкой непрерывнолитой заготовки и стенкой формовочной полости, стенки формовочной полости с большей степенью кривизны могут, согласно выгодной форме выполнения, охлаждаться слабее и, соответственно, стенки с меньшей степенью кривизны - сильнее.
В обычном кристаллизаторе прямые линии периметра формовочной полости примыкают по касательной в так называемой точке касания к линии дуги закругления углов. Такие точечные переходы и круговые закругления нужно преимущественно заменять линиями изгибов с формой кривых функций с одним или двумя базовыми параметрами и с показателем степени, например супер-эллипс или супер-конус. В дальнейшем, с помощью подходящего выбора базовых параметров и показателей степени математической функции кривых может непрерывно или дискретно изменяться кривизна дуговых линий, следующих в направлении движения непрерывнолитой заготовки. Формы дуговых линий и, таким образом, геометрия полости могут подгоняться к заданным параметрам литья уменьшением и, соответственно, увеличением показателей степени.
Если прилегающий контакт между образующейся корочкой непрерывнолитой заготовки и охлажденной стенкой кристаллизатора при прохождении кристаллизатора не прерывается неконтролируемым образованием воздушного зазора, то тепловой поток следует физическим законам теплового потока. Это идеализированное состояние предполагает, что, также согласно физическим законам теплового потока, с одной стороны, сформирована геометрия полости кристаллизатора и, с другой стороны, происходит усадка корочки непрерывнолитой заготовки, причем геометрия формовочной полости выполнена согласно кривым математически определенных функций. Согласно одному примеру выполнения, получается оптимальная, математически определенная геометрия формовочной полости, если дуговые линии периметра формовочной полости выбираются согласно кривым функции супер-эллипса
и следующие в направлении движения непрерывнолитой заготовки дуговые линии изменяются выбором показателей степени "n" и базовых параметров A и B (полуоси эллипса) в их кривизне или, соответственно, их степени кривизны.
Для достижения по существу равномерной расчетной теплопередачи вдоль линии периметра дополнительно возможно слегка пластично деформировать корочку непрерывнолитой заготовки в пределах кристаллизатора, то есть принуждать их приспосабливаться к геометрии полости. Согласно следующему примеру исполнения, предлагается составлять линию периметра из четырех дуговых линий, которые замыкаются через каждый угол 90°. Параметры следующих в направлении движения непрерывнолитой заготовки дуговых линий определяются так, что выпуклая на стороне заливки кристаллизатора корочка непрерывнолитой заготовки, по меньшей мере, на первой частичной длине кристаллизатора, при прохождении через полость кристаллизатора деформируется так, что по меньшей мере в средних областях между угловыми областями выпуклость корочки непрерывнолитой заготовки уменьшается или, другими словами, вытягиваются дуговые линии в средних областях периметра непрерывнолитой заготовки, и, соответственно, степень кривизны 1/R уменьшается.
Если, например, в подобном прямоугольнику, преимущественно подобном квадрату поперечном сечении формовочной полости между четырьмя по существу ровными боковыми стенками образуется выполненная с закругленным переходом угловая область, то, согласно примеру выполнения, степень кривизны дуг закругленных переходов, следующих в направлении движения непрерывнолитой заготовки, может выбираться согласно кривым функции |X|n+|Y|n=|R|n, и показатель степени "n" варьируется между 2,01 и 10.
Если подобное прямоугольнику поперечное сечение формовочной полости состоит по существу из четырех дуговых линий, которые замыкаются на каждой 1/4 линии периметра, то, согласно следующему примеру исполнения, будет избрана функция кривых
и показатель степени "n" для линий периметра, следующих в направлении движения непрерывнолитой заготовки, варьируется между 4 и 50.
При подобном квадрату или округлом поперечном сечении формовочной полости, связанном с незначительной пластичной деформацией корочки непрерывнолитой заготовки, согласно описанной в документе ЕР-PS 0498296 Convex-технологии, значение показателя степени "n" для линий периметра, следующих в направлении движения непрерывнолитой заготовки, может, согласно следующему примеру исполнения, для прямоугольных форматов составлять величину между 4 и 50 и для круглых форматов - между 2 и 2,5.
Наряду с математически определенными изогнутыми линиями периметра поперечного сечения полости кристаллизатора для достижения по существу равномерной расчетной теплопередачи также может приниматься во внимание определение параметров водяного охлаждения медной стенки. Согласно дополнительному примеру выполнения предлагается, чтобы при возрастающей степени кривизны изогнутой линии периметра формовочной полости, в частности, в угловых областях с закругленными переходами, интенсивность водяного охлаждения медной стенки сокращалась.
Как правило, кристаллизаторы для непрерывного литья стали в сортовые и блюмовые форматы производятся из относительно тонкостенных медных труб. Механическая обработка таких кристаллизаторов может происходить только через заливное или, соответственно, выходное отверстие для непрерывнолитой заготовки. Наряду с гильзовыми кристаллизаторами с прямой продольной осью на так называемых дуговых разливочных машинах непрерывнолитой заготовки используются гильзовые кристаллизаторы с изогнутой продольной осью, которые дополнительно затрудняют механическую обработку полости кристаллизатора. Для достижения высокой размерной точности предлагается, согласно следующему примеру выполнения, производить формовочную полость кристаллизатора посредством металлообрабатывающего оборудования с программным управлением.
В дальнейшем примеры исполнения изобретения разъясняются при помощи чертежей.
При этом показано:
Фиг. 1 - горизонтальная проекция левой половины гильзы кристаллизатора, согласно современному состоянию техники, для поперечного сечения сортовой заготовки,
Фиг. 2 - горизонтальная проекция на правую половину гильзы кристаллизатора, согласно изобретению, для поперечного сечения сортовой заготовки,
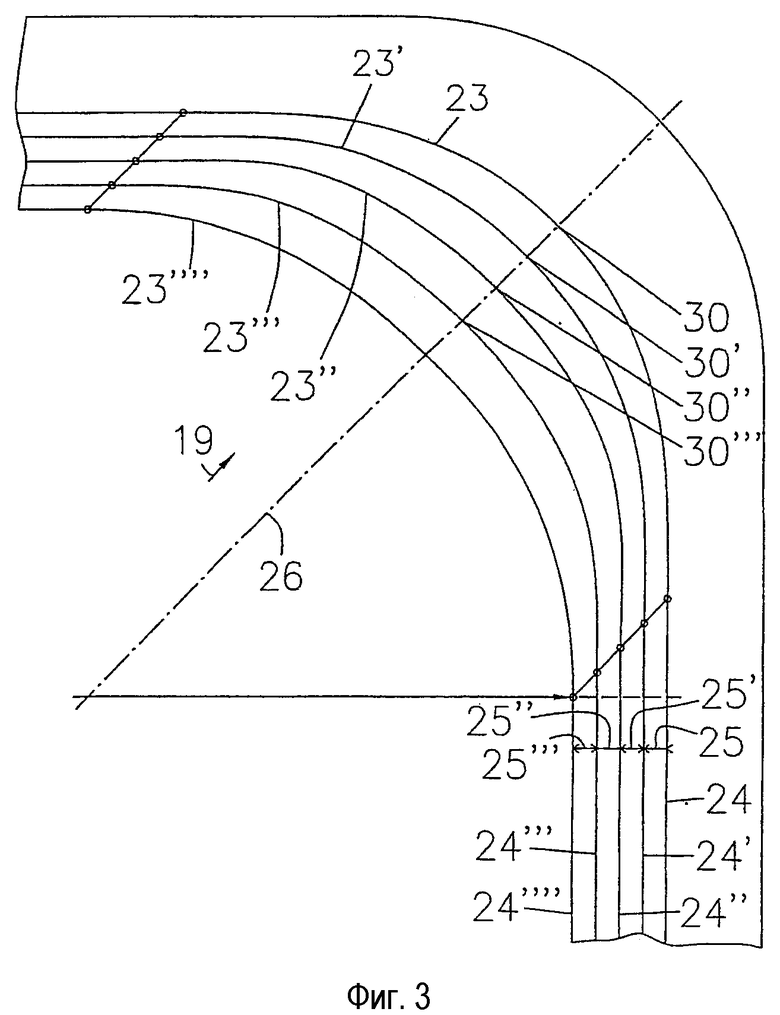
Фиг. 3 - увеличенное изображение угла гильзы кристаллизатора, согласно фиг. 2,
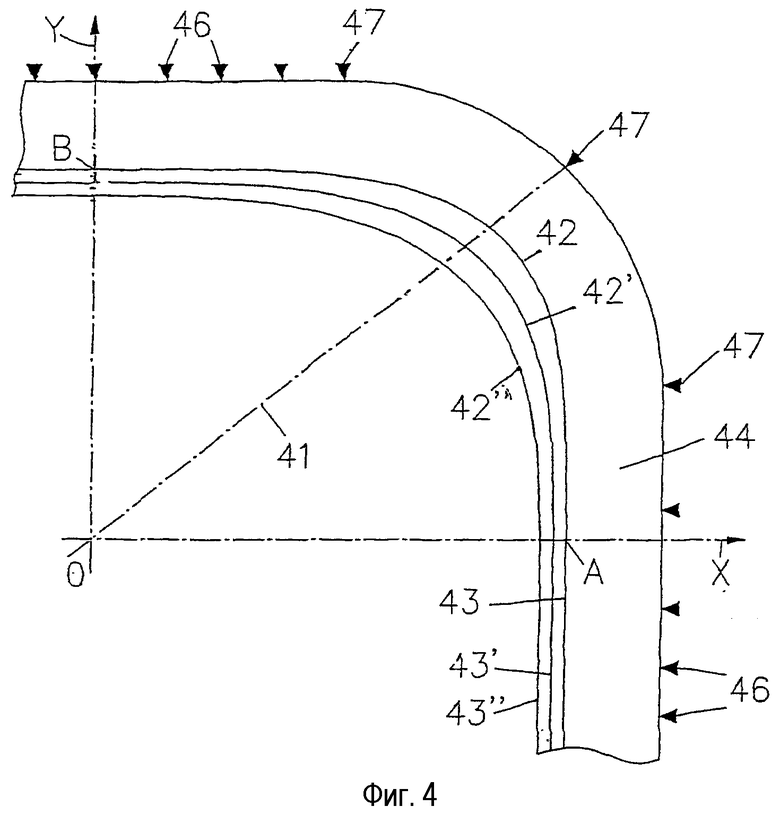
Фиг. 4 - увеличенное изображение угла гильзы кристаллизатора с прямоугольным поперечным сечением с неодинаковым боковым удлинением,
Фиг. 5 - линии периметра квадратного поперечного сечения формовочной полости,
Фиг. 6 - кристаллизатор с деформацией корочки непрерывнолитой заготовки (Convex-технология) и
Фиг. 7 - линии периметра для, по существу, круглого поперечного сечения.
На фиг. 1 представлена половина гильзы 2 медного кристаллизатора. Линия 3 периметра формовочной полости 4 представляет собой отверстие кристаллизатора на стороне заливки, а линия 5 периметра - отверстие кристаллизатора на стороне выхода непрерывнолитой заготовки. Линия 5 периметра меньше по сравнению с линией 3 периметра, вследствие конусности формовочной полости 4. Участок 6 линий 3 и 5 периметра поперечного сечения формовочной полости содержит линию дуги в форме закругленного углового перехода с угловым радиусом, например, 6 мм. Стенки гильзы 2 кристаллизатора, называемые также стенками формовочной полости, охлаждаются водой, как хорошо известно в уровне техники. Степень кривизны 1/R дуговой линии 7 на участке 6 на заливной стороне меньше, чем степень кривизны 1/R дуговой линии 8 на участке 6 на стороне выхода непрерывнолитой заготовки.
На фиг. 2 представлена половина гильзы 12 кристаллизатора с линиями 13 и 15 периметра формовочной полости 14. Линия 13 периметра поперечного сечения полости кристаллизатора ограничивает формовочную полость 14 на стороне заливки, а линия 15 периметра ограничивает формовочную полость 14 на стороне выхода непрерывнолитой заготовки. Линии 13, 15 периметра и, соответственно, стенки формовочной полости изогнуты в угловых областях вдоль участков 16 и являются прямыми вдоль участков 17. Параметры закругленных переходов в угловых областях 19, 19' определены так, что в них подвержены двусторонней нагрузке, по меньшей мере, 10% длины 20 боковой стороны поперечного сечения формовочной полости на выходе кристаллизатора. При поперечном сечении, например, 120 мм x 120 мм, на каждой стороне закругленных переходов подвергаются нагрузке, по меньшей мере, 12 мм длины 20 боковой стороны, преимущественно 18-24 мм или 15-20% длины 20 боковой стороны. Изогнутая линия 13 периметра в угловых областях 19 описана кривыми математической функции с базовым параметром и показателем степени, которая отличается от окружности. На фиг. 3 форма угловой области 19 разъясняется подробно.
На фиг. 3 представлены следующие в угловой области 19 в направлении движения непрерывнолитой заготовки изогнутые линии 23 - 23'''' периметра. Угловая область 19 может быть постоянна по ее ширине от стороны заливки к стороне выхода вдоль конуса отливки, а переходные точки могут располагаться криволинейно на линии R - R4, или же на прямой или изогнутой линии R1 - R4. Интервалы 25-25''' показывают непрерывную конусность формовочной полости. Изогнутые линии 23-23'''' периметра и прямые линии 24-24'''' представляют собой кривые высот стенок формовочной полости. Дуговые линии описываются математической функцией |X|n+|Y|n=|R|n, причем выбором показателя степени "n" установлена степень кривизны каждой дуговой линии 23-23''''. Целевой установкой является выполнение формовочной полости так, что образующаяся корочка непрерывнолитой заготовки, при рассмотрении по периметру кристаллизатора, охлаждается равномерно, и в корочке непрерывнолитой заготовки устанавливается по возможности симметричное температурное поле. В зависимости от исполнения формы поперечного сечения непрерывнолитой заготовки может достигаться по существу равномерная, при рассмотрении по периметру, расчетная теплопередача при округлых поперечных сечениях только геометрией поперечного сечения формовочной полости или при подобных прямоугольнику поперечных сечениях формовочной полости - с помощью комбинации геометрии и разного охлаждения вдоль линии периметра. В данном примере показатель степени функции кривых варьируется, как указано ниже:
Показатель степени варьируется в этом примере между 4 и 2 непрерывно. В зависимости от выбора конусности формовочной полости также могут применяться дискретные скачки. С уменьшением показателя степени между 4 и 2 степень кривизны дуговых линий становится меньше, или, другими словами, дуговые линии растягиваются к выходу кристаллизатора. Это растягивание обусловливает в дальнейшем то, что вдоль диагонали 26 конусность формовочной полости наибольшая и понижается в направлении к прямым стенкам. Степень кривизны изогнутых линий 23 - 23''' периметра возрастает до максимальной степени кривизны 30 - 30'''. Степень кривизны вдоль изогнутой линии 23'''' постоянна (дуга окружности). В круговом вырезе 16 из угловой области 19 можно целенаправленно управлять устранением щели между передвигающейся через формовочную полость корочкой непрерывнолитой заготовки и стенкой формовочной полости и, соответственно, преобразованием зародышей непрерывнолитой заготовки.
На фиг. 4 представлено несимметричное образование угла с двух сторон диагонали 41. Величина ОВ не равна OA. Функцией кривых линий 42-42'' является
Кривые линии 42-42'' в этом примере имеют следующие показатели степени:
Кривые линии 42-42'' примыкают к прямым участкам 43-43'' периметра.
Стенка 44 формовочной полости состоит из меди. Разная интенсивность охлаждения схематически представлена треугольниками 46, 47 с неодинаковым взаимным интервалом на внешней стороне кристаллизатора. Более тесно расположенные треугольники 46 указывают на большую интенсивность охлаждения, а треугольники 47 со взаимно большими интервалами указывают на более слабую интенсивность охлаждения.
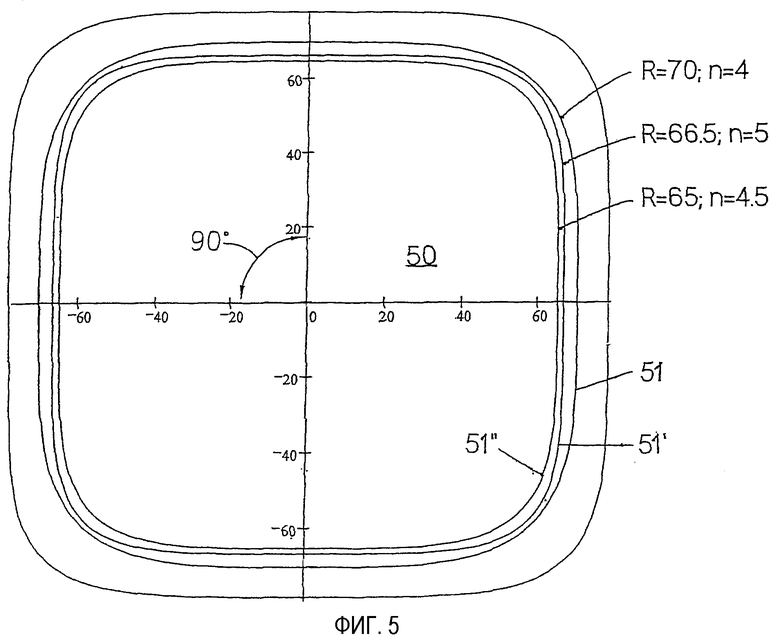
В примере на фиг. 5 для ясного обзора представлены только три следующие в направлении движения непрерывнолитой заготовки линии 51-51'' периметра, подобной квадрату формовочной полости 50.
Каждая линия периметра составлена из четырех кривых линий, которые замыкают каждый раз один угол 90°. Четыре кривых линии отвечают математической функции
|X|n+|Y|n=|R|n.
Если конусность "t" отливки также представляется в математической функции, то она выглядит, например, как
|X|n+|Y|n=|R-t|n.
Этому примеру положены в основу следующие числовые значения:
В зависимости от выбора величины и дискретизации в направлении движения непрерывнолитой заготовки показателей степени линия периметра может выполняться так, что, по меньшей мере, на части длины кристаллизатора между выполненными в виде закругленных переходов угловыми областями достигается деформация корочки непрерывнолитой заготовки при прохождении через кристаллизатор с соответственно выбранными показателями степени для последовательно проходящих дуговых линий.
В примере на фиг. 5 для достижения деформации корочки непрерывнолитой заготовки, в частности, между угловыми областями (Convex-технология) в половине кристаллизатора с заливочной стороны показатель степени "n" обоих следующих в направлении движения непрерывнолитой заготовки дуг 51 и 51' увеличивается, например, от 4 до 5. В половине кристаллизатора со стороны выхода непрерывнолитой заготовки путем уменьшения показателя степени, например, от 5 до 4,5 между дуговыми линиями 51' и 51'', следующими в направлении движения непрерывнолитой заготовки, достигают по существу равномерной расчетной теплопередачи без деформации корочки непрерывнолитой заготовки. Этот пример показывает, что может достигаться расчетная теплопередача посредством увеличения показателя степени следующих в направлении движения непрерывнолитой заготовки дуговых линий в первой части кристаллизатора и уменьшением показателя степени во второй части кристаллизатора, то есть подгонкой геометрии формовочной полости. Однако, с другой стороны, можно достигать расчетной теплопередачи с помощью или без деформации корочки непрерывнолитой заготовки одним различием охлаждения вдоль линии периметра, в зависимости от геометрии изогнутой линии периметра.
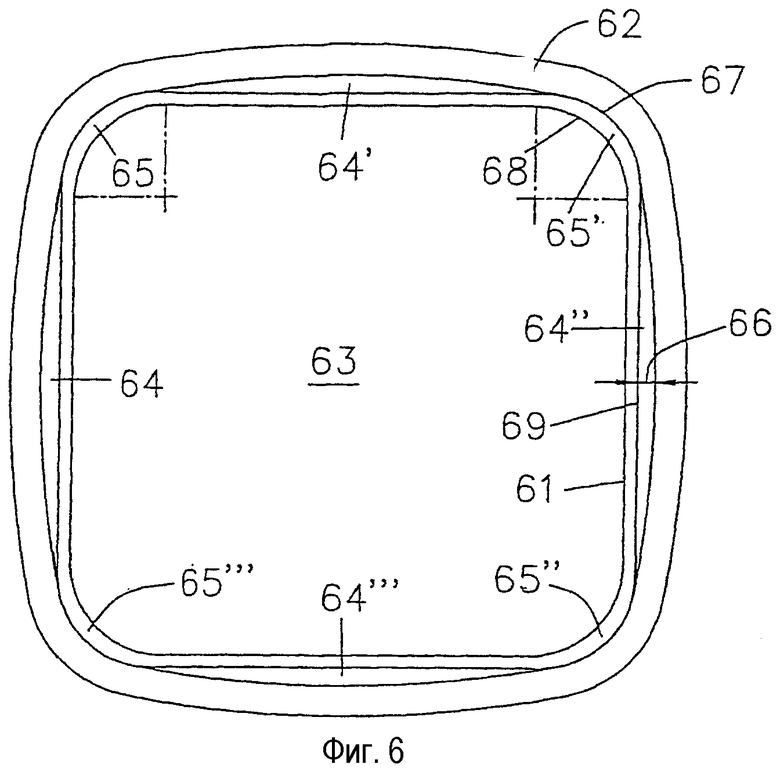
Фиг. 6 показывает гильзовый кристаллизатор 62 из меди с формовочной полостью 63 для непрерывной разливки стали для сортовых или блюмовых заготовок. Поперечное сечение формовочной полости 63 квадратно на выходе кристаллизатора, а между смежными боковыми стенками 64-64''' расположены выполненные в виде закругленных переходов угловые области 65-65'''. Закругленные переходы выполнены не как окружность, а имеют форму кривых, согласно математической функции |X|n+|Y|n=|R|n, причем показатель степени "n" имеет значение между 2,0 и 2,5. На стороне заливки кристаллизатора форма кривой 67 закругленного перехода в этом примере выполнена с показателем степени n=2,2, а на стороне выхода кристаллизатора форма кривой 68 закругленного перехода выполнена с показателем степени n=2,02, то есть форма кривой на стороне выхода непрерывнолитой заготовки очень приближается к дуге окружности. Если выполняется косинусообразная выпуклость, то форма кривых закругленных переходов может быть выполнена с показателем степени "n" между 3 и 10.
На примере изготовления по фиг. 6 боковые стенки 64-64''' формовочной полости 63 выполнены в верхней части кристаллизатора на частичной длине кристаллизатора 62, например, на 40%-60% длины кристаллизатора, вогнутыми. На этой частичной длине высота дуги 66 уменьшается в направлении движения непрерывнолитой заготовки. Образующаяся в кристаллизаторе непрерывнолитая заготовка с выпуклой корочкой на части длины непрерывно слегка деформируется до тех пор, пока дуга не переходит в прямую. Во второй, нижней половине кристаллизатора линии 61, 69 периметра формовочной полости 63 прямолинейны. В этой части кристаллизатора формовочная полость выполнена с конусностью, которая соответствует усадке поперечного сечения непрерывнолитой заготовки в этой части кристаллизатора.
Выбор показателя степени "n" для кристаллизаторов с выпуклыми боковыми стенками обеспечивает то, что удлинение хорд при уменьшающейся высоте дуги не создает никакого вредного давления на затвердевающую корочку непрерывнолитой заготовки в угловых областях 65-65''', и тепловой поток в закругленных угловых областях 65-65''' соответствует теплопередаче по существу прямых стенок. Дополнительной оптимизации теплопередачи можно достигать разным охлаждением стенок формовочной полости вдоль линии периметра поперечного сечения полости кристаллизатора.
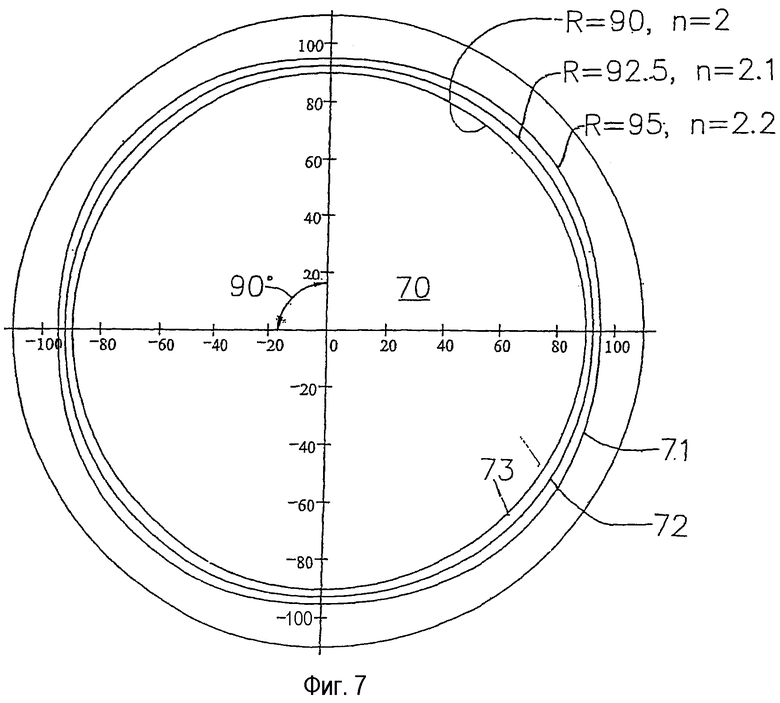
На фиг. 7 схематически представлены три линии 71-73 периметра для круглой - со стороны выхода кристаллизатора - формовочной полости 70. Линии 71 и 72 периметра составлены из четырех кривых линий, которые в этом примере заключают угол 90°. Эти кривые линии описываются математической функцией |X|n+|Y|n=|R|n, и значение показателей степени "n" кривых линий 71 и, соответственно, 72 равняется 2,2 и, соответственно, 2,1. Линия 73 периметра на выходе кристаллизатора является окружностью. В верхней части длины кристаллизатора с подобным кругу поперечным сечением формовочной полости увеличением различия показателей степени функций кривых между кривыми линиями 71 и 72 может определяться мера пластичной деформации образующейся корочки непрерывнолитой заготовки в верхней половине кристаллизатора. Мера пластичной деформации дополнительно определяет теплопередачу между корочкой непрерывнолитой заготовки и стенкой кристаллизатора.
Все формовочные полости на фиг. 1-7 выполнены для упрощения с прямой продольной осью. Кристаллизаторы для криволинейных машин непрерывного литья имеют изогнутую продольную ось с радиусом, как правило, между 4 м и 12 м.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ ДЛЯ СОРТОВЫХ ИЛИ БЛЮМОВЫХ ЗАГОТОВОК | 2005 |
|
RU2388572C2 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СОРТОВЫХ ЗАГОТОВОК | 2006 |
|
RU2336970C2 |
| КРИСТАЛЛИЗАТОР | 2002 |
|
RU2227081C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2007 |
|
RU2325969C1 |
| Гильза кристаллизатора для непрерывной разливки сталей | 2017 |
|
RU2678556C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 2006 |
|
RU2414322C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ С КРУГЛЫМ ИЛИ МНОГОУГОЛЬНЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ | 2010 |
|
RU2546264C2 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 2012 |
|
RU2610984C2 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2152843C1 |
| СПОСОБ И УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ ДЛЯ ИЗГОТОВЛЕНИЯ ТОЛСТЫХ СЛЯБОВ | 2009 |
|
RU2476290C1 |
Изобретение относится к области непрерывной разливки. Кристаллизатор содержит охлаждаемые стенки, ограничивающие формовочную полость. Линии периметра поперечного сечения формовочной полости содержат изогнутые участки. В угловых областях формовочной полости изогнутые линии периметра выполнены с изменением кривизны. Значение максимальной степени кривизны (1/R) уменьшается у следующих последовательно в направлении движения непрерывнолитой заготовки линий периметра одинаковых угловых областей. В изогнутых участках линии периметра описываются математической функцией |X/A|n+|Y/B|n=1, а при А=В - функцией |X|n+|Y|n=|R|n, где "n" больше 2 и меньше 100. Обеспечивается равномерное затвердевание заготовки и увеличение скорости разливки. 10 з.п. ф-лы, 7 ил., 1 табл.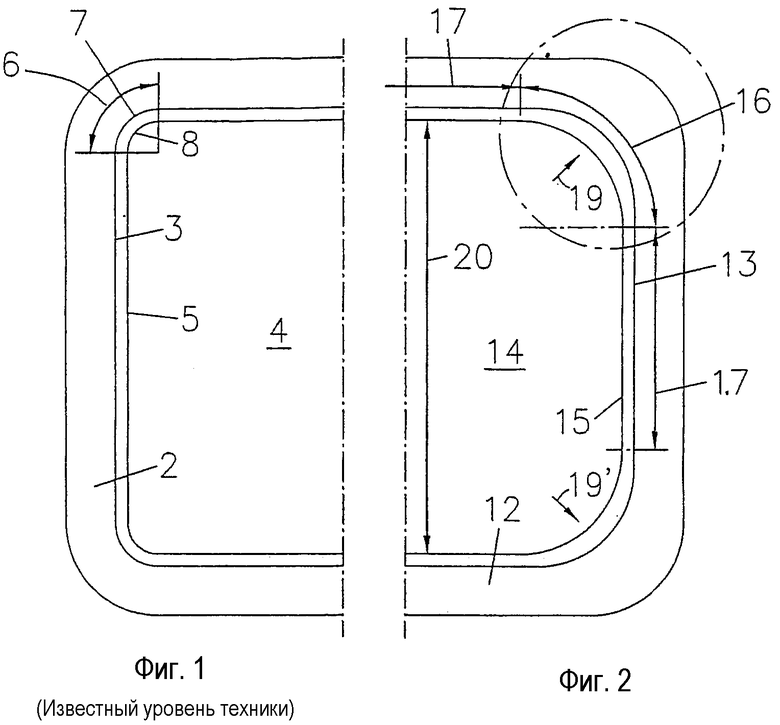
 ,
,
а при А=В, - функцией |X|n+|Y|n=|R|n, где "n" больше 2 и меньше 100.
 ,
,
где n составляет величину между 3 и 50, преимущественно между 4 и 10.
| US 5360053 А, 01.11.1994 | |||
| КОНУСНАЯ ГИЛЬЗА КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОГО ВЕРТИКАЛЬНОГО ЛИТЬЯ МЕТАЛЛА | 1995 |
|
RU2087247C1 |
| JP 11151555 А, 08.06.1999 | |||
| Устройство для контроля генератора тактовых импульсов | 1980 |
|
SU875312A2 |
| Кристаллизатор для непрерывной разливки металлов | 1976 |
|
SU613851A1 |

